
Abstract
Researchers are trying to find a suitable method to treat petroleum sludge (PS) waste and they proposed different methods. In this study, PS was characterized to understand their suitability to be treated in cement plants. Therefore, PS was analyzed for their physical, chemical and gas emission properties. The results revealed that PS is a hazardous waste that could pose serious problems to the environment and living things if it is disposed of in the environment without treatment. In addition, the treatment of PS is limited to incineration method in closed space in order to ensure the complete burning of this waste, which could be executed within the cement kiln. Thus, one of the alternative methods is to treat PS within the cement production plants, which may provide the advantages of using this waste as ingredient to decrease the consumption of raw materials and fuel within the cement plants.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
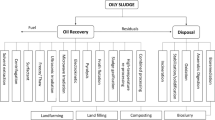
Nowadays, Petroleum sludge (PS), which is the waste generated throughout oil drilling operations, is accumulated in nature year by year and causes various environmental problems. It is estimated that 0.37 kg of PS is generated per barrel of petroleum produced, resulting in around 35 thousand tons per day [1]. PS is a thick, viscous intractable mixture encountered during the crude petroleum exploration, production, transportation, storage and refining processes [2, 3]. PS consists mainly of water, solids of the crossed geological formations during the drilling operation, and hydrocarbons deduced from both the drilled petroleum itself and the substances used for the drilling operation. Researchers have tried to treat PS using different methods to reduce their quantity from the environment, eliminate its source of danger, recover valuable fuel, reuse for different purposes and dispose of unwanted PS after ensuring their recalcitrance [4]. However, by reviewing the various methods examined, PS was found to be correlated with advantages and disadvantages that drive one approach to be applied for certain purposes but not for another.
In this chapter, PS samples were collected and analyzed for their physical, chemical, mineralogical and other properties to determine whether PS treatment in cement plants is appropriate to remove this waste from the environment.
2 Materials and Method
Petroleum sludge was collected and characterized for their physical, chemical, mineralogical properties, calorific value and gas emissions. Tests conducted were triplicated to ensure the accuracy of the results obtained.
2.1 Samples Collection
Petroleum sludge (PS) samples were collected from the dumping area of the drilling oil well-coded OMF-46 in the drilling field of Hassi Messaoud (a desert region in Algeria) (Fig. 1). Hassi Messaoud is the largest oil field in Algeria, with a production of 350 thousand b/d. Figure 2 shows the PS sample, which has a brown colour and a semi-solid physical status due to the water and the oil content. The difference in colour between Figs. 1 and 2 is due to the sand covering PS because it is situated in a windy area.

Petroleum sludge from the oil drilling field of Hassi Messaoud

Petroleum sludge sample before drying
2.2 Physical Characteristics
Physical characterization tests include moisture content, loss on ignition, volatile matter and ash content.
2.2.1 Moisture Content
This test was conducted according to ASTM E949-88 [5]. Empty containers were dried and covered; then 100 g of each PS sample was put inside the container and dried within the preheated oven under a temperature of 105 °C for one hour (Fig. 3). After that, the containers were quickly placed in the desiccator to reach room temperature. The samples were weighed, and the moisture content values were calculated according to Eq. 1 [5].
where
- M:
-
Moisture content (%);
- A:
-
weight of wet sludge + container (g);
- B:
-
weight of dried sludge + container (g);
- C:
-
weight of container (g).

Petroleum sludge sample before drying
2.2.2 he Loss on Ignition (LOI)
This test was conducted according to ASTM D7348 [6] by weighing 1 g of the dried PS in a crucible, placing it in a furnace and heating it under a temperature of 950 °C for 2 h. The fired sample was then cooled down to room temperature in a desiccator and weighed again. The weight loss associated with firing is known as the loss on ignition (LOI). The LOI values were calculated according to Eq. 2 [7].
where
- LOI:
-
Loss on ignition (%);
- A:
-
weight of wet sludge + crucible (g);
- B:
-
weight of fired sludge + crucible (g);
- C:
-
weight of crucible (g).
2.2.3 Volatile Content Test
The volatile content test was determined according to Standard Method Agency 2540 G by using several apparatus that include an evaporating dishes of 100 ml made of porcelain, 90 mm diameter, a platinum or High-silica glass, a muffle furnace for operation at 550 °C, a steam bath, a desiccator, which is provided with a desiccant containing a colour indicator of moisture concentration or an instrumental indicator, a drying oven, for operation at 103 to 105 °C, an analytical balance with a sensibility of up to 10 mg, a graduated cylinder and a low-form beaker [8].
