
Abstract
Safety concerns in handling alkali solutions for traditional geopolymers have prompted the development of one-part geopolymer in which solid activators replace activating solution. The characteristics of one-part geopolymer are influenced by the types of material used. Waste materials such as fly ash, blast furnace slag, rice husk ash, red mud, geothermal silica, and albite were employed in one-part geopolymer studies. Solid activators namely sodium hydroxide, sodium silicate, sodium carbonate, sodium oxide, sodium aluminate, calcium hydroxide, potassium carbonate and so on were used to produce dry binders that can initiate geopolymerization when water is added. This chapter clarifies the characteristics of fresh and hardened one-part geopolymer based on materials, water content, additives and thermal treatment involved. The reaction of fabricated one-part geopolymers towards different extreme environments was also explained thoroughly in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The main driving force of inorganic polymer development is the urge to substitute ordinary Portland cement (OPC) as the major building materials due to its negative impact on the environment. Research found out that geopolymer, also known as alkali-activated material, exhibits a wide variety of potential application and possesses similar or better performance than OPC [1,2,3,4]. Thereafter, geopolymer has been considered as an alternative to substitute OPC in construction materials. It has been reported that 44–64% of greenhouse gas reduction could be achieved with the replacement of OPC with geopolymer [5]. Most importantly, geopolymer utilized secondary industrial products, which could help to solve waste disposal issues, reduce by-products management cost and minimize waste landfills.
Geopolymer is an inorganic polymer material. Geopolymer is made by aluminosilicates precursor dissolved and condensed in the highly alkalized environment, subsequently an amorphous to semi-crystalline 3-dimensional silico-aluminate material is developed [6]. Aluminosilicates are materials rich in aluminium and silicon that can be obtained from industrials’ waste, such as rice husk ash, fly ash, blast furnace slag and red mud. While high pH activators used are usually alkali hydroxide and alkali metal silicate. The production of traditional geopolymer is by the mixing of aluminosilicate materials with a highly alkaline solution, followed by curing at ambient or slightly higher temperature conditions.
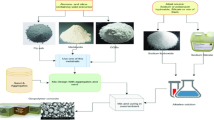
Traditional geopolymer (two-part geopolymer) processing involved liquid chemical ingredients that are corrosive and irritant. Hence, there is a great demand for geopolymer to be presented in dry solid form, like OPC, in order to simplify the handling process of geopolymer binders, at the same time, without compromise on the quality. Consequently, research and development have been focusing on the manufacturing of user-friendly geopolymer binders that its geopolymerization reaction can be initiated by just adding water. To date, geopolymer manufactured by waste aluminosilicate materials and dry activators has been proven to have positive potential in construction applications. Solid materials (normally in powder form) are first dry-mixed, then water is added to the dry mix and further mixing before casting and compaction. Geopolymer developed by such a method has been named as “one-part geopolymer”. Although the processing manner is different from the traditional geopolymer, the philosophy of geopolymerization reaction is similar. Figure 1 clarifies the differences in process flow between traditional geopolymer and one-part geopolymer.

Processing flow chart of a traditional geopolymer; and b one-part geopolymer
Same as traditional geopolymer, one-part mixture comprises two primary constituents: aluminosilicate source and dry alkali activators. Major contribution of aluminosilicate materials for geopolymer production is from industrial by-products. Due to variation of sources, waste materials possess different chemical compositions and physical properties, thus prompting one-part geopolymer of different properties. In this approach, water is functioned to dissolve solid alkali activators at the beginning of the reaction to create a high alkalinity environment. Solid aluminosilicate then undergoes dissolution to produce aluminate and silicate species. Consequently, slurry matter developed. The concentrated geopolymer paste starts to develop into geopolymeric matrix. The system generates oligomers with a large network through condensation phase and releases water that was consumed beforehand. After gelation, the oligomers arrange and connect themselves to form the three-dimensional aluminosilicate network. Resulting gel-like matrix is known as geopolymer [7].
Nevertheless, geopolymeric matrix development varies according to the types of aluminosilicate materials, solid activators, additives, and curing conditions, subsequently give rise to one-part geopolymer with different characteristics. This chapter presents a comprehensive overview of waste materials used for the production of one-part geopolymer mixtures and respective properties.
2 Precursor for One-Part Geopolymer
Various waste materials were used for one-part geopolymer development. Table 1 summarized the literature of raw materials employed for one-part geopolymer studies.
The most common waste materials employed in the manufacturing geopolymer is fly ash. Fly ash is the waste residue obtained from the incineration process of finely ground coal in electric power plants [41]. Fly ash is commonly rich in silicon and aluminium. It can be classified into three (3) classes, which are class N, F and C according to its chemical composition and physical properties. Generally, fly ash used in geopolymer production is of class F which has 70% minimum sum of SiO2, Al2O3 and Fe2O3 content [42].
Class F-fly ash as the sole precursor and sodium silicate (Na2SiO3) powder as alkali activator was used by Yang et al. [9] to develop one-part geopolymer. However, the resulting properties were not too encouraging. One-part geopolymer developed by fly ash without heat curing can only be demoulded after 3 days of casting attributed by slow setting rate. Furthermore, 28 days compressive strength reached 9.45 MPa. No potential outcome obtained from this mix design. They modified the geopolymer binders by adding sodium hydroxide (NaOH) in the system [10]. Regardless of how, the compressive strength dropped to 3.5 MPa, which is worse than the previous record. Nematollahi et al. [16] attempted to provoke the performance of fly ash-based one-part geopolymer by supplying calcium hydroxide (Ca(OH)2), also known as hydrated lime, in the mix. With 11% of Ca(OH)2 to replace fly ash and 0.015 wt% of Na2SiO3 powder, one-part geopolymer successfully achieved 14.2 MPa of compressive strength. The result is supported by Askarian et al. [43], where the addition of Ca(OH)2 in fly ash-based one-part geopolymer system reached 18.1 MPa of compressive strength whereas the same mix without Ca(OH)2 recorded only 10.9 MPa.
Besides fly ash, blast furnace slag (BFS) was employed as aluminosilicate precursor. BFS is a molten material that is collected above pig iron at the bottom of the blast furnace during the metallurgy of iron. Production of 1 tonne of iron produces 0.6 tonnes of slag by-product [41]. In Yang et al. [9] study, slag consists of approximately 40% of CaO, much higher than CaO content in fly ash, which is also the main factor that drives different properties in respective products. Performance of slag-based one-part geopolymer mortar is comparable to OPC mortar. Geopolymer activated by solid sodium silicate possesses 28-days strength of 50.6 MPa, when OPC exhibited 28-days strength of 44.6 MPa. This is due to the high composition of Ca2+ ions in BFS that yields calcium silicate hydrate (C–S–H) gel during the chemical reaction. That is also the key binding phase in OPC in conjunction with geopolymer matrix.
