
Abstract
15CDV6 steel is a high-strength low-alloy steel widely used in aerospace applications to make pressure vessels, components, and structures. This steel has good fabricability and attains strength by simple heat treatment process of hardening and tempering. The unique property of this steel is, it can be welded in annealed and hardened and tempered conditions. This material has a ultimate tensile strength of minimum 980 MPa. The 0.3%C-CrMoV steel is modified version of 15CDV6 steel and is considered as a substitute for ultra high-strength material like maraging steel. This paper deals with study of weld bead dimensions, optimising weld parameters, and heat treatment process to get the maximum strength. In this work, the welding parameters, its response on the variables, and influence on weld properties are studied. The test plates after welding were subjected to liquid penetrant test (LPT), X-ray radiograph. Dimensional measurements were carried on weld beads. Tensile and impact test specimens were cut from these test plates, heat treated, and quenched in different cooling mediums. These test specimensions were subjected to hardness, tensile, and impact testing. The test results were compared to find out the combinations of weld parameters which gives the maximum properties.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
15CDV6 [1] (Table 1) steel is high-strength low -alloy steel used in the fabrication of booster motor casings and pressure vessels in aero space applications. For larger space boosters and pressure vessels, new ultra high-strength materials with higher specific strength are explored. So a new alloy known as.
0.3%C-CrMoV [2] steel (Table 2) is developed which is considered to be a cost-effective alternative to maraging steel. In this study, combinations of weld parameters were selected using the principle of Taguchi’s design of experiment (DOE) with three levels and four variables. Nine experiments with different combination of weld parameters were carried on the test plates of size 8 mm × 200 mm × 150 mm. As per Taguchi’s orthogonal array selection table, L9 orthogonal array was selected. For three levels of current, voltage, variables like root gap, number of passes, welding speed, and types of quenching media were employed. Hardness, ultimate tensile strength, 0.2% proof strength, %elongation, %reduction in area, impact strength were responses. Using the above methodology, nine test plates were welded by varying the current, voltage, root gap, number of weld passes, etc. (Tables 4, 5 and 6). These test plates were inspected by measuring [3] bead width, reinforcement height, depth of penetration (Tables 7, 8 and 9). All the nine test plates were subjected to visual, dimensional, liquid penetrant test (LPT), and X-ray radiography inspections (Table 3).
2 Experimental Methods
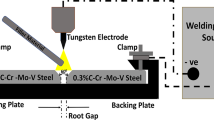
Manual GTAW [4] was done on the test plates (Fig. 1) by maintaining weld geometry of V-groove with included angle of 60° and a root face of 1 mm. Nine test plates were welded using the principle of Taguchi’s design of experiments. These test plates were inspected by measuring bead width (B), reinforcement height (R), depth of penetration (r), and width (b) After visual check, liquid penetrant testing (LPT) and X-ray radiography were taken. The X-ray films were processed, interpreted, and found defect free. Tensile and impact test specimens (Fig. 2a, b, c) were cut by water jet machining and dimensions were maintained as per ASTM-A 370 [5],ASTM E 23 [6] standards.


a Weld set up and test plate after welding, b Hardness variations in (HRc)-Heat treated, air cooled, c Hardness variationds in (HRc)-Heat treated, water cooled, d Hardnes variations in (HRc)-Heat treated, oil cooled

a–c Tensile and impact test specimens
3 Experimental Procedure
One specimen from each plate was tested to represent the weld property in as welded condition (Idn. T1–T9). Heat treatment was carried out for other specimens in an electrically heated laboratory scale furnace as per the heat treatment cycle shown (Table 10) and the rate of heating 100 °C/hour was maintained during heating. For the test specimens cut from test plates TP-1, 5, 9, the cooling media was forced air, for test plates TP-2, 6, 7, the quenching media was water, for test plates TP-3, 4, 8, the quenching media was oil. Similar simulations of heat treatment process were reported by others [3, 7,8,9,10,11] also. These test specimens after heat treatment were cleaned by wire brushing to remove the heat treatment scaling, corrected to maintain the dimensions by fitting process using hand files.
4 Results and Discussions
Hardness survey [12] carried in all the welded test specimens at the portions of fusion zone (FZ), weld interface (WI) between fusion zone and heat affected zone, heat affected zone (HAZ), on the parent metal, and the values are tabulated below. Table 11 for annealed condition and Tables 12, 13 and 14 and Fig. 1b–d for respective heat treated and quenched conditions (Tables 15, 16, 17, 18, 19, 20, 21 and 22).
Tensile tests [13] were conducted on the specimens (Fig. 2a, b) using 20T capacity computerised UTM machine and 0.2% proof stress was measured using electronic extensometer with autographic recording facility. The tensile test values obtained with different quenching media were tabulated.
The variations of UTS with respect to number of weld passes and root gap at different quench conditions are shown in Fig. 3a, b

UTS Vs no. of weld pass in annealed conditions
Sub-size charpy V-notch [6] impact test specimens (size 55 mm × 10 mm × 7.5 mm, with a notch depth of 2° × 45°, Fig. 2c) were machined and the V-notches were cut using broaching notch cutter machine. Impact testings were carried out at room temperature and the values are given in Figs. 4, 5 and 6.