The process began with igniting a clean evaporating dish at 550 °C for 1 h in a muffle furnace; then, the dish was cooled in a desiccator, weighed, and stored in the desiccator until it was ready for use. Secondly, 25 g of the sample was placed in the evaporating dish and weighed, then, it was evaporated to dry inside the oven, dried at 103–105 °C for 1 h, cooled in an individual desiccator containing fresh desiccant, and weighed. Thirdly, the dried residue was transferred to the cool muffle furnace, heated to 550 °C, and ignited for 1 h. Then, the sample was cooled in a desiccator and weighed. Igniting for 1 h, cooling, desiccating and weighing steps were repeated until the weight change was less than 4%. The volatile content was calculated according to Eq. 3 [8]:
where
- m1:
-
weight of dried residue + crucible (g);
- m2:
-
weight of residue + crucible after ignition (g);
- m3:
-
weight of crucible (g).
2.2.4 Ash Content
This test was conducted according to ASTM D3174 [9] by placing 6 g of sludge (m1) into a dried pre-weighed porcelain crucible; then, the crucible with its content was burned in an oven at temperatures above 550 °C, for 4 h (Fig. 4). After that, the crucible was weighed after it was cooled to room temperature in a desiccator. The dried sludge was then recorded and labeled (m2). Contrasting volatile content test, for the ash content test, ignition was continued for 4 h. The total ash content is calculated by dividing the difference in weight between m1 and m2 by the weight of m1, and the total was multiplied by 100 (Eq. 4) [9]. The operation was continued until obtaining a constant weight of the residue.
where
- m1:
-
Weight of crucible with residues after smouldering (g);
- m2:
-
Weight of empty crucible (g);

Furnace used to determine petroleum sludge ash
2.3 Chemical Characteristics
The main chemical characterizations determined in this research include leaching test, total petroleum hydrocarbons (TPH) and organic pollutant characterization.
2.3.1 Leaching Test
The leaching was conducted in two main steps: leaching by using the Toxicity Characteristics Leaching Procedure (TCLP) and analysis by using Inductively Coupled Plasma Mass Spectrometry (ICP-MS) Agilent 7700—2009 manufactured by Agilent Technologies, Inc. Hewlett-Packard. The TCLP is intended to be a laboratory test designed to simulate leaching in a municipal landfill. It was designed to determine the mobility of both organic and inorganic compounds presented in liquid, solid as well as multiphasic samples. In this test 100 g of the sample was crushed before the leaching test to pass a 2 mm sieve and retain on a 0.3 mm sieve. Samples were extracted according to USEPA Method 1311 [10]. Extractions were carried out with 20:1 liquid to solid ratio in an acetate solution at pH 2.88 ± 0.05 depending on the sediment pH, in 2 L bottles and to be rotary agitated at 30 rpm for 18 h using a rotary system, model Reax20/12, P/N541-20,012-00—2016, manufactured by Heidolph Company (Fig. 5) [10].

The rotary system for TCLP procedure (P/N541-20012-00, Reax20/12)
After the samples were extracted in the acetic fluid, the solid and liquid phases were separated by filtration through 0.45-mm-pore-size membrane filters. The pH was measured. For the inorganic analysis, the TCLP extract was digested (acidified to 2% HNO3) prior to analysis for metals using ICP-MS. Then, the quantities of the heavy metal in the solutions obtained were compared with the regulatory cited by the United States Environmental Protection Agency (USEPA). Figure 6 shows the detail of the procedure. After the sludge components were extracted, samples were subjected to be analyzed using ICP-MS, which is chosen because of its excellent detection limits for most of the elements [11].

Steps of TCLP procedure
2.3.2 Total Petroleum Hydrocarbons (TPH)
This test was conducted according to USEPA 3540C [12] by involving the Soxhlet extraction (Fig. 7). A total of 26 g of PS was weighed and placed in a cartridge. This cartridge was introduced into a “Soxhlet apparatus” that is placed between a refrigerant circulating water and a glass flask filled with dichloromethane (Cl2H2), which is introduced as a solvent. The extraction of the organic matter was carried out by dissolving in dichloromethane using a balloon heater. The extraction time was about 72 h. The extraction was terminated when the dichloromethane was becoming colourless in the Soxhlet system. The weight of the hydrocarbons was then determined after the evaporation of the solvent according to Eq. 5.
where
- m1:
-
The initial weight of the sample (contained in the cartridge)
- m2:
-
The weight of the extracted organic matter.

