
Abstract
Wire arc additive manufacturing (WAAM) has attracted more attention in recent years, due to its ability to create large components with high material deposition rate and low cost of equipment. It is getting more popular nowadays because it provides high strength at low cost, high deposition rate, faster build time, and optimum heat input. In this article, a comprehensive literature review has been covered to show the effect of different process parameters on mechanical and microstructural properties. Primarily, aim is to provide information about accuracy of WAAM manufactured part in correlation with change in different processes parameters such as heat input, current, voltage, wire feed rate, and travel speed. This paper also gives an idea about which parameters can be used to get desired mechanical and microstructural properties. It also provides information about challenges that lead to abnormal results and remedies to overcome with heterogeneous and anisotropic properties of materials. Selection of process parameters help to optimize the WAAM process to obtain the desired geometry with required properties.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Additive manufacturing
- Wire arc additive manufacturing
- Processes parameters
- Mechanical properties
- Microstructural properties
1 Introduction
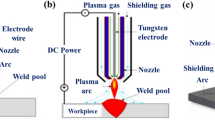
In past many years, additive manufacturing (AM) has achieved great heights of success. An AM process is to create three-dimensional and complex build parts in a layer by layer deposition which result in less material waste [1]. For a metal additive manufacturing process, several methods have been developed such as laser beam, electron beam, plasma beam, GTAW, and GMAW [2]. Laser is a high power and high-energy source to generate high energy density beam of photons focused on a particular small spot area to heat that region and to melt metal. It generates beam powers of very high watts (in thousands) and beam can focus to millimeters spot sizes [3]. In electron beam, instead of beam of photons, electron beam is used to get high energy density as same as laser beam. Plasma arc jet is highly focused beam with intense heat to localize small region and use inert gas as shielding [3]. Laser and electron beam-based additive manufacturing is more popular because of its dimensional accuracy, but at the same time, it is more time-consuming process as well as specific set up is required for this process [4]. The AM processes based on fusion has low deposition rate, increasing lead times; hence, there is a need of one AM process which gives higher strength and high deposition rate, based on this requirement. Researchers developed wire arc additive manufacturing (WAAM) in 1920 to achieve high strength, high productivity, low cost, lower cycle time, and no requirement of specific tooling [5]. WAAM required an electric arc as a heat source and wire continuously feed from feedstock. WAAM process for GMAW is with special purpose machine, where the MIG torch is used as a heating source. In this processes, variety of materials and process parameters can be used to achieve required properties [6]. As this process is based on arc, the parameter of arc generation like current, voltage, travel speed, and deposition rate influences the build material attributes like bead width and height, surface roughness, and build properties like tensile strength and hardness [7]. Hence, it is necessary to study the effect of process parameters during WAAM process. The main aim of this paper is to show recent advancement related to effect of processes parameters on the build material properties. This paper also includes future visions of WAAM process.
2 Effect of Process Parameters
Selection of processes parameter plays an important role in WAAM to produce complex 3D shape, desired property, and quality components. Different parameters like heat input, current, voltage, wire feed rate, travel speed, etc., control the quality of 3D fabricated components [8]. The effect of different processes variables on deposition of layers for Inconel 625 by GMAW-WAAM is examined [9]. The effect of heat input, current, welding speed, shielding gas on tensile strength, hardness, and roughness are observed as given in Table 1. Four different experiments (wall number a, b, c, and d) were performed to examine the effect of these parameters. Heat input influences the tensile strength, and strength decreases with decrease in heat input. Hardness also increases with increase in the heat input. As observed in results, higher macrohardness was observed more for (wall a) with 97.5% Ar, 2.5% CO2 shielding gas, whereas minimum for 95.5% Ar, 3% He and 1.5% H2 (Wall b). Figure 1 shows influence of process variables on roughness of deposited surface. The surface roughness decreases with decrease in heat input [9]. Maximum wall roughness is obtained for wall a and minimum for wall d. Chakkravarthy and Jerome investigated the effect of torch angle on the topology, orientation, and texture of a component built by WAAM-CMT (cold metal transfer) process. Two different values of torch angles (5° and 15°) were used to perform experiments. The proposed model suggested that weaving motion has an influence on the texture, grain refinement, and topology. Waving motion was more effective as torch angle increased. The surface roughness in case of 15° was fine up to 59 nm which improves corrosion resistance. Therefore, with the high angle, component can be built with minimum requirement of post-processing [10].