UTS Vs no. of weld pass, heat treated, air cooled

UTS Vs no. of weld pass, heat treated, water cooled

UTS Vs no. of weld pass, heat treated, oil cooled
5 Weld Microstructure in Annealed Condition
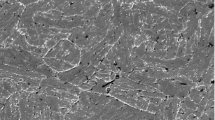
Optical microstructure of this material, in the as welded condition, reveals ferrite with carbides (Fig. 7a).

a weld micro structure, welded in annealed condition, b weld micro structure, heat treated, air cooled, c weld micro structure, heat treated, water cooled, d weld micro structure, heat treated, oil cooled
The optical microstructure of the weldment, heat treated, and quenched in oil and water shows combined microstructure of bainite, martensite in fusion zone (Fig. 7c, d).
The optical microstructure weldment hardened and tempered followed by rapid air cooling shows bainitic structure along with martensite, ferrite, and carbides (Fig. 7b). Similar microstructure was reported in parent metal weld studies in both annealed and hardened conditions [3, 7,8,9]
6 Observations
-
1.
The 0.3%C-Cr–Mo-V steel is welded with manual GTA welding in annealed condition gives good bead forming, reinforcement, and penetration.
-
2.
The test plates were welded with different combination of welding parameters, which gave defect free weldment.
-
3.
In multi-pass welding, the weld parameter variations were same irrespective of number of passes.
-
4.
The welding current and voltage required were less when the root gap maintained is 1 mm irrespective of the number of passes.
-
5.
When the root gap is between 1.5 and 2 mm, the current required for the root pass welding and the subsequent passes was more. The closing pass needed lesser current.
-
6.
The rate of filler wire consumption and the welding speed was less when the root gap is less and vice versa.
-
7.
The rate of filler metal deposition was more, when root gap increases, irrespective of number of passes.
-
8.
The dimensional variations of weld bead remain almost same in all the combinations.
7 Conclusions
-
1.
In this work, the 0.3%C-Cr-Mo-V steel of 8 mm thickness is used. These plates were welded by using manual GTA welding by employing the weld parameters as per DOE principle. The welded test plates were subjected to NDT methods, then hardened and tempered and quenched using forced air, water, and oil as quenching mediums.
-
2.
The significant outcome of these work is, in all the cases, the tensile tests specimen rupture occurred at the parent material. This shows the strength of both HAZ and the weldment is not lower than that of parent material. Similar trends of tensile properties were reported by Ramkumar [3] in using PAW process.
-
3.
The weldment attains the hardness (Table 11) when welded in annealed condition even though the parent metal region shows less. This is because of hardening effect of the weldment in multi-pass welding.
-
4.
It is found that oil quenching gives maximum strength. Water-quenched specimens give slightly lower properties. Similar trends in the mechanical properties were reported by P.Ramkumar and others [3, 8, 11]
-
5.
When forced air is used as quenching medium, the values of UTS come down since the rate of cooling is less compared to oil and water. Karthikeyan [7] and others reported the same in Parent metal heat treatment studies.
-
6.
Maximum weld strength was obtained in the combinations of 1 mm root gap with number of passes two to three and oil as quenching medium, (Table 10; Fig. 6a, b)
-
7.
The higher strength of weldment was the result of faster cooling which leads to the formation of higher amount of martensite [8].
-
8.
The maximum impact properties were obtained from the plates welded in annealed condition with multi-pass welding.
References
Bandyopadhyay T et al. Improvement in mechanical properties of standard 15CDV6 steel by increasing Carbon and Chromium content and inoculation with titanium by ESR. IIT, Mumbai
Maity SK et al (2009) Development of ultrahigh strength low alloy steel through electro slag refining process. ISIJ Int 49(6):902–910
Ramkumar P et al (2017) Plasma arc welding of high strength 0.3%C-CrMoV (ESR) steel. Trans Ind Inst Metals
Suresh MR et al. Study of welding characteristics of 0.3%C-CrMoV (ESR) ultra high strength steel. J Mater Sci 42(14)
ASTM: A 370-10 Standard test methods and definition for mechanical testing of steel products
ASTM E 23 Test method for notched bar impact testing of metallic materials
Karthikeyan MK et al (2017) Effect of quench media on mechanical properties of 3%C-Cr-Mo-V steel NAMS-2017
Saravanan K, Kumar S et al (2012) Effect of tempering temperature on strength and fracture toughness of 0.3%C-CrMoV(ESR) steel. Mater Sci Forum 710: 433–438
Magudam C et al (2017) Heat treatment of 0.3%C-CrMov (ESR) segment NAMS-2017
Chandra Sekar M et al (2014) Welding development in ESR modified 15CDV6 material. Int J Mech Eng Rob Res 3(3). ISSN 2278-0149
Sapthagiri et al (2015) Comparition of mechanial properties on 15CDV6 steel plates by TIG welding with or without copper coated filler wires. Int J Adv Res Found 2(5)
ASTM E 18 Test method for rockwell hardness of metallic materials
ASTM E 8 Test method for tension testing of metallic materials
Rajkumar V et al. Study of welding maraging steels. In: ICMAT symposia proceedings
Yayla P (2007) Effect of Welding processes on the mechanical properties of HY 80 steel materials. Mater. Des 28
Ramesh MVL et al. Structure-properties evaluation in laser beam welds of high strength low alloy steels. In: 4th International conference on material processing and characterization
Naveen Kumar P et al (2014) Study on Dissimillar welding of 15CDV6 and SAE4130 steel by inter pulse GTA welding. In: International conference on advances in manufacturing and materials engineering, AMME 2014. Proceedia Material Science, vol 5
ASTM E 165 Test method for liquid penetrant examination
AIR 9112/A Condition for checking and receiving steel parts and assemblies made by melting welding
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Radhakrishnan, K., Muralidharan, V. (2021). A Study on the Welding and Heat Treatment of 0.3%C-Cr-Mov Steel. In: Ganippa, L., Karthikeyan, R., Muralidharan, V. (eds) Advances in Design and Thermal Systems . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-6428-8_39
Download citation
DOI: https://doi.org/10.1007/978-981-33-6428-8_39
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-6427-1
Online ISBN: 978-981-33-6428-8
eBook Packages: EngineeringEngineering (R0)