Soxhlet extraction method (CBE-000645, Heidolph)
2.3.3 Organic Pollutant Characterization
This characterization involves two steps: extraction and analysis. The extraction was conducted according to the Algerian standard [13], which is equivalent to USEPA 1311 [10]. The analysis was conducted according to ASTM D1945-14 using Gas chromatography-mass spectrometry (GC–MS) (Fig. 8) that is attached to a computer. Firstly, the injection was performed using an autosampler with a 10 µL syringe injection; then, eight solvent washes from each wash bottle were performed. After that, a 1.0 µL sample with a fast plunger speed, three sample washes, and three sample pumps were injected. The inlet was run in split mode at 240 °C with a 50:1 split ratio and the carrier gas was the hydrogen. Secondly, the oven was run starting at 80 °C for 0 min; then, it was ramped at 20 °C/min until 280 °C was obtained. After that, the temperature was held at 280 °C for 2 min. The column used was HP-5 ms that has 0.25 mm of diameter with a 0.25 µm film thickness. The column was kept at a constant flow of 1.6 ml/min. The detector temperature was set at 300 °C, the flow rate for hydrogen was 30 ml/min, air was 400 ml/min, and the flow of nitrogen was 25 ml/min. Finally, the obtained graph was analyzed and interpreted.

GC–MS system (Agilent 7890A, Agilent Technologies, Inc. Hewlett-Packard)
2.4 Minerals Characteristics
The PS sample was ground into 0.002–0.005 mm cross-section carefully to obtain a smooth flat surface that may facilitate close alignment with the spectrometer center. It was then packed flat on a glass slide and confined within a thin plastic ring cemented to the glass. The sample was then exposed to Bruker D8 Advance X-ray diffractometer (XRD) with Cu Kα radiation and 2θ scanning ranging from 10 to 70° that eases drawing of the intensity peaks diagram [14].
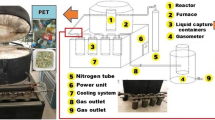
2.4.1 Gas Emission
A standardless method was performed and 17 kg of PS (the high quantity was chosen for better interpretation of the results as advised by the company) was put in a small industrial kiln made to burn different types of wastes. Then, the PS was burned under a temperature of 600 °C in order to ensure the disappearance of the total organic matter, as reported by the United Nations Environment Program [15]. A few minutes after placing PS, a measurement of the gases emitted was performed using an electric probe detector. Then, the registered gases were compared to the emission thresholds allowed for cement plants set by the Algerian standard 06-138 [16] in order to determine the maximum percentages of PS that could be incorporated into cement production [17] according to Eq. 6.
2.5 Calorific Analysis
According to ASTM D5468, this test was conducted by weighing 1 g of sample in a combustion crucible [18]. The pressed tablet was weighed and placed in the combustion crucible. The ignition thread was fixed to the ignition wire. 5 ml of distilled water was poured into the calorimeter bomb, which was filled with 30 bar oxygen and placed in the calorimeter. After combustion, the calorimeter bomb was unscrewed and rinsed with distilled water. Some drops of ‘mixed indicator 5’ were added to the solution. Afterwards, the solution was titrated with 0.1 n caustic soda until the colour changed to green.
The calorific value was calculated according to Eq. 7:
where as
- GCV:
-
Gross calorific value (the value after the complete combustion) (kJ/kg);
- C:
-
heat capacity of device (J/K);
- T:
-
Increase of temperature (K);
- QNS:
-
Consumption ml 0.1 n NaOH (b) * 6;
- QZ:
-
Ignition thread = 50 J + ignition energy (70 J), according to manufacturer data;
- QS:
-
Fuel sample weigh * 10 * % sulfur (ad) * 5.7.
3 Results and Discussions
Results of different characteristics of PS were obtained and studied.
3.1 Physical Characteristic
In this section, results of the different physical tests were obtained, discussed and compared to previous studies.
3.1.1 Analysis of Moisture Content
The drying of PS has given a moisture content of 6.5%, which has taken a long time to be obtained due to the oil content within the samples that prevent its drying. This low value is due to PS’s oily origin and the geological structure of the oil wells situated in dry areas. The benefit of this low value for cement plants is that it does not require high energy to get rid of the water content. The value obtained of the moisture content is considered very low compared to the values obtained by Fang et al. [19] and Xu et al. [20] who have studied the incorporation of sewage sludge into cement production and obtained moisture contents of 78–83% and 86.6%, respectively.
However, in Fang et al. [19] study, the cement plant has to build a drying plant for the sewage sludge with a temperature of 300 °C since it contains high moisture content. This temperature (300 °C) is high and is considered as an additional cost for the whole cement production. Nevertheless, the current study does not need any plant for the drying process and this will be detailed in the calorific value section.
