
Abstract
Fused deposition modelling (FDM) is a rapid prototyping method which can automatically construct models through software operated by computer-aided design data; the process is of layer-by-layer addition without the usage of external tooling. In this study, FDM is used as additive manufacturing processes in order to design and select optimal material structures with required properties. In this current research study, polylactic acid (PLA) material was explored for 3D printing. The parts were printed according to Taguchi’s L9 orthogonal arrays with input parameters like print speed (PS), fill density (FD) and layer height (LH). The 3D-printed parts were tested for ultimate tensile strength, impact strength, flexural strength and shore D hardness according to ASTM standards. Analysis of variance (ANOVA) was employed to study the influence of output parameters with respect to input parameters. Optical microscopy was employed to study the fractured surfaces.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
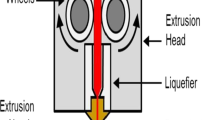
Additive manufacturing is a process of creating objects through layer-by-layer manufacturing from the three-dimensional (3D) model data; it is an automation process, and it is quick and flexible. It also reduces half of the manufacturing lead time, even with high complex parts [1]. Rapid manufacturing processes are broadly classified into with laser usage and without laser usage; fused deposition modelling (FDM) is an emerging type which produces prototypes in aerospace application and rapid tooling of highest accuracy and ensures functional requirements without using laser. Stereolithography is a process which uses laser and needs high-level maintenance and care than the FDM [2, 3]. The material is supplied to extrusion nozzle from a coil of plastic or metal wire filament which is unrolled. The nozzle is then used to heat the filament and melt it at respective temperatures. The nozzle can be moved in both vertical and horizontal directions by the numerically controlled mechanism, assisted by the software package. The beads are formed after the nozzle gets heated to form layers, and after the material gets extruded, it starts to harden immediately [4].
The influencing parameters to create high accuracy of FDM products depend on the layer thickness, print speed and fill density [5]. When improper factors are selected, there will be defects in the products produced. Anitha et al. [6] concluded that layer thickness is one of the influential factors during the FDM process. Sood et al. [7] studied the parameters like layer thickness, orientation, raster width, raster angle and air gap during the FDM process. Galantucci et al. [8] concluded that build direction has a little effect on 3D-printed parts.
Taguchi’s design of experiments is used to reduce the number of parameters and to study the influencing factor during the experiments and their interactions. When the number of experiments is reduced, there is a reduction of cost while carrying out the experiments.
From the previous literature survey, it was found that there are only few works related to 3D printing of PLA using FD as factor. In the current research work, PLA filaments were used for producing test components by 3D printing process. The factors considered during the process were FH, LH and PS, and the experiments were designed according to L9 orthogonal array. The mechanical characterization and fractography study were carried out. ANOVA was used for studying the importance of input parameters.
The objective of the work performed in this paper is to explore the effect of parameters like print speed, layer thickness and fill density for the PLA material. The study of tensile, impact, hardness and flexural testing is done, and the optical microscopy is done to see the fracture of tensile specimens.
2 Experiment Details
2.1 FDM Machine
The FDM machine used in this work was supplied by M/s Julia dual by Fractal Works, India. The 3D printing machine has the ability to process with all the three chosen parameters. The samples have been manufactured by 3D printing process using polylactic acid (PLA) threads [9]. The parts to be produced were initially modelled using SOLIDWORKS. The 3D CAD model is then converted to tessellation STL file format using SOLIDWORKS. The Fractal works software assists to vary the build parameters and helps in generating the G-code, which controls the extrusion head of the FDM machine [10]. The build plate was cleaned before each process, and it should be free from adhesives such that it should not affect the process.
2.2 Characterization of 3D-Printed PLA
The tensile test of the 3D-printed PLA was carried out according to ASTM D638 standards. The cross-head speed was maintained at 2 mm/min. Flexural tests of 3D printed were carried out according to ASTM D790-10 standards at a cross-head speed of 2 mm/min. The energy absorbed during the impact test of 3D-printed PLA was evaluated according to ASTM D256-10. The load applied was 6.5 J. The hardness of the 3D-printed PLA samples was assessed by shore D hardness according to ASTM D2240-05 standards. The microstructure of the fractured 3D-printed PLA samples was studied using optical microscope.
2.3 Parameters’ Selection and Experiment Details
After the completion of several trial-and-error experiments, the parameters selected for the experiments are fill density, layer thickness and print speed. These three parameters were selected in three levels for 3D printing of components. The levels of the 3D-printed components are listed in Table 20.1. Experiments were carried out according to Taguchi’s L9 experiments (Figs. 20.1, 20.2 and 20.3).