There are various types of slag available in the industries. Behaviour of one-part geopolymer paste made out of “typical” slag and “gypsum-free” slag was compared. Nematollahi et al. [26] reported higher workability of one-part geopolymer involved with “gypsum-free” slag due to the absence of 2% gypsum compared to “typical” slag. “Gypsum-free” slag supplied into the one-part geopolymer system resulted in lower elastic modulus by 12–29%, lower crack tip toughness by 18–24% and lower fracture toughness by 17–21%, compared to “typical” slag. “Gypsum-free” slag delivers more brittle structure.
Partial replacement of fly ash with BFS has also proven to improve the mechanical strength of fly ash-based one-part geopolymer. In the study of Askarian et al. [31], properties of fly ash-based one-part geopolymer with and without the participation of commercially available slag has been experimented. Their fly ash-based one-part geopolymer recorded 28-days strength of 9.9–31.2 MPa (depending on activators) while achieving 24.3–38 MPa of strength when fly ash was replaced by 50% of slag. This is due to a higher composition of calcium in BFS that promotes crystalline calcium aluminium silicate hydrate (C–A–S–H) binding phase, thus enhancing strength development. While fly ash-based one-part geopolymer mainly consists of sodium aluminosilicate hydrate (N–A–S–H) gel that results in weaker strength. Also, it has been reported by Nematollahi et al. [31] that fly ash and slag mixed one-part geopolymer paste exhibited thixotropic property.
Besides that, the substitution of aluminosilicate source by other waste products has been done by researchers with the aim to further ascertain the potential of one-part geopolymer. In fact, reactive alumina and silica can be supplied by 2 separate bodies. Geothermal silica is the secondary product from the electrical generation process by extracting steam from geothermal fields. The silica waste is rich in silica, comprises alkalis and possesses a relatively large surface area which is beneficial for geopolymerization reaction [44]. Instead of landfilling geothermal wastes, Hajimohammadi et al. [8] applied geothermal silica as silicate source and solid NaAlO2 as alkali and aluminate source to develop one-part mixture. The raw silica was first milled, followed by water lixiviation to remove salts, dried, milled, then finally mixed with solid sodium aluminate. Research reported rapid dissolution of aluminate source and relatively slower silica dissolution rate in the early stages of geopolymerization. The scenario was caused by the dissolved aluminate species attached on a silica surface, subsequently inhibiting geothermal silica dissolution. They suggested that high early silica concentration could enhance geopolymer network formation instead. The influence of activators dissolution rate is crucial in geopolymer study, further explanation about the dissolution rate will be discussed in the next section.
Apart from geothermal silica, other silica residues were also being studied with the aim to replace aluminosilicate sources in one-part mixture. It is recorded that a chemical plant produces 5000–10,000 tonnes of residues per annum and these by-products are mostly landfilled. Hence few research teams utilized silica residues from waste treatment of chlorosilane production, as well as micro-silica (silica fume), a by-product from silicon alloys production, to develop geopolymers [14, 19, 45]. Sturm et al. [19] work involved the mixing of solid NaAlO2 with silica residue and micro-silica (silica fume). Research reported a similar degree of geopolymerization reaction of both silicas. The materials reacted approximately 100% in one-part geopolymer when SiO2/Al2O3 ratio = 2.0. It is interesting to note that the mechanical strength increases consistently even when SiO2/Al2O3 ratio further increases to 6.0. This was attributed to the remaining silica particles that act as micro-aggregates in the structure.
Red mud is an alkaline residue from the production of alumina extraction through Bayer’s process. The estimated red mud production is 120 million tonnes per year. As red mud possesses silica and alumina composition, it fulfils the requirement for the production of geopolymer. Al-rich red mud together with NaOH pellets has been pre-treated to produce one-part geopolymer precursor [17, 18]. Based on Ke et al. [17], inclusion of 10% NaOH was able to develop red mud-based one-part geopolymer with compressive strength of 9.8 MPa after 7 days. However, mechanical strength of red mud-based one-part geopolymer demonstrated deterioration after the first week due to carbonation and efflorescence. Efflorescence products (white alkaline deposits) were observed on the surface of cube specimens after 14 days of curing. This could cause depolymerisation of geopolymer, consequently led to the loss of strength. Another reason for the collapsed strength is the low Si/Al molar ratio that causes unstable geopolymerization. To increase SiO2/Al2O3 molar ratio, Ye et al. [18] added 5–30 wt% of silica fumes in their mix. As shown in Fig. 2, the red mud-based one-part geopolymer without silica fume has higher strength after 3 or 7 days, but strength dropped after 28 days, and the inclusion of silica fume successfully promoted stable growth of long-term. The impact obtained was due to the slow dissolution of silica that only raised SiO2/Al2O3 molar ratio at the later stage of geopolymerization.

Compressive strength of red mud-based one-part geopolymer in accordance to silica fume percentage [18]
Rice husk ash (RHA) is obtained from the rice milling industry. It is estimated that about 70 million tonnes of RHA are generated per year [46]. The physical and chemical properties of RHA depend on the temperature and duration of combustion of rice husk [47]. RHA is rich in silica, thus favourable towards geopolymer production. Hajimohammadi and van Deventer [24] stated that the mixture of RHA with NaAlO2 developed dry precursor with desired Si/Al ratio, which in turn manipulate the characteristics of geopolymer. One-part geopolymer by these materials with Si/Al molar ratio of 2.5 possessed 22 MPa of strength after 3 weeks. Though the result was contradicted to Hajimohammadi and van Deventer [23], declaring that one-part geopolymer made from fly ash has lower compressive strength when Si/Al ratio increases. The report suggested increasing in Si/Al ratio reduced Si contribution in the final geopolymer gel formation, hence reduced in strength. To conclude, different materials behaved differently in accordance with Si/Al ratio.
Albite (sodium feldspar) is the major component in mine tailing, and the storage of ore waste of mine is a major environmental issue. The feldspar obtained by Feng et al. [13] consists of approximately 71% SiO2 and 17% Al2O3, which is suitable to be treated as geopolymer precursor. However, the experimental work showed that albite was not able to set after 7 days of mixing with 7.5 M of NaOH solution, while albite powder calcined at 1000 °C exhibited poor geopolymerization with NaOH solution and only resulted in 2.5 MPa of strength after 28 days of mixing. This is due to the low extent of dissolution and leaching of Si and Al of albite at room temperature. Alkali-thermal treatment of albite with dry activators and heat curing of geopolymer specimens has been applied to initiate the effective chemical reaction. The approach will be further clarified in the following section.