Influence of process parameters on surface roughness [9]
Researchers have also investigated effect of process variables on heat input and weld bead geometry for all the six experiment perform with different parameters like current, voltage, travel speed, and wire feed as shown in Fig. 2. They found that heat input decreases as speed rate increases for constant voltage. However, heat input increases as increment in the voltage for constant speed rate. In addition, the best result is achieved in case of first experiment for lesser speed rate and voltage as shown in Fig. 2 [11]. Fang et al. examined that minimum temperature of the build material does not depend on the deposition length during the deposition pass. However, as the width and thickness increase, minimum temperature decreases in beginning due to strengthening effect of the deposited part by his conduction. Heat conduction was enhanced within a short time and leads increase in minimum temperature [12]. Figure 3 shows the travel speed effect on the bead geometry with steady current and wire speed rate for WAAM processes. The ratio of feed rate to travel speed was set on 30, and travel speed was varied in a range of 0.2–0.5 m/min. They found smooth weld bead for lower travel speed of 0.2 m/min as compared with higher travel speed of 0.5 m/min due to formation of globular spatter at higher speed [13].

Deposited layer at various parameter [11]

Effect of travel speed on deposited layer [13]
During GMAW-WAAM, distance between nozzles and deposited material plays a crucial role in deciding the arc current, voltage, and deposition rate. Yang et al. performed various experiments to observe effect of current on the build characteristic for GMAW-WAAM. The mean bead increases with increase in current. However, standard deviation deceases up to 80A after that it increases again the surface texture during process also increases with increase in current [14]. In GMAW-WAAM usually, the work plate is moved down in predefined value after every layer. However, it was observed that movement is not constant every time, and it affects the deposition rate [15]. The variation in deposition rate increases with increase in deposited layer. Figure 4 shows the effect of current on the bead geometry during GMAW-WAAM. The weld bead decreases with increase in the current. In addition to this, surface roughness increases as the current increases as shown in Fig. 4 [14]. Malinet al. performed WAAM using super duplex filler wire to develop walls with different heat input. All the build components were defect free with different process parameter. Yield strength of build component was lower than that of base metal (i.e., 100–160 MPa). Notch toughness was around 100 J at 20 °C. The secondary intermetallic phase was formed due to multiple heating and cooling during layer deposition. Lower mechanical properties have been observed due to lower ferrite contain [16].

Effect of weld current on the bead appearance [14]
Dinovitzer et al. studied the influence of different process variables on build material characteristic of nickel-based alloy by GTAW based wire arc additive manufacturing. They concluded that bead width and wetting angle decrease and bead height increased as wire feed rate is increased [17]. In MIG-WAAM, it was observed that weld attempts are successful as well as unsuccessful with change in travel speed. Unsuccessful weld attempts are due to superficial porosity melting, discontinuities, and collapsing [18]. When researchers have observed higher tensile and hardness with speed arc WAAM as compared to speed pulse WAAM due to finer solidification structure [19]. The strength of heat treated alloys declined with the arrangement temperature while the ductility increment till 1473 K and scopes to its greatest estimation at value of 1.56% and then start decreasing as solution temperature approaches to 1543 K [20]. The microhardness drops significantly as Al content increased with estimated value 510.3 HV0.2 and 335.5 HV0.2 for Ti-45Al and Ti-35Al, and Ti-55Al samples value is 250.9 HV0.2, respectively [21]. Surface waviness of high-speed low-alloy (HSLA) steel decreases with increase in heat due to good wettability of the layers over the previously deposited [22]. Researchers also observed short build stress relief at 653 K for 2 h, and it gives 30% higher ductility without getting larger grain size for Ti–6Al–4V material [23]. Hot iso-static pressing is effective technique to eliminate the porosity; though in the ductility and strength, there was no major improvement. The static tensile strength properties were compared and found different uniform elongation [24]. Fatigue strength observed regarding the maximum applied stress at around 10 million cycles was 600 MPa and 400 Mpa, respectively. The tensile strength in the CMT mode is observed maximum as compared to the arc mode and wrought alloy. The CMT mode of variable polarity transfer columnar grain effectively in the form of equi-axed grain; therefore, grain size will be refined that improves the mechanical performance [25]. As wire feed rate increases, bead width and wetting angle decrease. However, bead height increases. The variation in frequency affects also the narrowed bead shape and the quality of surface texture [26, 27].