Fractured specimens after tensile test

Fractured specimens after flexural test

Fractured specimens after impact test
3 Results and Discussion
The 3D-printed PLA materials were characterized for mechanical characterization like tensile tests, flexural strength, impact strength, shore D hardness and fractured surfaces by optical microscopy. The results of the mechanical characterizations are listed in Tables 20.2 and 20.3.
3.1 Tensile Strength of PLA Material
The main effect plots of tensile strength of 3D-printed PLA are shown in Fig. 20.4. The highest values of tensile strength were recorded at 0.2 LH, and the strength is below the mean between 0.1 and 0.3 LH. The ultimate tensile strength has increased with increase in fill content of PLA material. Meanwhile, the lowest value of tensile strength is 24.260 MPa when the PLA is at 50% fill. The tensile strength is higher at 60 mm/s and lowest at 70 mm/s; it might be due to the wrapping up of layers providing holes between layers which should have reduced the tensile strength of PLA material.

Main effect plots for ultimate tensile strength
3.2 Flexural Strength of PLA Material
The main effect plots of flexural strength at 100% fill density had shown in Fig. 20.5, in which the highest value is 53.12 MPa and the lowest value is 37.5 MPa at 50% fill density. At 75% fill density, the flexural strength was better than the 50% fill density. The impact of layer height shows that the flexural strength has increased by increase in layer height but at 0.2 layer thickness, there is a small drop of strength as shown in graph. The flexural strength is high at 65 mm/s print speed but low at 60 mm/s. At 70 mm/s, there is a drop in flexural strength which might be due to wrapping effect caused between the layer-by-layer formations. Overall, the pattern shows an increase in flexural strength as the fill density concentration and layer thickness of PLA were increased.

Main effect plots for flexural strength
3.3 Impact Strength of PLA Material
The main effect plot of impact strength is shown in Fig. 20.6. When LH was at 0.1, the impact strength was lower compared with 0.2 and better with respect to 0.3. The best strength is obtained at 0.2 LH. The lowest value of impact strength was recorded at 2.756 J when the percentage of PLA fill density is only at 50%. Meanwhile, the highest value of impact strength was recorded when the fill density of PLA is 75% when the impact strength is 5.968 J. But the strength is reduced to 100% fill due to the energy absorbed stress. The impact strength was maximum at 70 mm/s PS which is marginally higher when compared with 65 mm/s. The presence of low speed 60 mm/s had reduced the impact strength when the layer by layer is not formed uniformly with some voids.

Main effect plots for impact strength
3.4 Shore D Hardness of PLA
The main effect plot of shore D hardness is shown in Fig. 20.7.

Main effect plots for shore D hardness
When LH was at 0.1, the shore D hardness value was lowest, and it increased when the layer thickness was at 0.2. The formation of irregular structure when the LH was set at 0.3 resulted in decrease in shore D hardness. The value of shore D hardness increased when the FD was increased from 50 to 100%. The absence of pores when the FD was set at 100% resulted in better shore D hardness values. The value of shore D hardness was maximum when the PS was at 65 mm/s due to formation of uniform layer during the printing process. The formation of non-uniform layer and presence of pores resulted in decrease in shore D hardness value.
3.5 Fractography Studies
The nature of fracture of the thermoplastic component is ductile which is due to the stretching and reorientation of materials that result in deformation. The fracture surface of the 3D-printed PLA samples shows ductile type of fracture. The fracture surface was analysed using optimal microscope, and it is shown in Figure. From figure, it can be seen that there was a presence of large number of pores when FD was at 50% which resulted in poor strength. The fractured surface of 75% FD shows less number of pores when compared to 50% FD. This is mainly due to the presence of more amount of PLA material during 3D printing process. When the FD was at 100, the presence of pores was very meagre when compared to remaining two materials. The proper filling of material at 100% FD resulted in enhanced properties. Thus, the fill density must be selected properly for getting better characteristics. There was a good correlation between the optical microscopic studies and experimental data (Figs. 20.8, 20.9 and 20.10).