With the attempt to reduce carbon footprint and landfilling issues globally, various types of waste materials that consist of silica and/or alumina content have been utilized by researchers to fabricate one-part geopolymer. It is believed that more experimental works will be carried out in this aspect to explore more suitable waste materials, develop an ideal mix design for construction application in order to bring them into service.
3 Alkali Activators for One-Part Geopolymer
Different alkali activators were used in the investigation of one-part geopolymer to suit a wide variety of aluminosilicate materials, as well as to discover potential properties of one-part geopolymer, thus promoting the viability of one-part geopolymer in building materials. Material such as solid sodium hydroxide, sodium silicate, sodium aluminate, calcium hydroxide, magnesium oxide, lithium hydroxide, potassium carbonate and others (Table 1), has been employed as one-part geopolymer binders in recent studies. The purpose of the on-going discovery of a new alkali activator is to provide necessary ions or further increase of alkalinity of reaction mixture which in turn disrupts aluminosilicate bonds, facilitates the dissolution of geopolymer precursors, thus improve the performance of one-part geopolymer systems.
When Na2SiO3 alone or with NaOH was utilized as the activators of fly ash one-part geopolymer mortar, compressive strength increased with increasing activators content, due to increasing alkali quality coefficient, QA (Eq. 1) [9, 11]. QA is an indicator that depends on the weight of sources of oxides in source materials involved in a system, allowing the understanding of the relationship between the binders’ properties and the products’ performances. Subsequent conclusion of one-part geopolymer was reported as such: increasing in QA resulted in reduced initial flow, increased rate of flow loss, improved compressive strength and increased rupture modulus.
Besides the weight of oxides sources, dissolution of alkali activators also plays an important role in developing long-term performances. A study conducted by Hajimohammadi et al. [12] investigated alumina release rate of solid activators during geopolymerization, towards the formation of high strength and durable one-part geopolymers. Research found out that NaAlO2 revealed a faster alumina release rate, promoted geopolymerization and rapid strength development at the early stage of reaction, consequently strength development became slow after the first week. Diversely, amorphous alumina with slower alumina release rate produced weak one-part geopolymer at the early stage but achieved similar strength after the third week. Alumina species are used in the formation of geopolymer matrix, where matrix network forms faster when aluminium is available. However, the silica particles were sorbed by large amount of dissolved alumina, obstructed the dissolution of silica, led to silicon deficit, then impeded more gel formation and further strength development.
Addition of calcium hydroxide (Ca(OH)2) as an activator in fly ash-based one-part geopolymer system reached 18.1 MPa of compressive strength while activated by Na2SiO3 alone only achieved 10.9 MPa [43]. Ca(OH)2 can increase in alkalinity of the system then promote the dissolution of ions from fly ash. Therefore, when the amount of Ca(OH)2 increased from 9 to 12 wt%, the 28-days strength was raised by 19%. However, the workability of one-part geopolymer paste mix with Na2SiO3 and Ca(OH)2 is about 40% worse than that with Na2SiO3 alone, even the water/binder ratio was increased by 90%. To enhance the workability of one-part mixes while securing the mechanical properties, 6 wt% of lithium hydroxide (LiHO) was introduced into the system. Other than beneficial towards workability, the compressive strength of fly ash-based geopolymer with Na2SiO3, Ca(OH)2 and LiHO also increased. The combination demonstrated higher degree of silicon substitution by aluminium attributed by increased alkalinity, thus delivering a larger amount of hydration product and also a more compact microstructure.
Solid alkaline carbonates were tested in one-part geopolymer mixes. Solid potassium carbonate (KCO3) has been proven to deliver positive effect in fabrication of OPC-geopolymer cement [43]. Hence, Askarian et al. [43] employed KCO3 in fly ash-based one-part geopolymer study. However, addition of 6 and 10 wt% of the powder activator reduced the paste’s workability and strength of the mixes of all ages. The alkali carbonate with lower pH values inhibited the release of Si and Al from fly ash, followed by the reduction of reaction rate, thus led to formation of porous structure. Similar outcome obtained when Ma et al. [37] replaced Na2SiO3 solid alkali activator with sodium carbonate (Na2CO3) in slag-based one-part geopolymer system partially. Participation of Na2CO3 also reduced the pH, led to moderate geopolymerization and prolonged setting time of one-part mix. They clarified that lesser [SiO4]4− ions present for geopolymerization reaction when Na2CO3 was involved, prompted a less effective setting. The specimens also revealed a large proportion of unfavorable pores (pore size larger than 20 mm), thus strength decreased from approximately 75–65 MPa after the application of Na2CO3. Indeed, from our research work, the increasing content of Na2CO3 led to deterioration of the mechanical strength too. As the Na2CO3/Na2SiO3 ratio increased from 0.5 to 1.5, the 28 days compressive strength of fly ash-based one-part geopolymer slid from 83.77 to 22.31 MPa.
Waste material itself can also be treated as a solid alkali activator in one-part geopolymer systems. Instead of usual sodium hydroxide pellets or sodium metasilicate powder, Choo et al. [21] replaced synthetic alkali activators with red mud. The analysis reflected pH value of red mud range from 10 to 12.5, due to NaOH residue in red mud during Bayer’s process. Since an alkaline environment is required for dissolution of silica and alumina ions in geopolymer precursor, the addition of red mud promotes alkaline environment, subsequently the geopolymerization reaction [48]. The dissolution and polycondensation process was enhanced, consequently promoted strength development. Resulting compressive strength of one-part geopolymer activated by NaOH and red mud are comparable. The author concluded 3–5 wt% of NaOH is equivalent to 40–60 wt% of red mud content in one-part geopolymer binder.
Besides red mud, paper sludge consists of chemical compositions that permit them to be used as a dry activator. Waste paper mill sludge is the by-product obtained during paper production. Adesanya et al. [29] utilized paper sludge that consists of 95.1 wt% CaCO3 as the activator of slag-based one-part geopolymer. Nevertheless, paper sludge has to undergo pre-treatment to become a dry activator. Paper sludge was first mixed with 6.3 M of NaOH, dried and then milled. The chemical reactions during pre-treatment are shown in Eqs. (2) and (3).