3 Conclusion
The WAAM technique is widely adopted by industries because of its capability to build a component with bare minimum wastage of materials, faster build rate also with freedom of any customize design. In this technique, process parameters play a crucial role to obtain the complex geometry and desired properties. This paper gives a comprehensive literature to examine the effect of process parameters on the build material properties. Effect of process variables like Current, Voltage, feed rate, heat input, and wire feed on build material properties for various WAAM processes are discussed. Current and voltage influence the heat input, process time, deposition rate, as per the heat input equation current and voltage are directly proportional to the heat input so as the current increases the heat input also increases. Travel speed is contrarily proportional to the heat input, so with increasing the travel speed, the heat input lessens. Additional heat input affects the appearance of the molten pool, because as the heat input is low, then the width of the layer decreases and height of the layer increases. As the heat input increments, the appearance of layer becomes rough, so as the heat input increments, the roughness value (RMS) will also increase and the reason for this is because of the spread ability increases with more heat. In mechanical property, tensile strength and hardness are essential properties because these influenced by travel speed, current and voltage. This means that the higher heat input makes a strong bond with the layer to increase the strength. More hardness is obtained at high heat input due to high cooling rate which lead to finer structure. WAAM technology has an inherent capability to build a complex component for automobiles that is difficult to building with the conventional methods. This advantage of WAAM techniques specially helps in build the unique designs every time with low cost rather than establishing a steady production line. This process has been widely used for developing an automobile prototype because of its rapidness and lower cost.
References
Majeed, A., Ahmed, A., Lv, J., Peng, T., & Muzamil, M. (2020). A state-of-the-art review on energy consumption and quality characteristics in metal additive manufacturing processes. The Journal of the Brazilian Society of Mechanical Sciences and Engineering, 42(5). https://doi.org/10.1007/s40430-020-02323-4.
Kumar, M., Sharma, A., Mohanty, U. K., & Kumar, S. S. (2019, Janaury). Additive manufacturing with welding.
Prevorovsky, Z., Krofta, J., & Kober, J. (2017, October). NDT in additive manufacturing of metals (vol. 2017).
Fang, Z. C., Wu, Z. L., Huang, C. G., & Wu, C. W. (2020). Review on residual stress in selective laser melting additive manufacturing of alloy parts. Optics & Laser Technology, 129(15), 106283. https://doi.org/10.1016/j.optlastec.2020.106283.
Wu, B., et al. (2018). A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. Journal of Manufacturing Processes, 35(August), 127–139. https://doi.org/10.1016/j.jmapro.2018.08.001.
Rodrigues, T. A., Duarte, V., Miranda, R. M., Santos, T. G., & Oliveira, J. P. (2019). Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials (Basel), 12(7). https://doi.org/10.3390/ma12071121.
Knezovi, N., & Topic, A. (2018, January). New technologies, development and application (vol. 42, pp. 0–7). https://doi.org/10.1007/978-3-319-90893-9.
Cunningham, C. R., Flynn, J. M., Shokrani, A., Dhokia, V., & Newman, S. T. (2018). Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Additive Manufacturing, 22(June), 672–686. https://doi.org/10.1016/j.addma.2018.06.020.
Jurić, I., Garašić, I., Bušić, M., & Kožuh, Z. (2019). Influence of shielding gas composition on structure and mechanical properties of wire and arc additive manufactured inconel 625. JOM Journal of the Minerals Metals and Materials Society, 71(2), 703–708. https://doi.org/10.1007/s11837-018-3151-2.
Chakkravarthy, V., & Jerome, S. (2020). Printability of multiwalled SS 316L by wire arc additive manufacturing route with tunable texture. Materials Letters, 260(xxxx), 126981. https://doi.org/10.1016/j.matlet.2019.126981.
Liberini, M., et al. (2017). Selection of optimal process parameters for wire arc additive manufacturing. Procedia CIRP, 62, 470–474. https://doi.org/10.1016/j.procir.2016.06.124.
Fang, X., et al. (2019). Effect of characteristic substrate parameters on the deposition geometry of CMT additive manufactured Al-6.3%Cu alloy. Applied Thermal Engineering, 162(99), 114302. https://doi.org/10.1016/j.applthermaleng.2019.114302.
Kazanas, P., Deherkar, P., Almeida, P., Lockett, H., & Williams, S. (2012). Fabrication of geometrical features using wire and arc additive manufacture. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 226(6), 1042–1051. https://doi.org/10.1177/0954405412437126.