Optical microscopy image of 50% FD

Optical microscopy image of 75% FD

Optical microscopy image of 100% FD
4 ANOVA
The ANOVA was employed for studying the effect of output parameters with respect to input parameters. The ANOVA table for tensile strength, flexural strength, impact strength and shore D hardness is shown in table. From table, it can be concluded that FD is one of the vital factors for determining the strength of 3D-printed PLA components (Table 20.4).
In the case of flexural strength, impact strength and shore D hardness, LH was the least dominant factor, while in the case of tensile strength, PS was the least one (Tables 20.5, 20.6 and 20.7).
4.1 Predicted Mean
From the determination of the optimum values from the ANOVA table, the mean of the response (μ) at the optimum condition is predicted. From significant parameters, mean is calculated. The optimal value of the response characteristic is obtained from the significant parameters identified by ANOVA using Eq. 20.1.
- \(\bar{Y}\) :
-
Overall mean of the response;
- \(\bar{A},\,\bar{B},\, \bar{C}\) :
-
Average values of response at levels of significant parameters.
4.2 Determination of Confidence Intervals
The estimate of the mean (μ) is only a point estimate based on the average of results obtained from the experiment. It is a statistical requirement that the value of a parameter should be predicted along with a range within which it is likely to fall for a given level of confidence. This range is called confidence interval (CI), and it is calculated by Eq. 20.2
- \(F _{\upalpha} \left( {v_{1} , v_{2} } \right)\) :
-
The F-ratio at the confidence level;
- \(v_{1}\) :
-
The number of degree of freedom of the mean;
- \(v_{2}\) :
-
Is the number of degree freedom of the error;
- N :
-
Total number of result;
- R :
-
Sample size for confirmation experiments;
- \({\text{MS}}_{\text{e}}\) :
-
Error variance;
- \(\eta_{{\text{eff}}}\) :
-
Is the effective sample size.
From the above, using Eqs. (20.1–20.3) and the significant parameters obtained from the ANOVA, the following predicted optimum and confidence interval of the predicted mean have been shown in Table 20.8 for tensile, flexural, impact and hardness tests.
4.3 Confidence Interval
The confidence interval (CI) is defined as an interval estimate of a parameter population, in which the significant parameter is indicated as the reliable estimate. The confidence level or confidence coefficient is used to determine the frequency of observed interval. The width depicts the confidence interval obtained which shows how uncertain we are about the unknown parameter. A very wide interval may indicate that further data should be collected to narrow down to a very definite parameter.
5 Conclusions
The 3D printing of PLA components was carried out by FDM process, and it is tested by various characterization methods. From the results obtained from the varied parameters, viz. Print speed, layer height and fill density of PLA processed by 3D printing technology, the following conclusions are drawn.
The ultimate tensile strength, impact strength, shore D hardness and flexural strength were evaluated. The ultimate tensile strength, shore D hardness and flexural strength are maximum at 100% FD, and the impact strength is higher at 75% FD.
The fill density has the highest contribution factor which influences mechanical characteristics of the PLA material during the 3D printing process.
The LH of 0.2 mm has influenced the mechanical characteristics like tensile strength, impact and shore D hardness, but the flexural strength has been increased at 0.3 LH.
The chosen parameters of PS did not have a dominant factor that influences the mechanical characteristics, unless higher speed gives the defect of wrapping and low speed gives heat-affected zones.
From the 95% confidence interval, the optimized value of tensile strength was predicted to be 35.56 ± 1.86 MPa. The corresponding mean for the optimum conditions was found to be 35.77 MPa which is within the predicted range. Similarly, for the remaining flexural, impact and hardness tests, the values got from the optimum parameter were also within the predicted range.
Thus, this research gives some adequate knowledge of the 3D printing on PLA filament in popularizing digital manufacturing in Indian precision casting industries.
This work can be still further extended by adding fillers to PLA matrix, and the related properties can be evaluated and compared with pure PLA.
References
Chua, C.K., Leong, K.F.: Rapid Prototyping: Principles and Applications in Manufacturing. Wiley (1997)
Jain, P., Kuthe, A.M.: Feasibility study of manufacturing using rapid prototyping: FDM approach. Proc. Eng. 1(63), 4–11 (2013)
Karapatis, N.P., Van Griethuysen, J.P.S., Glardon, R.: Direct rapid tooling: a review of current research. Rapid Prototy. J. 4(2), 77–89 (1998)
Gregorian, A., Elliot, B., Navarro, R., Ochoa, F., Singh, H., Monge, E., Foyos, J., Noorani, R., Fritz, B., Jayanthi, S.: Accuracy improvement in rapid prototyping machine (FDM-1650). In: Solid Freeform Fabrication Proceedings, pp. 77–84 (2001)
Zhou, J., Herscovici, D., Chen, C.C.: Parametric process optimization to improve the accuracy of rapid prototyped stereolithography parts. Int. J. Mach. Tools Manuf. 40, 363–379 (2000)
Anitha, R., Arunachalam, S., Radhakrishnan, P.: Critical parameters influencing the quality of prototypes in fused deposition modelling. J. Mater. Process. Technol. 118, 385–388 (2001)
Sood, A.K., Chaturvedi, V., Datta, S., Mahapatra, S.S.: Optimization of process parameter infused deposition modelling using weighted principle component analysis. J. Adv. Manuf. Sys. 2, 241–250 (2011)
Galantucci, L.M., Lavecchia, F., Percoco, G.: Experimental study aiming to enhance the surface finish of fused deposition modeled parts. Manuf. Technol. 58, 189–192 (2009)
Marcos, M., Wendt, C., Fernandez-Vidal, S., Gomez-Parra, A., Batista, M.: Adv. Mat. Sci. Eng. (2016). Article ID 5780693. http://dx.doi.org/10.1155/2016/5780693
Groover, M.P.: Modern Manufacturing, 5th edn. Wiley (2013)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Ramesh, M., Panneerselvam, K. (2020). PLA-Based Material Design and Investigation of Its Properties by FDM. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Additive Manufacturing and Joining. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9433-2_20
Download citation
DOI: https://doi.org/10.1007/978-981-32-9433-2_20
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9432-5
Online ISBN: 978-981-32-9433-2
eBook Packages: EngineeringEngineering (R0)