3.1.2 Analysis of Loss on Ignition (LOI)
Loss on ignition of PS was conducted within a muffle furnace at a temperature of 950 °C; the results gave an average loss value of 20.83%, which is considered low. The reason for this low value is mainly because of the nature of the sludge itself, which is coming only from the drilling operation of the crude oil and not from other processes like refining. However, the PS used in this study, which is generated during the drilling operation, is associated with the rocks of the geological structure of the oil well and not from the oil itself, which means that the oil is not the main matter associated with the sludge.
This low value, which is a simulation of the mass loss of PS once placed in a cement kiln, indicates the low organic matter content within the PS samples. On the other hand, it describes the water quantity, the organic content like onentalkanes, aeromatics, asphaltenes and resin [21] and even some percentages of carbonate matters. It also contains volatile organic carbons (VOCs) and semi-volatile organic carbons (SVOCs) like polycyclic aromatic hydrocarbons (PAH) [19, 22]. The organic content of PS is the source of heat that offers supplementary energy to the kiln, and this may be determined by calorific value test. VOCs and SVOCs are significant sources of air contamination; however, they would be eliminated under a temperature of 550 °C [15]. From another study, Huang et al. [23] used PS to produce sustainable cement and obtained a loss on ignition of 60.91%, which is explained by the high organic content of PS samples used.
3.1.3 Analysis of Volatile Content
From the analysis, the volatile content of PS was 14.8%. This value is very low compared to the value obtained by Lechtenberg and Parter [1], which is due to the different sources of the PS studied. In fact, there are very limited researches on PS that showed its volatile content. Lechtenberg and Parter [1] has characterized the PS before being used as an alternative fuel to feed the cement plants. In his study, he declared that the PS samples contain more than 61% as an average for the volatile matter.
In this research, it is ensured that injection of PS into the cement kiln could eliminate the whole volatile content since similar condition in temperature was settled compared to the studies of Pipilikaki et al. [24] and Kara [25] who have studied the incorporation of tire-derived fuel (TDF) and refused derived fuel (RDF), respectively into cement production. They concluded that even the obtained volatile contents were very high, which were 72 and 92.3%, respectively, but the disappearance of the total volatile content was ensured inside the cement kiln.
3.1.4 Analysis of Ash Content
This test was conducted to determine the effective mineral content within the PS that will substitute some percentages of the cement raw materials in general terms. However, placing PS in the cement kiln provided energy from its organic content and raw materials from its mineral content. The results showed that the PS samples had an ash value of 81.3% of the sample’s total weight. This value is of great importance since its incorporation will be high in the cement plant. The high value obtained in this study was mainly due to the high mineral content within the PS samples and the low organic content, which was confirmed with the LOI results obtained. As explained before, high mineral content was due to the nature of PS samples that was originated from the geological structure of the drilling well and not from the oil. Nevertheless, this test should be followed by the chemical analysis of PS so as to know the exact percentages of the different minerals of this waste that will be in use for the substitution of the cement raw materials by PS samples.
The ash value obtained in this research was higher than that of Lechtenberg [1] and Conesa et al. [26] who have studied the incorporation of PS and solid recovered fuel (SRF), respectively and obtained an ash content of 43 and 10.2% respectively. This difference in ash values was due to the difference in geological structure and difference in PS source because each PS has their own characterization.
3.2 Chemical Characteristic
In this section, results obtained from different chemical analyses were obtained and discussed.
3.2.1 Analysis of Heavy Metals Content
PS was subjected to a leaching procedure using the Toxicity Characteristic Leaching Procedure (TCLP), followed by the leachate analysis using Inductively Coupled Plasma Mass Spectrometry (ICP-MS). The leachate analysis of PS samples and the maximum concentrations of heavy metals in cement production are presented in Table 1.
This analysis shows that the heavy metals did not exceed the cement's regulatory limits for all the elements except for lead (Pb), which is 149.02 ppm compared to the maximum percentage in cement production, which is 75 ppm. Thus, incorporation of PS in cement plants should consider Pb's value to prevent any leachability from this waste. The results obtained are better than the study conducted by Xu et al. [20], who have studied the incorporation of sewage sludge into cement production and obtained very high concentration for almost all the heavy metals. As for their results, the sewage sludge studied contains 202.76 ppm, 523.59 ppm, 30.33 ppm, 125.45 and 41.34 ppm for Cu, Zn, Ni, Cr and Pb, respectively [27].