The pre-treatment generated Calcite (CaCO3), Pirssonite (Na2Ca(CO3)2 · 2H2O), Portlandite Ca(OH)2 and Natrite (Na2CO3). Setting time retarded due to the increasing amount of calcite and pirssonite that lowered the pH of paste, causing slow dissolution of Ca2+ from BFS. This is also the reason that one-part geopolymer experienced low early mechanical strength when paper sludge content is high. However, high strength developed after 7 days when calcium from BFS is released to react with silicate that forms the C–A–S–H phase. Paper sludge also acted as fillers in geopolymer structures that reduce pore size and water absorption (less than 5%). Lastly, high drying shrinkage was accredited by the water absorbed on the organic matter of the paper sludge after the addition of water. Regardless of how, no visible cracks were observed by the researcher. In short, the experimental work ascertained that the increase of paper sludge content prolonged the setting time, reduced water absorption values, increased compressive strength and drying shrinkage of one-part geopolymer.
4 Water Content in One-Part Geopolymer
Water is required for the transportation of ions among materials, initiating chemical reactions. In the effort to develop one-part geopolymer, water is a key factor that attributes to paste workability, materials dissolution, geopolymeric gel formation and the resulting structure properties. This parameter is important, whereby inorganic polymer formation through the “just add water” method. However, different types of source materials require different amount of water to achieve appropriate workability of the fresh mix.
Hajimohammadi and van Deventer [23] investigated the characteristics of fly ash-based one-part geopolymer based on the water content. Upon increasing water content, the alkalinity of the system was decreased, leading Al-rich gel formation at the early stage of geopolymerization. The condition contributed negative impact towards the microstructure and mechanical strength. Microstructure of specimen with H2O/Na2O molar ratio 14 exhibited less pore structure compared to microstructure of specimen with H2O/Na2O molar ratio of 12.
From the investigation work of Oderji et al. [33], increasing w/b ratio from 0.28 to 0.32 in fly ash and BFS mixed one-part geopolymer caused increased workability and setting time, as well as decreased compressive strength. The decrease in compressive strength is due to the reactivity of the system. Binder with higher w/b ratio resulted in higher amount of unreacted particles while binder with lower w/b ratio presented more homogeneous microstructure and large portion of gel formation. The different explanation given by different researchers could be due to the different materials used, as well as the limited range of water content that had been worked on.
When aggregates are involved, properties of aggregates are factors that influence the water demand for geopolymerization. Yang et al. [11] found out that air-dried lightweight aggregates consumed 20% of water introduced, thus reducing the water consumed by hydration reaction at the early stage of one-part geopolymer production. As a result, higher strength growth would occur at the beginning due to alkalinity factor, but unfavourable for long-term strength development. From the experimental work, a maximum of 0.5 w/b ratio was set to allow the development of slag-based one-part geopolymer concrete with practical purpose.
From our work, the grout spread diameter of fly ash-based one-part geopolymer activated by the mix of Na2SiO3 and NaAlO2 was 126 mm larger than those activated solely by Na2SiO3 even the w/b ratio was higher by 0.15. Besides, with w/b ratio of 0.25, the fluidity of paste activated by mixture of Na2SiO3 and Na2CO3 was always better than those activated solely by Na2SiO3. The result also did not illustrate that the systems with higher water content resulted in lower mechanical properties. In fact, the water requirement for optimum geopolymerization differs from one system to another. Nevertheless, all research work came to an understanding that the increasing water content for workability enhancement brings positive results but is not always the best approach as the negative impact towards mechanical strength might be significant. To conclude, water requirement for optimum properties strongly depends on the raw materials.
5 Additives Addition in One-Part Geopolymer
Additives serve to modify the characteristics of building materials to suit varying applications. This section lists out the types of admixtures, fibers and aggregates added into one-part geopolymer systems, and their impact towards the one-part geopolymers.
One-part geopolymer cement containing BFS and 3.5–4.5 wt% of Na2CO3 delivered 28 days compressive strength of 29–42 MPa. Though, the samples could not be demoulded after a day of casting due to the low setting rate. This is because Na2CO3 yields lower pH value, reducing the activation ability of BFS at early stage [49]. As such, the combination required accelerating admixture to enhance initial setting and early strength development. According to Kovtun et al. [15], 6 wt% silica fume and slaked lime (calcium hydroxide) associated with geopolymer mix to act as an accelerating admixture were able to shorten the hardening of one-part geopolymer at early age. Accelerated early strength by this approach is contributed by C–S–H formed and increased alkalinity environment by the rapid reaction and dissolution of silica fume and slaked lime.
Either water or plasticizer can be added in a geopolymer mix to achieve proper workability level and setting ability for one-part geopolymer paste. Increase of water content in geopolymer is not encouraged due to impair strength development caused by increasing porosity [49]. So, plasticizers such as sodium lignosulfate or polycarboxylate ether (PCE) superplasticizer were usually employed (Table 1). A project carried out by Kovtun et al. [15] included 5 wt% sodium lignosulfonate powder in slag-based one-part geopolymer provided positive outcome. This plasticizer enhanced the workability of paste, prolonged setting time and increased strength performance. Plasticizer can reduce water demand of the binders, as well as slow down the geopolymerization at early stage, thus developing better hydration products.
Polyvinyl alcohol (PVA) fibers and ultra-high molecular weight polyethylene (UHMWPE) fibers were incorporated in dry precursor to develop one-part strain hardening geopolymer composite (SHGC), with the aim to evaluate its micro-mechanics properties [25, 26]. Result shows that participation of 2% PVA fibers enhanced the samples’ compressive strength while PE fibers caused reduction in sample’s compressive strength, this suggested PE fibers instilled more damage effect (air entrapping effect) in the composite compared with PVA fibers. They studied the fiber-matrix interface properties, declaring that the fiber and matrix interaction depended on the types of fibers involved. Elastic modulus of PVA fibers is 3 times less than that of PE fibers. Fibers with lower elastic modulus are more easily damaged in the composite, leading to a jamming effect during fiber slippage when load is applied. Hence, the resulting ultimate tensile strain of PVA-SHGC was 48.7 MPa, while 44.3 MPa for PE-SHGC. The SHGCs in those studies displayed multiple racking patterns. The crack patterns corresponded to high tensile strain capacity of the composites.
Previous results regarding the improved compressive strength with the addition of PVA fibers were supported by Abdollahnejad et al. [38], where they reported 20% of increment in compressive strength when 1% of PVA fibers is involved in BFS-based one-part geopolymer. Besides, the participation of steel fibers also showed 25% of strength increment while cellulose and basalt fibers led to 20 and 50% of strength reduction, respectively. Nonetheless, the incorporation of fibers increased all the specimens’ porosity and water absorption by immersion. Steel and PVA fibers resulted in more interconnected pores and tortuous samples while cellulose and basalt fibers produced one-part geopolymer composite with larger pores. These pore structures of one-part geopolymer composites are affected by the fibers interaction with the matrix, as well as the mechanical properties. The response of composites towards loading is different. Some fibers were debonded from the matrix, while some were abraded due to the strong connection with geopolymer.
