
Abstract
Wire electrode discharge machining (WEDM) is an accurate but an expensive and time-consuming process. In order to establish a stable connection between input and output variables, implementation of soft computing techniques can be useful. Therefore, the current study focuses on comparing adaptive neuro-fuzzy inference system (ANFIS)-based subtractive clustering algorithm with numerous input combinations as well as multivariate regression models in order to simulate and map the output variables with the process parameters used during experimentations, namely pulse-on time (Ton), servo voltage (Sv), wire feed (Wf), and wire tension (Wt). Results show that ANFIS models have the ability to estimate the edge roughness (Er) and kerf width (Kw) more accurately with 96.2 and 97.3% accuracy. ANFIS model is more reliable, accurate, and productive as it uses the learning of neural networks to predict. Also, the developed model has been used to study and explain the effect of various input variables upon the quality of machining. High pulse-on time directly decreases the quality increasing the edge roughness and kerf width which are both undesirable. Low wire feed has shown to decrease both the response parameters regardless of other input parameters. Wire tension has shown much less significant effect as compared to the other three variables.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
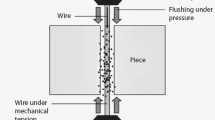
Manufacturing industry all around the world is focusing on improving quality even for intricate geometries but not at the expense of high cost. The issue of high forces generated in traditional machining processes has been overcome by the advent of non-conventional machining processes which removed the contact between the tool and workpiece and hence reducing contact and frictional stresses. Wire electrode discharge machining (WEDM) is one of the advanced machining process which uses electro-thermal process for machining conductive materials. A thin metal wire as the electrode removes the material by melting and vaporization of workpiece material [1]. Continuously flowing dielectric fluid ensures the flushing of debris thus formed from the workpiece surface. The spark erosion process used for material removal in WEDM makes it possible to machine even the hard materials. Since there is no contact between tool and workpiece surfaces, friction does not come into play and hence residual stresses generated at the cutting zone are low.
Mahapatra et al. [2] through the study of different input variables including pulse-on time (Ton), pulse frequency, discharge current, wire speed, wire tension (Wt) and dielectric flow on the surface finish, and kerf width (Kw) found discharge current, pulse duration, and dielectric flow rate to be the most influential parameters for minimization of surface roughness and kerf width in rough cutting operations. Kumar et al. [3] found IP (peak current), Ton, Toff, and Wf to have effect on the surface finish in that order while WEDM of high-speed steel (HSS) through zinc-coated wire. Sharma et al. [4] did the experimental study followed by parameter optimization on WEDM and found out that Ton majorly affects the response parameters such as surface roughness (Sr) and Cr. Experimental investigation done by Garg et al. [5] focused on machining Al/10% ZrO2(P) metal matric composite by WEDM. They studied the effect of the input parameters on surface roughness (Sr) and cutting velocity (CV). Machining parameters such as pulse width, short time pulse and time between pulses were found to affect both the response parameters most. Servo control mean reference voltage was observed to have similar significance on affecting the response parameters. Fard et al. [6] machined AlSiC metal matrix composite to study the effect of Ton, Toff, Wf, Wt, Sv, and discharge current on Sr and cutting speed by applying ANOVA to the experimental results. In his study, Ton and discharge current were found to be the most significant factors influencing the studied targets while Wt had the least impact. Parmanik et al. [7] processed duplex stainless steel in WEDM and observed that increasing Ton did not have a linear effect on Kw and craters along with resolidified molten were noticed on the machined surface. Tosun et al. [8] analyzed the crater sizes formed due to 0.25 mm diameter brass wire under different cutting parameters. It was concluded that pulse duration and open-circuit voltage have adverse effect on crater [8]. Chopra et al. [9] found low Ton and Sv to be the important parameters to minimize edge roughness (Er) while machining EN-31 through WEDM.