3.2.2 Analysis of the Total Petroleum Hydrocarbons (TPH)
TPH of PS has been extracted according to USEPA method 3540C (Soxhlet extraction) [12] by using an excellent extractor, which is methylene chloride (CH2Cl2). The results showed a value of 8.5% of organic matter contained in this waste. This value was mainly due to the oil content associated with PS waste during the drilling operation. The result obtained was relatively high and considered very harmful to the environment and living things reported by Tang et al. [28]. However, Tang et al. [28] have studied the contamination of soil by petroleum hydrocarbons and concluded that content of only 1.5% of TPH is a critical value for the germination of plants and the living of the worms. In addition to that, they also mentioned that only 0.5% of TPH might influence bacteria activities.
In this research, the burning of PS samples within the cement kiln was chosen as the treatment method to eliminate PS from the environment, as reported by many researchers. However, Fang et al. [19], Xu et al. [20] and Kara [25] have studied the incorporation of sewage sludge, lime dried sludge (LDS) and refuse-derived fuel (RDF), respectively, into cement production and concluded the efficiency of this method to eliminate wastes from the environment. It was also reported that incineration of waste within the cement kiln ensures the devastation of the total organic polluted matters due to the high temperature at sufficiently long retention time [15], and it also offers complete destruction of dioxins and furans [29].
3.2.3 Analysis of PS Alkanes
The analysis of the different n-alkanes (C11–C31) of PS has been conducted by using the gas chromatography-mass spectrometry (GC-MS), and the results are shown in Fig. 9 for the chromatogram, and Table 2 for the weight percentages of the n-alkanes contained in PS samples.

The chromatogram of petroleum sludge
Almost 50% of the weight concentrations were between C14 and C17 and only around 1% of the weights were from C26 to C31. The high concentrations of the elements between C14 and C17 indicate the harmful impact of this waste. This negative impact is due to the association of oil to the PS samples during the drilling process, which is a mixture of different hydrocarbons and most commonly the n-alkanes.
However, it was reported that the harmful impact of petroleum hydrocarbon is related mainly to the fractions that have lower boiling points, especially to the range of C10 to C19, among these compounds, many of them are considered as toxic, mutagenic and carcinogenic [28, 30, 31]. Consequently, PS is considered highly harmful and should be treated with high precautions if it is not eliminated from the environment.
Nevertheless, the chromatogram did not show the n-alkanes from C1 to C10 with temperatures below 174 °C since some of them are gaseous and most likely disappeared during of drilling operation, where others have very low boiling points that make them difficult to be detected [28]. Organic components from C1 to C4 are toxic gaseous and from C5 to C10 are toxic liquids that pose serious impacts to the human being through exposure [28]. Thus, serious precautions should be taken when handling the PS.
3.3 Mineralogical Characteristics
Figure 10 presents the diffractogram of petroleum sludge. The diffractogram shows that PS contains different components that are anhydrite (CaSO4), calcite (CaCO3), dolomite (CaMg(CO3)2), quartz (SiO2), barite (BaSO4) and halite (NaCl). It is known that CaCO3 and SiO2 are the main minerals that enter in the production of cement clinker since they are the primary sources of calcium oxide (CaO) and silica (SiO2), respectively [15]. Thus, it is worth to study the possibility of using this waste as a substituent to the cement raw materials. Rodríguez et al. [29] conducted a study on the sewage sludge as an alternative fuel on Portland cement clinker production and concluded that the quartz and calcite were the main crystalline phases contained in the sludge. They also concluded the ability and the efficiency to incorporate this sludge into cement clinker. On the other hand, the diffractogram of PS shows a high content of CaSO4, which is the main composition of gypsum, followed by the other compositions; thus, it is worth also to study the possibility of PS to substitute gypsum, which is considered as an additive material that develops the strength of the cement.

Diffractogram of petroleum sludge
Following the highlight on the composition of petroleum sludge, semi-quantitative analysis was also performed on this waste using the same equipment of XRD, and the results are presented in Table 3. Table 3 shows a percentage of 54% of anhydrite, which is relatively high and confirms the diffractogram analysis, followed by barite, dolomite and calcite, then; a very low percentage of quartz. The high content of CaSO4 is due to the geological structure of the oil well from where the sludge was coming out. Nevertheless, the BaSO4 content is due to the drilling mud that is used for the oil drilling operation. Furthermore, the other components are associated with both the geological structure and the drilling mud. As explained above, this waste could substitute some percentages of limestone due to the content of calcite (CaCO3) and dolomite (CaMg(CO3)2), which contain high amounts of calcium (Ca). It can also substitute gypsum due to its high anhydrite content.