Yang, D., He, C., & Zhang, G. (2016). Forming characteristics of thin-wall steel parts by double electrode GMAW based additive manufacturing. Journal of Materials Processing Technology, 227, 153–160. https://doi.org/10.1016/j.jmatprotec.2015.08.021.
Xiong, J., & Zhang, G. (2014). Adaptive control of deposited height in GMAW-based layer additive manufacturing. Journal of Materials Processing Technology, 214(4), 962–968. https://doi.org/10.1016/j.jmatprotec.2013.11.014.
Lervåg, M., et al. (2020). Additive manufacturing with superduplex stainless steel wire by cmt process. Metals (Basel), 10(2), 5–12. https://doi.org/10.3390/met10020272.
Dinovitzer, M., Chen, X., Laliberte, J., Huang, X., & Frei, H. (2019). Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Additive Manufacturing, 26, 138–146. https://doi.org/10.1016/j.addma.2018.12.013.
Venturini, G., Montevecchi, F., Bandini, F., Scippa, A., & Campatelli, G. (2018). Feature based three axes computer aided manufacturing software for wire arc additive manufacturing dedicated to thin walled components. Additive Manufacturing, 22, 643–657. https://doi.org/10.1016/j.addma.2018.06.013.
Wang, L., Xue, J., & Wang, Q. (2019). Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Materials Science and Engineering A, 751(February), 183–190. https://doi.org/10.1016/j.msea.2019.02.078.
Wang, J., Pan, Z., Wei, L., He, S., Cuiuri, D., & Li, H. (2019). Introduction of ternary alloying element in wire arc additive manufacturing of titanium aluminide intermetallic. Additive Manufacturing, 27(March), 236–245. https://doi.org/10.1016/j.addma.2019.03.014.
Wang, J., Pan, Z., Cuiuri, D., & Li, H. (2019). Phase constituent control and correlated properties of titanium aluminide intermetallic alloys through dual-wire arc additive manufacturing. Materials Letters, 242, 111–114. https://doi.org/10.1016/j.matlet.2019.01.112.
Rodrigues, T. A., Duarte, V., Avila, J. A., Santos, T. G., Miranda, R. M., & Oliveira, J. P. (2019). Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Additive Manufacturing, 27(March), 440–450. https://doi.org/10.1016/j.addma.2019.03.029.
Bermingham, M. J., Nicastro, L., Kent, D., Chen, Y., & Dargusch, M. S. (2018). Optimising the mechanical properties of Ti–6Al–4V components produced by wire + arc additive manufacturing with post-process heat treatments. Journal of Alloys and Compounds, 753, 247–255. https://doi.org/10.1016/j.jallcom.2018.04.158.
Biswal, R., et al. (2019). Criticality of porosity defects on the fatigue performance of wire + arc additive manufactured titanium alloy. International Journal of Fatigue, 122(September 2018), 208–217. https://doi.org/10.1016/j.ijfatigue.2019.01.017.
Zhang, C., Li, Y., Gao, M., & Zeng, X. (2018). Wire arc additive manufacturing of Al-6Mg alloy using variable polarity cold metal transfer arc as power source. Materials Science and Engineering A, 711(August 2017), 415–423. https://doi.org/10.1016/j.msea.2017.11.084.
Silwal, B., & Santangelo, M. (2018). Effect of vibration and hot-wire gas tungsten arc (GTA) on the geometric shape. Journal of Materials Processing Technology, 251, 138–145. https://doi.org/10.1016/j.jmatprotec.2017.08.010.
Guo, J., Zhou, Y., Liu, C., Wu, Q., Chen, X., & Lu, J. (2016). Wire arc additive manufacturing of AZ31 magnesium alloy: Grain refinement by adjusting pulse frequency. Materials (Basel), 9(10). https://doi.org/10.3390/ma9100823.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Gor, M., Soni, H., Rajput, G.S., Shah, H., Sahlot, P. (2021). A Review on Wire Arc Additive Manufacturing: Effect of Process Parameters on the Build Material Properties. In: Sharma, B.P., Rao, G.S., Gupta, S., Gupta, P., Prasad, A. (eds) Advances in Engineering Materials . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-6029-7_24
Download citation
DOI: https://doi.org/10.1007/978-981-33-6029-7_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-6028-0
Online ISBN: 978-981-33-6029-7
eBook Packages: EngineeringEngineering (R0)