
Abstract
The force analysis of bolts in single-bolt, single-shear mechanical joints is a nonlinear problem that affects the calculation of flexibility and forms the basis of the calculation of the load-distribution ratio in multi-bolt joints. This paper simplifies the force analysis of bolts based on beam theory and establishes a method for determining the distribution of bolt bearing stress in a two-dimensional plane through the first derivative of the shear force of the bolt shank. Based on the good strain correlation between the finite element model and experimental results, three types of composite material layering, three total thickness variations, six metal plate thicknesses ratios, and eight levels of fastener clamping force were considered. The fitting of data indicates that linear distribution can effectively describe the majority of joint conditions. However, when the composite layer is too thick (such as S3) or the thickness of the metal plate exceeds 2.4 times the thickness of the composite plate (such as M6), uniform and linear distributions cannot be used to describe the situation.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In mechanical joint structures, the force analysis of bolts is a complex issue. Bolt deformation includes bending, shearing, and compression. Therefore, a rational design of bolt diameter, composite material thickness, and layup sequences is crucial in structural design. To solve these kinds of problems, many scholars (Tate, 1946; Tang, 2012; Lian et al., 2014; Sinthusiri and Nassar, 2020) simplified bolt shanks to beams subjected to bending moments and bearing forces. This allows for the further calculation of fastener flexibility. Tate and Rosenfeld (Tate, 1946) assumed that the bearing stress was uniformly distributed over the cross-sections of plates and bolts, then shearing and bending deformations were calculated. Tang (2012) also assumed that the bearing stress on the bolt shank was uniformly distributed along the thickness. Lian et al. (2014) assumed that the bearing stress was linearly distributed along the bolt shank, and provided the parameters k and q for the linear distribution. Then the parameters were corrected by finite element models. Meanwhile, through extracting the contact force of the finite element model Sinthusiri and Nassar (2020) pointed out that when the plate thickness ratio is 1:3, the bearing stress on the thick plate is non-uniform along the thickness direction and is closer to a quadratic function distribution. Kou calculated the distribution of bearing stress using the elastic foundation model (Kou and Xu, 2018), but as a function of bolt deflection. It is easy to calculate the flexibility of a beam using the uniform distribution of bearing stress and linear distribution of bearing stress, although higher-order polynomials, exponential functions and other functional forms can cause more difficulties. There has been no validation of the distribution form of bearing stress on bolt shanks in the above studies. It is worth noting that many factors can also affect the form of bearing stress distribution. The thickness of the plate directly affects the length of the shank. In practical engineering, the ratio of bolt diameter to single plate thickness is often taken to be around 1.5 (Tang, 2012), making the bolt a short and thick beam that is primarily subjected to shear deformation to prevent excessive bending deformation. Since the contact relationship between the bolt and the plate is changed, clearance fit is one of the factors that mostly influence the distribution of bearing stress (McCarthy and McCarthy, 2003). Starting with the analysis of the bolt shank unit cell, this paper presented a method for obtaining the distribution of bearing stress through theoretical deduction. After the finite element models were validated by static testing of single-bolt, single-shear hybrid joints, the correctness and applicable range of uniform distribution (Uni) and linear distribution (Lin) was further studied.
2 Theoretical Basis of the Analysis
2.1 Derivation of the Bearing Stress Distribution
Viewing the bolt as a two-dimensional beam with a rectangular cross-section, a unit cell of a bolt shank is analyzed in Fig. 1(a). Due to the bearing force applied, shear forces \({F}_{x}\left({z}_{1}\right)\) and \({F}_{x}\left({z}_{2}\right)\) are respectively exerted on the upper and lower surfaces, according to the Timoshenko Beam Theory (Temusinco and Gail, 1978). To ensure the balance of the unit cell, the bending moments \({M}_{1}\) and \({M}_{2}\) generated during the bending process of the bolt should also be taken into account on the upper and lower surfaces. The distribution form of the bearing stress on the bolt is unknown. The force equilibrium equation in the x direction is shown in Eq. 1.
When the length of the unit cell is extremely small, the bearing stress can be assumed to be uniformly distributed on the unit cell, as q(z) in Fig. 1(b). This process can also be viewed as taking the derivative of both sides of Eq. 1, or to be written as Eq. 2.
Therefore, the linear density of the bearing stress in a certain coordinate z is equal to the first-order derivative of shear force at this place, with a unit of N/mm. If the confidence of the linear distribution of shear force in the thickness direction is high, then the distribution of the bearing stress tends to be uniformly distributed (Uni). Also, if shear force is quadratically distributed, then bearing stress is linearly distributed (Lin). In the following text, CS and MS is the abbreviation of composite-shank contact area and metal-shank contact area, respectively, as shown in Fig. 2.