3.4 Gas Emission
For PS, Table 4 presents the gases emitted from the burning of this waste within a small industrial kiln and compared to the permitted thresholds. From Table 4, an important observation through this analysis is the zero content of carbon dioxide (CO2). This result is highly appreciated mainly for the incorporation of PS samples into the cement production. This is because it was reported that 1 kg of petroleum coke used in the cement production emits almost 70% of CO2 [25]. Also, it was reported that 1 tonne of cement clinker resulted in the emission of more than 900 kg of CO2 [32], which is a considerable quantity that contributes directly to the greenhouse gases (GHG). In Algeria, the cement company of Ain EL-Kebira, Algeria (SCAEK) reported an emission of 0.5 tonnes of CO2 per tonne of cement produced [33]. As a consequence, the incorporation of any percentage of PS to produce cement in this company should result in a decrease of the CO2 emission to the environment. From another study, Abdul-Wahab et al. [34] have incorporated petroleum sludge as a partial substitution of limestone in cement plants and concluded that PS could reduce CO2 emission into the atmosphere during cement production. The same results were obtained by Scrivener et al. [35] who declared that partial substitution of fuel in cement plants reduces the global emission of CO2.
In addition to that, the results also showed 0 ppm for sulfur dioxide (SO2) and nitrogen oxides (NOx), which has a benefit in lowering their emission when the PS is incorporated with the cement raw materials to produce cement. This result is in line with the studies conducted by Fang et al. [19], Kara [25] and Conesa et al. [26], who have studied the incorporation of sewage sludge, refuse-derived fuel (RDF) and solid recovered fuel (SRF), respectively into the cement production. Kara [25] and Conesa et al. [26] concluded that incorporating those substances has contributed to the decrease of SO2 and NOx emissions. Other than that, Fang et al. [19] have declared that the NOx decrease was more than 65%. Nakomcic-Smaragdakis et al. [36] have also concluded that SO2 and NOx emissions were slightly decreased by incorporating scrap tires into cement plants.
Nevertheless, the carbon monoxide (CO) value shown in Table 4 is 392.0 ppm. This value is of concern since it exceeds the threshold emission for cement plants, which is 162.0 ppm [37]. Thus, preliminary precaution should be taken prior to burning this waste within cement factories. According to Eq. 8, the incorporation of PS should not exceed 41.33% in order to ensure that the CO emissions will not surpass the emission permitted limit.
3.5 Calorific Analysis
Calorific analysis of petroleum sludge samples gave a value of 2.8 MJ/kg. This value has a substantial benefit on the cement plant, but it is dependent on the percentage of PS samples incorporated together with the cement raw materials. The calorific value obtained in this study is close to the average associated energy consumption level for cement plants, which is 2.9–3.3 MJ for 1 kg of produced clinker (2.9–3.3 MJ/kg) [24]. This referential average (2.9–3.3 MJ/kg) was set by the reference documents on the Best Available Techniques (BREFs). The same document (BREFs) also indicated that the energy required to dry the cement raw materials is 0.150–0.599 MJ for 1 kg of clinker [38]. However, based on the energy required to dry the cement raw materials that were set by BREF, the incorporation of only 5.4% of PS as a raw material can substitute the whole minimum energy required for drying, which is 0.150 MJ/kg. This percentage of PS (5.4%) can also decrease the amount of 4.6–5.2% of the total fuel consumption required to produce cement. The percentage of fuel substituted by introducing PS into the cement plant even it seems low, but it is considered necessary regarding the enormous energy required for the total cement production.
The result obtained is supported by previous researchers who have studied incorporating different types of wastes into cement plants. Fang et al. [19] has concluded that sewage sludge used in their study could provide 3–10% of energy required for cement production. Pipilikaki et al. [24] also got beneficial results for using tire-derived fuel (TDF), which has offered 6% of energy to produce cement. Other than that, Kara [25] used the refused derived fuel (RFD) as an additional fuel source for the cement industry and concluded that it could offer 15% as an alternative fuel to the cement plant.
However, Lechtenberg and Parter [1] has conducted a study on using PS in cement plants. As a result, calorific values of more than 16.2 MJ/kg were obtained in the study. This value is far higher than the result obtained in the current research, which is simply due to the nature of the sludge generated that differs from one source to another. Also, the calorific value depends on the organic matter associated with the PS samples, for Lechtenberg study, the organic matter associated with PS was around 60%, nevertheless, in the present study, the organic matter is lower than 20%. This lower organic percentage is a direct impact on the lower calorific value obtained.
4 Conclusion
The results revealed that petroleum sludge is a hazardous waste that could pose serious problems to the environment and living things if disposed of in the environment without treatment. However, the mineralogical analysis of PS indicated that it could substitute gypsum due to the high anhydrite content. Also, it can substitute some percentages of limestone due to its content in calcite (CaCO3) and dolomite (CaMg(CO3)2). The high carbon monoxide (CO) emitted through the burning of this waste, limits the choice of using the incineration treatment of PS in open spaces in order to prevent environmental pollution. This incorporation is possible only in a closed space process like the use of cement kiln to decrease the emission of CO2, NOx and SO2 gases. Moreover, the treatment of PS into cement plants may provide a support fuel due to its calorific value.