Influences of lightweight aggregates (expanded clay granules) in one-part geopolymer mortar and concrete were investigated by Yang et al. [11]. Experimental results were attributed to the interaction of aggregates with one-part geopolymer matrix. As fine lightweight aggregates possess larger surface area for reaction, initial workability was enhanced, but also shortened the concrete setting time. Besides having lower density and porous structure, particle distribution of lightweight aggregates was analyzed. Analysis results showed discontinuous grading (gap-grading). Lightweight aggregates have higher porosity and the discontinuous grading delivered porous zone at the aggregates-matrix interface, increased internal voids, subsequently rapid continuous crack pattern along the interfaces were formed when load was applied. These factors reduced compressive strength and splitting tensile strength of one-part geopolymer mortar and concrete, as well as deteriorated modulus of rupture and elasticity of concrete.
Ceramic waste can also be treated as recycled aggregate instead of using natural aggregates in building materials, especially in the inorganic polymer as it possesses aluminium and silica that can facilitate gel formation. Application of ceramic aggregates in fly ash and slag mixed binder fabricated by Abdollahnejad et al. [38] successfully attain 100 MPa of compressive strength after 28 days of curing. Whereas the use of natural sand in the same mix only exhibited compressive strength of around 70 MPa. The ceramic aggregates have smaller grain sizes, as well as the ability to absorb water available in the mixture, increase pH value and reduce water-to-binder ratio. These are better characteristics that contributed to one-part geopolymer mix compared to the participation of natural sand.
6 Thermal Treatment of One-Part Geopolymer
Due to the concern of slow reaction kinetics cause of slow dissolution rate of solid alkali activators, effort has been done by researchers to accelerate the leaching ability of alkali content as well as chemical reaction in one-part mixture. With the urge to produce binders that contain high amounts of alkali that can be easily leachable when water is added, alkali-thermal activation of raw materials has been executed. While heat curing of specimens was done to accelerate geopolymerization reaction.
In the experimental work of Ke et al. [17], Al-rich red mud underwent alkali-thermal preactivation together with NaOH pallets in a muffle furnace of 800 °C for an hour. Table 2 shows few FTIR absorption peaks of red mud and alkali-thermal activated precursor added with NaOH. Bands at 3622, 3525, 3430 cm−1 and bands between 1500 and 1300 cm−1 corresponded to the hydroxyl and carbonate groups were reduced after thermal treatment at 800 °C. This is caused by the absorption of CO2 and H2O from the atmosphere before thermal treatment, as red mud binders possess hygroscopic and alkaline properties. Next, the bands in between 900 to 1200 cm−1 (attributed by stretching vibrations of Si–O–T bonds) were shifted to lower wavenumbers after alkali-thermal treatment indicates that the binders are more prepared for geopolymerization reaction. These transformations in infrared spectra after alkali-thermal treatment favours the chemical reaction compared to raw red mud.
Aforementioned that one-part geopolymer by albite with NaOH or Na2CO3 does not provide desired outcome, hence Feng et al. [13] provided pretreatment before and after the mixing process. The alkali-thermal activation of albite with solid NaOH or Na2CO3 at 1000 °C, generated matte formed product, then was pulverized and mixed with water to make geopolymer paste. Substantial heat was released when water was added to the alkali-albite glassy powder, promote rapid dissolution and hardening. 28 days strength of NaOH and Na2CO3 alkali-thermal treated albite were 44.2 MPa and 42.6 MPa respectively. The approach was a success due to albite structure breaking down, formed amorphous, depolymerized geopolymer precursor during alkali-thermal activation.
Silica-based one-part geopolymer activated by NaAlO2 was exposed to increasing temperature to determine the effect of heat treatment on the mechanical and structural characteristics [19]. Since the XRD analysis showed amorphous gel phase and large portion of crystalline phases formed in the product, the author named the one-part mix as geopolymer-zeolite composite. Strength testing displayed improvement when specimens were treated from 100 to 200 °C, with the highest strength of 28 MPa. However, the geopolymer-zeolite composite experienced reduction in strength, from 200 to 700 °C. Dilatometry was used to determine the volume shrinkage of geopolymer exposed up to 900 °C. A linear shrinkage was observed up to 700 °C with maximum of 2–3% of shrinkage measured. The minor volume shrinkage was attributed to the presence of “zeolitic” water instead of “structural” water in the specimens. The behaviour is extremely beneficial for high-temperature applications. Whereas a sudden increase of shrinkage occurs when temperature raised above 700 °C that was caused by viscous sintering or densification of geopolymer.
Please be noted that not all geopolymers experience improvement in properties after thermal treatment. As for fly ash and slag mixed one-part geopolymer fabricated by Nematollahi et al. [26], heat curing does not result in significant effect on the elastic modulus. Moreover, heat curing reduced the compressive strength and fracture toughness of specimens, compared to heat-cured specimens at 60 °C for 1 day. Their unloaded sample exhibited saturated multiple crack behaviour. The crack was contributed by the coarse microstructure when cured at ambient temperature, leading to fracture toughness of 0.316 MPa m1/2, while heat-cured specimens recorded 0.287 MPa m1/2. The small crack width is a big leap in the field of geopolymer development as brittle geopolymer usually show larger crack width. Thermal treatment for this system delivered brittle characteristics, also reduced crack tip toughness by 9–18% compared to ambient cured specimens.
Further investigation was done to determine the effect of thermal treatment towards geopolymer composite, therefore PVA fibers were added in the fly ash and slag-mixed one-part geopolymer. The higher fracture toughness of geopolymer matrix cured at ambient temperature delivered better composite performance, compared to specimens that underwent heat curing, the samples delivered matrix with lower fracture toughness. Fracture surface roughness of composite dependent on fracture toughness of matrix. As fracture surface roughness increases along with fracture toughness, the fiber-matrix interface area is raised, so does the fiber-matrix interface friction. Larger friction required to fully debond fibers from the surrounding matrix produced one-part geopolymer with higher ultimate tensile strength [26].
In short, thermal treatment is not the only solution for property enhancement. Some one-part geopolymer delivered positive outcomes with thermal pre-treatment or heat curing while some received negative impact. Furthermore, thermal treatment of materials requires higher workforce and cost, as well as release of more greenhouse gases, compared to ambient fabrication of one-part geopolymer. Therefore, thermal treatment is suggested to be conducted only when necessary.