Force analysis of bolt shank unit cells

The distribution forms and abbreviations
2.2 Statical Method Used
In statistics, the coefficient of determination R2 is used measuring confidence in the predictive power of a certain distribution. It can be calculated by Eq. 3:
The range of R2 is between 0 and 1. In this research, an R2 value greater than 0.95 is considered to indicate a high correlation between the predicted model and the real situation.
3 Modeling and Testing
3.1 Test Set-Ups
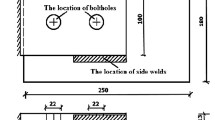
Tensile testing of metal-composite hybrid joints in single-bolt, single-shear configuration was conducted on the MTS Landmark 250 kN testing machine. Six specimens were tested, and the final result was taken as the average of each specimen in each group. The metal plate material was aluminum alloy with an elastic modulus of 72.4 GPa and a thickness of 0.4 times that of the composite plate. The composite plate was made of 24 layers of balanced and symmetrically laid composite, with a total thickness of 4.48 mm. The out-of-plane bending of the specimens was constrained using bending limit fixtures according to standard (ASTM International, 2017). The fastener used was a high-locking bolt with a diameter of 4.76 mm made of Inconel 718 nickel-chromium alloy with an elastic modulus of 199 GPa. The set-up of the experiment was shown in Fig. 3. Eight strain gauges were arranged on the surface of each test piece to measure the local strain level during the tensioning process. The geometric parameters of the test piece and the position of the strain gauges was shown in Fig. 4. After that, the test pieces were repeatedly loaded to 5kN four times in the linear section, and the strain results of the four peak loads were averaged.

Test set-up

Specimen and geometrical parameters
3.2 Finite Element Modeling
A finite element model was developed using Abaqus 6.14–2 software. The entire model was divided by structured mesh using C3D8R elements, and the composite layers were established using the solid method. The tangential contact relationship between the bolt shank and the hole was set as frictionless, and the tangential contact between the plates was set with a friction coefficient of 0.15 to simulate the load shared by the frictional force in the test. All degrees of freedom at the end face of the composite plate were constrained, and a 5kN tensile force was applied at the end face of the metal plate, with freedom in the tensile direction released, as shown in Fig. 5. A simplified fixture was assembled and the out-of-plane direction was constrained to ensure that the structure did not experience excessive out-of-plane bending. After the analysis was completed, the tensile component of the free body cut was extracted at intervals of 0.01mm in the post-processing module as the shear force acting on the bolt shank, as shown in Fig. 6. The data was extracted and the shear force diagrams of Fig. 2(a) were plotted.