Overall, this method may ensure the complete elimination of petroleum sludge from the environment on the one hand and reduce cement production cost by offering alternative sources that support cement raw materials on the other hand.
References
Lechtenberg MVW Parter (2010) Waste management and cement industry in Arab countries. Cement Build Mater Rev 39:27–34 (Unpublished)
Prakash V, Saxena S, Sharma A, Singh S, Singh S (2015) Treatment of oil sludge contamination by composting. J Bioremediat Biodegrad 6(3). https://doi.org/10.4172/2155-6199.1000284
Organization of the Petroleum Exporting Countries (OPEC) (2015) Monthly oil market report. Feature article: review of 2015, outlook for 2016, Economic Brochure, Vienna, Austria
Hu G, Li J, Zeng G (2013) Recent development in the treatment of oily sludge from petroleum industry: a review. J Hazard Mater 261:470–490. https://doi.org/10.1016/j.jhazmat.2013.07.069
American Society for Testing and Materials (ASTM) (2004) Standard test methods for total moisture in a refused-derived fuel laboratory sample. West Conshohocken, USA, pp E949–E988
American Society for Testing and Materials (ASTM) (2013) Standard test methods for Loss on Ignition (LOI) of solid combustion residues. West Conshohocken, USA, p D7348
American Society for Testing and Materials (ASTM) (2000) Standard test methods for specific gravity of soil solids by water pycnometer. ASTM, West Conshohocken, USA, pp D854–00
Standard Method Agency (SMC) (1997) Total, fixed and volatile solids in solid and semisolid samples. G2540
American Society for Testing and Materials (ASTM) (2002) Standard test methods for ash in the analysis of sample of coal and coke from coal. ASTM, West Conshohocken, The USA. D3174–02
United States Environmental Protection Agency (1992) Test method 1311—Toxicity characteristic leaching procedure (TCLP). USEPA 1311
Johnson O, Napiah M, Kamaruddin I (2015) Encapsulation of petroleum sludge in building blocks. Constr Build Mater 78:281–288. https://doi.org/10.1016/j.conbuildmat.2014.12.122
United States Environmental Protection Agency (USEPA) (2009) Soxhlet extraction method EPA 3540. USA. 3540C
Normalisation Francaise (1992) Waste. Leaching test. AFNOR X 31-210, Paris
Lin Y, Zhou S, Li F, Lin Y (2012) Utilization of municipal sewage sludge as additives for the production of eco-cement. J Hazard Mater 213–214:457–465. https://doi.org/10.1016/j.jhazmat.2012.02.020
United Nations Environment Program (UNEP) (2010) Open-ended working group of the basel convention on the control of transboundary movements of hazardous wastes and their disposal: Seventh session. Draft technical guidelines on co-processing of hazardous waste in cement kilns. Industrial Technical Guidelines, Geneva, Switzerland
Algerian Standard (2006) Cement for work in highly aggressive environments (French language).XP X32–210, Algeria
Benlamoudi A, Kadir AA, Khodja M (2017) Petroleum Sludge as gypsum replacement in cement plants: its impact on cement strength. In: International research and innovation summit (IRIS). IOP conference series: materials science and engineering, p 12059
American Society for Testing and Materials (ASTM) (2007) Standard test method for gross calorific and ash value of waste materials. ASTM, West Conshohocken, USA, pp D5468–02
Fang P, Tang ZJ, Huang JH, Cen CP, Tang ZX, Chen XB (2015) Using sewage sludge as a denitration agent and secondary fuel in a cement plant: A case study. Fuel Process Technol 137:1–7. https://doi.org/10.1016/j.fuproc.2015.03.014
Xu W, Xu J, Liu J, Li H, Cao B, Huang X-F, Li G (2014) The utilization of lime-dried sludge as resource for producing cement. J Clean Prod 83:286–293. https://doi.org/10.1016/j.jclepro.2014.07.070
Diallo M, Cagin T, Faulon J-L, Goddard W (2000) Thermodynamic properties of asphaltenes: a predictive approach based on computer assisted structure elucidation and atomistic simulations. Asph Asph II Dev Pet Sci Ser 40(B40):103–124. https://doi.org/10.1016/S0376-7361(09)70276-6
Rahman A, Rasul M, Khan MM, Sharma S (2015) Recent development on the uses of alternative fuels in cement manufacturing process. Fuel 145. https://doi.org/10.1016/j.fuel.2014.12.029