7 Durability Performances of One-Part Geopolymer
To date, studies regarding the durability performance of one-part geopolymer are limited. The impact of building materials on damaging environments is essential for users to understand their suitability of materials in practice. Effect of acid attack, sulphate attack, chloride attack, freeze/thaw, high temperature, carbonation and efflorescence on one-part geopolymer should be made clear. This section goes into the characteristics of one-part geopolymer exposed to harmful conditions.
Despite other potential properties as the alternative to OPC, the efflorescence effect is a concerning matter in one-part geopolymer. Alkali activators that react with atmospheric CO2 would generate a white carbonate salt known as efflorescence. Since efflorescence is not a precipitate, the carbonate salt does not form a protective layer for the materials, in fact, alkaline pore solution will migrate to the surface continuously, deteriorating the protection for reinforcements. In the study of Dong et al. [50], the efflorescence effect of solid Na2SiO3 activated one-part geopolymer is influenced by the fineness of metasilicate particles and Na2O content in the activator. Lower amount of efflorescence obtained from one-part geopolymer fabricated with coarser metasilicate. That was due to lower surface area of coarse metasilicate granules for reaction at mixing stage, left air voids in the structure, and led to ingress of moisture and CO2 from the atmosphere, as shown in Fig. 3. In addition, the amount of efflorescence increased with increasing Na2O3. The efflorescence formation increased significantly once the metasilicate content is higher than Na2O = 6%, so did the deterioration of compressive strength. Also, the carbonate content increased along with curing age.

Schematic diagram of efflorescence progress in one-part geopolymer [50]
Sturm et al. [30] executed a durability study on one-part geopolymer against sulphuric attack. Rice husk ash (RHA)-based one-part geopolymer that subjected to sulphuric acid environment (pH = 1) for 70 days showed higher compressive strength (77.9 MPa) compared to those specimens that immersed in water (32.0 MPa) for the same duration. RHA that has high silica content released silica into acid solution during immersion. As silica has low solubility in an acidic environment, silica gel precipitates at the mortar/acid interface, forming a protective layer that hinders further disintegration of materials from specimens. Besides that, unreacted silica that presents in the structure acts as filler to the matrix, further sustaining the strength. The explanation was in line with the SEM image whereby the sample underwent acid attack exhibited ‘debris-like’ surface, which was the precipitated silica gel. The experimental work also pointed out that presence of CaO content in the one-part binders was unfavourable towards acid resistance. Since leached calcium could react with sulphate ions, generate gypsum and expansion, followed by the crack formation in the structure.
Sulphate and acid resistance of fly ash and slag mixed one-part geopolymer mortar has been carried out by Zhou et al. [40]. The experimental work concluded that a larger portion of fly ash improved that durability performance due to more homogeneous microstructure when fly ash is involved. Sulphate attack resulted in a slight decrease of compressive strength after 60 days of immersion, then increased gradually until 120 days of immersion as shown in Fig. 4a. The deterioration of performance was not severe because of the low dissolution ability of the stable aluminosilicate network of geopolymer when immersed in sodium sulphate solution. Moreover, as time goes, sodium sulphate induced secondary geopolymerization reaction, especially in fly ash containing one-part geopolymer (G75F25, G50F5 and G25F75), whereby the 120 days compressive strength is even higher than strength before sulphate exposure. On the other hand, compressive strength showed significant deterioration when mortar samples experienced acid attack (pH = 2) (Fig. 4b). This is due to the dissolution of hydroxide ions from the systems that lowered the pH values. Also, leaching of sodium hydroxide when samples were exposed to nitric acid, inhibited the formation of N–A–S–H gel, leading to decreased mechanical properties.

Compressive strength of one-part geopolymer mortar after immersed in a sulphate solution; b acid solution [40]
Presence of additives modified the durability performance of one-part geopolymer. Reinforced one-part geopolymer with fibers fabricated by Abdollahnejad et al. [36] has proven to exhibit excellent acid resistance. PVA, steel, basalt and cellulose fibers incorporated in slag-based one-part geopolymer experienced mass loss of < 2% after exposure with 3% sulphuric acid (pH = 1) for 9 days. The durability performance of one-polymer composite also depends on the resistance of fibers against an acidic environment.
Freeze/thaw resistance of building materials is essential to seasonal places. Freeze/thaw resistance of one-part geopolymer relies on its pore structure. Geopolymer with higher porosity has a high water absorption ability, which may lead to a larger volume of ice formation inside the pores. Formation of ice causes stress on internal matrix walls while melting of ice releases the stress against the walls. There would be a change of pore structure and generation of connected pores depending on the elastic strain of materials. Such cycles might eventually lead to cracks formation around the pores. The cycle is illustrated in Fig. 5. Anyhow, the fatigue loading cycle worsens the strength of slag-based one-part geopolymer. The deterioration can be controlled by the participation of additives [36, 38]. The addition of PVA fiber limited the loss of strength to lower than 1% in slag-based one-part geopolymer mortar, and around 10% in fly ash and slag mixed one-part geopolymer mortar.

Schematic diagram of the impact of freeze/thaw cycle towards pores of one-part geopolymer [36]
In short, durability performance of one-part geopolymer is not widely studied. More experimental works should be done to widen the knowledge in this discipline.
8 Future Trends
Unlike OPC and traditional geopolymer, one-part geopolymer does not necessarily require high-temperature processing and transportation of highly alkaline solutions. In addition, one-part geopolymer can obtain raw material directly from industrial waste and is worker-friendly. As future development orients towards a more sustainable and environmentally friendly concept, shift from OPC to one-part geopolymer in practice can be foreseen. It is not difficult to understand the chemistry of geopolymer as the philosophy was consolidated a few decades ago. However, due to the fact that one-part geopolymer is a more recent approach in this field, manipulation of type and dosage of raw materials would be massively studied in the forthcoming years. Further research work regarding the cost and environmental impact of one-part geopolymer will be conducted in succession. Besides that, more durability tests should be carried out to promote the application of one-part geopolymer in various conditions, such as freeze–thaw, carbonation, wet-dry, acid, sulphate, chloride and sea water attack. Until then, it is advisable to go through the guide for the development of OPC and traditional geopolymer, then apply those strategies to advance this new material.