Boundary conditions

Free body cut of the bolt shank
3.3 Model Validation
For mechanical joints, it is difficult to directly obtain the local stresses of the bolt or hole through experiments. By placing strain gauges on the surface of the two plates, the load-carrying situation of the bolt and plate can be effectively reflected. This paper verified the validity of the finite element model by comparing the strain gauge data of the two plates. Comparison between experimental and finite element strains of strain gauges 1# ~ 8# are presented in Table 1. It can be seen that the maximum strain error did not exceed 15%, indicating the validity of the finite element model.
4 Analysis Results
4.1 Analysis Matrix
Four factors are listed in Table 3: layup sequence, total composite thickness, metal thickness ratio, and clamping force, which are represented by the codes L, S, M, and F, respectively. Three kinds of typical lay-up sequences are chosen according to (He et al., 2016), as shown in Table 2. The total laminate thickness is 3.73mm in group L. On the basis of L1 layup, the total thickness of the laminate is changed by altering the number of times the layup is stacked. Here, s/2s/3s represent 20/40/60 layers respectively. The thickness ratio is defined as the ratio of metal plate thickness to composite thickness. The clamping force is defined as the pressure generated on the bolt section by the tightening effect. The specific parameter variations are shown in Table 2–3 (where bold letters represent the basic level).
4.2 The Effect of Layup Sequences (L)
Figure 7 illustrates the determination coefficient R2 obtained by linear and quadratic regression of shear stress using the least squares method for different layup sequences. For the given three layup sequences L1, L2, and L3, the R2 of the linear distribution (Lin) of bearing stress is high in both the Metal-Shank contact area (MS) and the Composite-Shank contact area (CS), indicating that a linear distribution is desirable. However, for MS, the R2 of uniform distribution (Uni) is only around 0.9, which is insufficient to describe the distribution of bearing stress. For the L3 layup, the R2 of uniform distribution is slightly lower than 0.95, while for L1 and L2 it exceeds 0.95. This indicates that the increase in the proportion of 0° layup will also slightly increase the non-uniformity of the distribution of bearing stress. The data also shows that the influence of the three layup proportions on the distribution of bearing stress is extremely small, although the layup proportions can affect the bearing strength of the joint (Chen et al., 2013). Table 4 shows the distribution forms of bearing stress in the MS and CS under the variable levels of L1 to L3.

R2 in MS and CS under different layup sequences (L)
4.3 The Effect of Layup Thickness (S)
Under the S1 layup, the bearing stress distribution in CS can be approximated by Uni, while the bearing stress distribution in MS can be described by Lin, as shown in Fig. 8. Linear distribution cannot even describe the bearing stress in MS under the S3 layup. As the thickness of the layer increases, the fitting performance of each line decreases accordingly. This is due to the fact that a larger thickness represents a longer bolt length, which alters the local contact relationship, resulting in a more uneven distribution of bearing stress. So it’s worth noticing that the total thickness, or to say, bolt length is an important factor to be taken into consideration. In engineering practice, the length/diameter ratio is usually 1–2 (Aircraft Design Manual editorial Board, 1983) (Table 5).

R2 in MS and CS under different layup thickness (S)
4.4 The Effect of Thickness Ratio (T)
Table X reveals that in the majority of cases, linear distribution can effectively fit the bearing stress distribution on both the MS and CS. When the thickness of the metal plate exceeds 2.4 times of the composite thickness, the distribution is too uneven that none of the two types can describe it well. In this situation, the bolt length/diameter is around 2.7. Additionally, it can be observed that the relatively thicker plate in this structure exhibits a more uneven distribution of bearing stress. When the thickness of the composite plate is the same as that of the metal plate (M4), the bearing stress distribution on the metal plate displays a stronger degree of non-uniformity, as shown in Fig. 9.

R2 in MS and CS under different thickness ratio (M)
4.5 The Effect of Clamping Force (F)
The trend depicted in Fig. 10 indicates that as the clamping force increases, the value of R2 also increases correspondingly. This is because the load transmitted through the bolt-hole interaction is smaller, resulting in less deformation of the bolt shank, which to some extent improves the non-uniformity of the bearing stress. It’s worth noting that according to [M], the bearing stress of high-strength bolts is generally optimal at around 20% of the bolt material’s ultimate strength (about 1300MPa for Inconel 718), and may not necessarily reach the 600MPa of the test plan group. In this paper, the value above 400MPa is only a model exploration.