Huang M, Ying X, Shen D, Feng H, Li N, Zhou Y, Long Y (2017) Evaluation of oil sludge as an alternative fuel in the production of Portland cement clinker. Constr Build Mater 152:226–231. https://doi.org/10.1016/j.conbuildmat.2017.06.157
Pipilikaki P, Katsioti M, Papageorgiou D, Fragoulis D, Chaniotakis E (2005) Use of tire derived fuel in clinker burning. Cem Concr Compos 27(7):843–847. https://doi.org/10.1016/j.cemconcomp.2005.03.009
Kara M (2012) Environmental and economic advantages associated with the use of RDF in cement kilns. Resour Conserv Recycl 68:21–28. https://doi.org/10.1016/j.resconrec.2012.06.011
Conesa JA, Rey L, Egea S, Rey MD (2011) Pollutant formation and emissions from cement kiln stack using a solid recovered fuel from municipal solid waste. Environ Sci Technol 45(13):5878–5884. https://doi.org/10.1021/es200448u
Kadir AA, Benlamoudi A (2017) Petroleum sludge treatment and reuse for cement production as setting retarder. In: IOP conference series materials science and engineering, vol 203, p 12010. https://doi.org/10.1088/1757-899X/203/1/012010
Tang J, Wang M, Wang F, Sun Q, Zhou Q (2011) Eco-toxicity of petroleum hydrocarbon contaminated soil. J Environ Sci 23(5):845–851. https://doi.org/10.1016/S1001-0742(10)60517-7
Rodríguez N, Martínez-Ramírez S, Blanco-Varela MT, Donatello S, Guillem M, Puig J, Fos C, Larrotcha E, Flores J (2013) The effect of using thermally dried sewage sludge as an alternative fuel on Portland cement clinker production. J Clean Prod 52:94–102. https://doi.org/10.1016/j.jclepro.2013.02.026
Ololade I (2010) Occurrence and toxicity of hydrocarbon residues in crab (Callinectes sapidus) from contaminated site. J Appl Sci Environ Manag 11(4). https://doi.org/10.4314/jasem.v11i4.55183
Ogunfowokan AO, Asubiojo OI, Fatoki OS (2003) Isolation and determination of polycyclic aromatic hydrocarbons in surface runoff and sediments. Water Air Soil Pollut 147(1):245–261. https://doi.org/10.1023/A:1024573211382
European Integration Pollution Prevention Control (IPPC) Bureau (EIPPCB) (2000) Reference document on best available techniques in the cement and lime manufacturing industries. Seville, Spain
Company of the Cements of Ain El Kebira, Algeria (SCAEK) (2014) Atmospheric releases. Annual report (Unpublished)
Abdul-Wahab SA, Al-Rawas GA, Ali S, Al-Dhamri H (2016) Impact of the addition of oil-based mud on carbon dioxide emissions in a cement plant. J Clean Prod 112(5):4214–4225. https://doi.org/10.1016/j.jclepro.2015.06.062
Scrivener KL, John VM, Gartner EM (2018) Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cement Concr Res 114:2–26. https://doi.org/10.1016/j.cemconres.2018.03.015
Nakomcic-Smaragdakis B, Cepic Z, Senk N, Doric J, Radovanovic L (2016) Use of scrap tires in cement production and their impact on nitrogen and sulfur oxides emissions. Energy Sources Part A Recover Util Environ Eff 38(4):485–493. https://doi.org/10.1080/15567036.2013.787473
Chen W, Hong J, Xu C (2015) Pollutants generated by cement production in China, their impacts, and the potential for environmental improvement. J Clean Prod 103:61–69. https://doi.org/10.1016/j.jclepro.2014.04.048
European Integrated Pollution Prevention Control Bureau (EIPPCB) (2015) Best available techniques (BAT) reference document for the production of cement, lime and magnesium oxide. Technical Catalogue, Publications Office of the European Union, Luxembourg
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Benlamoudi, A., Kadir, A.A., Khodja, M. (2021). Characterization of Petroleum Sludge Prior to Be Treated in Cement Plants. In: Abdul Kadir, A., Amira Sarani, N., Shahidan, S. (eds) Sustainable Waste Utilization in Bricks, Concrete, and Cementitious Materials. Lecture Notes in Civil Engineering, vol 129. Springer, Singapore. https://doi.org/10.1007/978-981-33-4918-6_8
Download citation
DOI: https://doi.org/10.1007/978-981-33-4918-6_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4917-9
Online ISBN: 978-981-33-4918-6
eBook Packages: EngineeringEngineering (R0)