9 Conclusion
Employment of recycling materials in one-part geopolymer investigations delivered promising results. Most of the materials used for the research of one-part geopolymer are industrial by-products, such as fly ash, blast-furnace-slag, rice husk ash, red mud, geothermal silica and albite. Depending on the local availability, as long as materials consist of aluminium and/or silica, they could be developed into one-part geopolymer. Such an effort is to reduce environmental issues all around the globe. There are also various types of solid activators applied, subject to the types of precursor used. Solid activators have to be easily soluble in water to create an alkaline environment, only then able to promote geopolymerization. Geopolymerization reaction is also highly influenced by water content. The increased amount of water usually delivers positive fresh properties but negative mechanical properties. Additives such as admixture, aggregates and fibers were used to alter the properties of one-part geopolymer. Furthermore, thermal treatment enhanced activator dissolution, delivered one-part geopolymer with improved strength. However, this approach does not always deliver a positive outcome. More concern should be taken into consideration when thermal treatment is involved.
References
Bakharev T (2005) Resistance of geopolymer materials to acid attack. Cem Concr Res 35(4):658–670. https://doi.org/10.1016/j.cemconres.2004.06.005
Luukkonen T, Abdollahnejad Z, Yliniemi J, Kinnunen P, Illikainen M (2018) One-part alkali-activated materials: a review. Cem Concr Res 103:21–34. https://doi.org/10.1016/j.cemconres.2017.10.001
Okoye FN, Prakash S, Singh NB (2017) Durability of fly ash based geopolymer concrete in the presence of silica fume. J Clean Prod 149:1062–1067. https://doi.org/10.1016/j.jclepro.2017.02.176
Zhuang XY, Chen L, Komarneni S, Zhou CH, Tong DS, Yang HM, Yu WH, Wang H (2016) Fly ash-based geopolymer: clean production, properties and applications. J Clean Prod 125:253–267. https://doi.org/10.1016/j.jclepro.2016.03.019
Mclellan B, Williams R, Lay J, van Riessen A, Corder G (2011) Costs and carbon emissions for geopolymer pastes in comparison to ordinary Portland cement. J Clean Prod 19:1080–1090. https://doi.org/10.1016/j.jclepro.2011.02.010
Davidovits J (2008) Geopolymer chemistry and applications. Geopolymer Institute, France
Duxson P, Fernández-Jiménez A, Provis J, Lukey G, Palomo A, Van Deventer J (2007) Geopolymer technology: the current state of the art. J Mater Sci 42:2917–2933. https://doi.org/10.1007/s10853-006-0637-z
Hajimohammadi A, Provis J, Van Deventer J (2008) One-part geopolymer mixes from geothermal silica and sodium aluminate. Ind Eng Chem Res 47(23):9396–9405. https://doi.org/10.1021/ie8006825
Yang KH, Song JK, Ashour AF, Lee ET (2008) Properties of cementless mortars activated by sodium silicate. Constr Build Mater 22(9):1981–1989. https://doi.org/10.1016/j.conbuildmat.2007.07.003
Yang KH, Song J (2009) Workability loss and compressive strength development of cementless mortars activated by combination of sodium silicate and sodium hydroxide. J Mater Civ Eng 21(3):119–127. https://doi.org/10.1061/(ASCE)0899-1561(2009)21:3(119)
Yang KH, Song J, Lee JS (2010) Properties of alkali-activated mortar and concrete using lightweight aggregates. Mater Struct Constr 43(3):403–416. https://doi.org/10.1617/s11527-009-9499-6
Hajimohammadi A, Provis J, Van Deventer J (2010) Effect of alumina release rate on the mechanism of geopolymer gel formation. Chem Mater Chem Mater 22(18):5199–5208. https://doi.org/10.1021/cm101151n
Feng D, Provis J, Deventer J, Scherer G (2012) Thermal activation of albite for the synthesis of one‐part mix geopolymers. J Am Ceram Soc 95. https://doi.org/10.1111/j.1551-2916.2011.04925.x
Sturm P, Greiser S, Gluth G, Jaeger C, Brouwers HJH (2015) Degree of reaction and phase content of silica-based one-part geopolymers investigated using chemical and NMR spectroscopic methods. J Mater Sci 50(20):6768–6778. https://doi.org/10.1007/s10853-015-9232-5
Kovtun M, Kearsley E, Shekhovtsova J (2015) Chemical acceleration of a neutral granulated blast-furnace slag activated by sodium carbonate. Cem Conc Res 72:1–9. https://doi.org/10.1016/j.cemconres.2015.02.014
Nematollahi B, Sanjayan J, Shaikh FUA (2015) Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram Int 41(4):5696–5704. https://doi.org/10.1016/j.ceramint.2014.12.154
Ke X, Bernal S, Ye N, Provis J, Yang J (2015) One-part geopolymers based on thermally treated red mud/NaOH blends. J Am Ceram Soc 98(1):5–11. https://doi.org/10.1111/jace.13231
Ye N, Yang J, Liang S, Hu Y, Hu J, Xiao B, Huang Q (2016) Synthesis and strength optimization of one-part geopolymer based on red mud. Constr Build Mater 111:317–325. https://doi.org/10.1016/j.conbuildmat.2016.02.099
Sturm P, Gluth GJG, Simon S, Brouwers HJH, Kühne HC (2016) The effect of heat treatment on the mechanical and structural properties of one-part geopolymer-zeolite composites. Thermochim Acta 635:41–58. https://doi.org/10.1016/j.tca.2016.04.015
Nematollahi B, Sanjayan J (2016) Ambient temperature cured one-part engineered geopolymer composite: a sustainable alternative to engineered cementitious composite. In: Paper presented at the 9th Rilem International Symposium on Fiber Reinforced Concrete (BEFIB 2016), Vancouver Canada
Choo H, Lim S, Lee W, Lee C (2016) Compressive strength of one-part alkali activated fly ash using red mud as alkali supplier. Constr Build Mater 125:21–28. https://doi.org/10.1016/j.conbuildmat.2016.08.015
Wang K, Du L, Lv X, He Y, Cui X (2017) Preparation of drying powder inorganic polymer cement based on alkali-activated slag technology. Powder Technol 312:204–209. https://doi.org/10.1016/j.powtec.2017.02.036
Hajimohammadi A, van Deventer J (2017) Characterization of one-part geopolymer binders made from fly ash. Waste Biomass Valor 8(1):225–233. https://doi.org/10.1007/s12649-016-9582-5
Hajimohammadi A, Van Deventer J (2017) Solid reactant-based geopolymers from rice hull ash and sodium aluminate. Waste Biomass Valor 8(6):2131–2140. https://doi.org/10.1007/s12649-016-9735-6