R2 in MS and CS under different thickness ratio (F)
5 Conclusion
-
1)
The 2-D distribution of the bearing stress on the bolt shank can be derivated from the first-order derivation of the shear force distribution. The linearly distributed shear force indicates uniformly distributed bearing stress, and the quadratically distributed shear force indicates linearly distributed bearing stress. It is relatively convenient to calculate the flexibility of fasteners using these two distribution forms.
-
2)
The layup sequences barely affect the bearing stress, but as the thickness of the composite layers increases, the distribution of compression force becomes significantly more uneven due to the longer length of the bolt shank.
-
3)
The bearing stress distribution in most of the joint situations can be solved by linear distribution. However, when the length/diameter ratio of bolt shanks exceeds 2.7, the R2 of linear distribution is lower than 0.95, which means it does not adequately describe the distribution at this point.
-
4)
Larger clamping force obviously relieves the unevenness of the bearing stress. Along with the increase in clamping force, the R2 of uniform distribution and linear distribution shows an upper trend.
References
Aircraft Design Manual editorial Board: Aircraft design, manual National Defense Industry Press, Beijing (1983)
ASTM International (2017): Standard test method for bearing response of polymer matrix composite laminates. https://www.astm.org/d5961_d5961m-17.html. Accessed 26 Mar 2023
Chen, K., Liu, L., Wang, H.: Combined effects and mechanism of interference fit and clamping force on composite mechanical joints. Acta Mater. Compos. Sin. 30(06), 243–251 (2013). https://doi.org/10.13801/j.cnki.fhclxb.2013.06.035
He, B., Ge, D., Mo, Y., Du, X.: Tensile tests and strength estimation for double-lap single-bolt joints in T800 carbon fiber reinforced composites. Acta Mater. Compos. Sin. 33(07), 1540–1552 (2016). https://doi.org/10.13801/j.cnki.fhclxb.20151020.002
Kou, J., Xu, F.: Three-dimensional bearing stress distribution at bolt-hole in quasi-isotropic laminates. Acta Mater. Compos. Sin. 35(12), 3360–3367 (2018). https://doi.org/10.13801/j.cnki.fhclxb.20180315.001
Lian, T., Huang, Q., Yin, Z., Su, X.: The modification of the formula for the aircraft structural fastener’s flexibility. J. Mech. Strength 36(04), 555–559 (2014). https://doi.org/10.16579/j.issn.1001.9669.2014.04.019
McCarthy, M.A., McCarthy, C.T.: Finite element analysis of effects of clearance on single shear composite bolted joints. Plast. Rubber Compos. 32(2), 65–70 (2003). https://doi.org/10.1179/146580103225001390
Sinthusiri, C., Nassar, S.A.: Load distributions in bolted single lap joints under non-central tensile shear loading. ASME Int. Mech. Eng. Congress Expos. 84485, V02AT02A005 (2020). https://doi.org/10.1115/IMECE2020-24652
Tang, Z.: Investigation of fastener flexibility for joint structure. Sci. Tech. Eng. 12(09), 2178–2182+2192 (2012). https://doi.org/10.3969/j.issn.1671-1815.2012.09.044
Tate, M.B.: Preliminary investigation of the loads carried by individual bolts in bolted joints (1946). https://ntrs.nasa.gov/citations/19930081668
Temusinco, S., Gail, J.: Mechanics of Materials. Science Press, Beijing (1978)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Lin, Y., Zhang, X. (2024). Investigation of the 2-D Distribution Form of Bearing Stress in a Single-Bolt Single-Shear Metal-Composite Hybrid Joint. In: Jing, Z., Zhan, X. (eds) Proceedings of the International Conference on Aerospace System Science and Engineering 2023. ICASSE 2023. Lecture Notes in Electrical Engineering, vol 1153. Springer, Singapore. https://doi.org/10.1007/978-981-97-0550-4_18
Download citation
DOI: https://doi.org/10.1007/978-981-97-0550-4_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-97-0549-8
Online ISBN: 978-981-97-0550-4
eBook Packages: EngineeringEngineering (R0)