Nematollahi B, Sanjayan J, Qiu J, Yang EH (2017) High ductile behavior of a polyethylene fiber-reinforced one-part geopolymer composite: a micromechanics-based investigation. Arch Civ Mech Eng 17(3):555–563. https://doi.org/10.1016/j.acme.2016.12.005
Nematollahi B, Sanjayan J, Qiu J, Yang EH (2017) Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr Build Mater 131:552–563. https://doi.org/10.1016/j.conbuildmat.2016.11.117
Ma C, Long G, Shi Y, Xie Y (2018) Preparation of cleaner one-part geopolymer by investigating different types of commercial sodium metasilicate in China. J Clean Prod 201:636–647. https://doi.org/10.1016/j.jclepro.2018.08.060
Hajimohammadi A, Ngo T, Kashani A (2018) Sustainable one-part geopolymer foams with glass fines versus sand as aggregates. Constr Build Mater 171:223–231. https://doi.org/10.1016/j.conbuildmat.2018.03.120
Adesanya E, Ohenoja K, Luukkonen T, Kinnunen P, Illikainen M (2018) One-part geopolymer cement from slag and pretreated paper sludge. J Clean Prod 185:168–175. https://doi.org/10.1016/j.jclepro.2018.03.007
Sturm P, Gluth GJG, Jäger C, Brouwers HJH, Kühne HC (2018) Sulfuric acid resistance of one-part alkali-activated mortars. Cem Concr Res 109:54–63. https://doi.org/10.1016/j.cemconres.2018.04.009
Askarian M, Tao Z, Samali B, Adam G, Shuaibu R (2019) Mix composition and characterization of one-part geopolymers with different activators. Constr Build Mater 225:526–537. https://doi.org/10.1016/j.conbuildmat.2019.07.083
Abdollahnejad Z, Luukkonen T, Mastali M, Giosue C, Favoni O, Ruello ML, Kinnunen P, Illikainen M (2019) Microstructural analysis and strength development of one-part alkali-activated slag/ceramic binders under different curing regimes. Waste Biomass Valor 11(6):3081–3096. https://doi.org/10.1007/s12649-019-00626-9
Oderji SY, Chen B, Ahmad MR, Shah SFA (2019) Fresh and hardened properties of one-part fly ash-based geopolymer binders cured at room temperature: effect of slag and alkali activators. J Clean Prod 225:1–10. https://doi.org/10.1016/j.jclepro.2019.03.290
Oderji SY, Chen B, Shakya C, Ahmad MR, Shah SFA (2019) Influence of superplasticizers and retarders on the workability and strength of one-part alkali-activated fly ash/slag binders cured at room temperature. Constr Build Mater 229:116891. https://doi.org/10.1016/j.conbuildmat.2019.116891
Almalkawi AT, Balchandra A, Soroushian P (2019) Potential of using industrial wastes for production of geopolymer binder as green construction materials. Constr Build Mater 220:516–524. https://doi.org/10.1016/j.conbuildmat.2019.06.054
Abdollahnejad Z, Mastali M, Falah M, Shaad KM, Luukkonen T, Illikainen M (2020) Durability of the reinforced one-part alkali-activated slag mortars with different fibers. Waste Biomass Valor 1–15. https://doi.org/10.1007/s12649-020-00958-x
Ma C, Zhao B, Guo S, Long G, Xie Y (2019) Properties and characterization of green one-part geopolymer activated by composite activators. J Clean Prod 220:188–199. https://doi.org/10.1016/j.jclepro.2019.02.159
Abdollahnejad Z, Mastali M, Woof B, Illikainen M (2020) High strength fiber reinforced one-part alkali activated slag/fly ash binders with ceramic aggregates: microscopic analysis, mechanical properties, drying shrinkage, and freeze-thaw resistance. Constr Build Mater 241:118129. https://doi.org/10.1016/j.conbuildmat.2020.118129
Shah SFA, Chen B, Oderji SY, Aminul Haque M, Ahmad MR (2020) Comparative study on the effect of fiber type and content on the performance of one-part alkali-activated mortar. Constr Build Mater 243:118221. https://doi.org/10.1016/j.conbuildmat.2020.118221
Zhou S, Ma C, Long G, Xie Y (2020) A novel non-Portland cementitious material: mechanical properties, durability and characterization. Constr Build Mater 238:117671. https://doi.org/10.1016/j.conbuildmat.2019.117671
Davidovits J (1994) Global warming impact on the cement and aggregates industries. World Resour Rev 6:263–278
American Society of Testing and Materials (2008) Standard specification for coal fly ash and raw or calcined natural pozzolan for use in concrete (ASTM C618)
Askarian M, Tao Z, Adam G, Samali B (2018) Mechanical properties of ambient cured one-part hybrid OPC-geopolymer concrete. Constr Build Mater 186:330–337. https://doi.org/10.1016/j.conbuildmat.2018.07.160
Escalante JI, Mendoza G, Mancha H, López J, Vargas G (1999) Pozzolanic properties of a geothermal silica waste material. Cem Concr Res 29(4):623–625. https://doi.org/10.1016/S0008-8846(98)00238-5
Gluth GJG, Lehmann C, Rübner K, Kühne H-C (2013) Geopolymerization of a silica residue from waste treatment of chlorosilane production. Mater Struct 46(8):1291–1298. https://doi.org/10.1617/s11527-012-9972-5
Rice Husk Ash (2008) About rice husk ash. Retrieved 21 Feb 2020, from https://www.ricehuskash.com/product.html
Bakar BH, Putra JR, Hamidi A (2011) Malaysian rice husk ash—improving the durability and corrosion resistance of concrete: pre-review. In: Asia Pacific structural engineering conference (APSEC). Concrete Research Letters
Davidovits J (1991) Geopolymers: inorganic polymeric new materials. J Therm Anal Calorim 37:1633–1656. https://doi.org/10.1007/BF01912193
Wang SD, Scrivener KL, Pratt PL (1994) Factors affecting the strength of alkali-activated slag. Cem Concr Res 24(6):1033–1043. https://doi.org/10.1016/0008-8846(94)90026-4
Dong M, Elchalakani M, Karrech A (2020) Development of high strength one-part geopolymer mortar using sodium metasilicate. Constr Build Mater 236:117611. https://doi.org/10.1016/j.conbuildmat.2019.117611
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Ming, L.Y., En, O.W., Yong, H.C., Abdullah, M.M.A.B., Ween, O.S. (2021). Characteristic of One-Part Geopolymer as Building Materials. In: Abdul Kadir, A., Amira Sarani, N., Shahidan, S. (eds) Sustainable Waste Utilization in Bricks, Concrete, and Cementitious Materials. Lecture Notes in Civil Engineering, vol 129. Springer, Singapore. https://doi.org/10.1007/978-981-33-4918-6_6
Download citation
DOI: https://doi.org/10.1007/978-981-33-4918-6_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4917-9
Online ISBN: 978-981-33-4918-6
eBook Packages: EngineeringEngineering (R0)