Regression is a statistical approach to establish a relationship between two sets of variables, dependent variables and the independent variables. Regression can further be multivariate regression or multiple regression. Multivariate regression refers to estimating more than one output variable using single regression model and when multivariate regression consists of more than one predictor variable it refers to multivariate multiple regression. Majumder et al. [10] studied the impact of pulse-on time, pulse-off time and wire feed on kerf width (Kw), Sr, and material removal rate (MRR). They developed general regression neural network (GRNN) and multiple regression models for prediction and comparison of studied key machinability aspects. Maher et al. [11] performed experiments to study the impact on CNC WEDM response parameters like cutting speed, surface roughness, and white layer thickness while machining titanium alloy grade 5(Ti6Al4V). Their study involves development of a regression model to study the effect of performance index on the machinability aspects studied. In order to increase the productivity and accuracy of the machining of super alloy, Udimet-L605 done by WEDM, Nain et al. [12] developed linear regression model to understand the relation between input and output parameters followed by application of particle swarm optimization (PSO), concluding Ton to be the most impacting factor on Cr.
Artificial neural networks were introduced to simulate the neural structure similar to brain by establishing a relationship between I/O data during training phase which could be recalled during the verification or optimization process [13]. In ANN algorithms, each processing element or neurons can reproduce the biological NN having numerous inputs and a single output considering certain assumptions and constraints. ANN is an effective technique which can approximate with high precision even nonlinear functions [14] but the efficiency is constrained to problem under consideration [15]. Ramakrishnan et al. [16] designed an ANN model using back-propagation algorithm to predict the characteristic parameters, namely MRR and Sr, of CNC WEDM while machining Inconel 718. Optimization was done using multi-response signal-to-noise ratio (MRSN) and analysis of variance (ANOVA) was applied to determine the level of impact of the response parameters.
Adaptive neuro-fuzzy inference system (ANFIS) combines ANN with fuzzy modeling thus capturing benefits of both techniques in one framework only. It provides a means to map the input–output data relations. Yilmaz et al. [17] developed a fuzzy model that allowed precise selection of EDM parameters using if-then. Fuzzification was done by triangular membership function while defuzzification process was then carried out by centroid area method in order to obtain minimum electrode wear and better surface quality. Maher et al. [18] applied ANFIS to predict the value of white layer thickness (WLT) in WEDM and obtained an accuracy of 97.39%. Maher et al. [19] successfully designed ANFIS model for the selection of optimum machining parameters with the objective of achieving higher productivity at the highest possible surface quality and sustainable development at minimum cost.
Present study is conducted with the objective of investigating the effect of four input parameters, pulse-on time, servo voltage, wire tension, and wire feed on the machining performance of die steel EN-31 and to develop both multivariate regression and ANFIS model to predict and improve the output parameters, viz. edge roughness (Er) and kerf width (Kw). EN-31 alloy steel has a number of applications in manufacturing industry due to its outstanding wear resistance and high load-carrying capacity. There is limited literature available on the prediction and optimization of Kw; however, no study has been carried out for prediction of Er while machining through WEDM.
2 Experimental Work
The experiments were conducted on “Electronica Wire-cut Electric Discharge Machine” which can cut with speeds upto 230 mm2/min and workpiece of heights up to 250 mm can be held in its clamp. Out of many wires available for cutting operation, brass wire having a diameter of 250 µm was used which provides better integrity of surface while conducting current. Deionized water is a proven dielectric to provide a good conducting sphere of influence while machining and hence was used in our experimentations.
Four machining parameters, namely pulse-on time (Ton), servo voltage (Sv), wire tension (Wt), and wire feed (Wf), were selected in this study for investigating the effect on edge roughness and kerf width. These parameters were identified on the basis of literature survey and pilot experimentation to maintain the appropriate spark gap. Ton and Sv were scrutinized at three levels while Wf and Wt were scrutinized at two levels on the basis of economic impact of changing the parameters. Duty factor for the machine was kept at 0.7. A general full-factorial design for experimentation was used for studying the effect of each parameter on performance. Table 43.1 shows the control parameters and their levels along with the other parameters that were kept constant throughout the machining operation.
The crests and troughs formed along the edge were the result of craters and irregularities formed due to the rapid melting and re-solidification of material. The accuracy of machined component is a direct measure of kerf width and edge roughness which were measured at several locations along the machined edge by “Olympus optical microscope” as shown in Fig. 43.1 and averaged over all the readings for each experiment. Each machined specimen was cleaned with acetone before observing under the optical microscope.

a Experimental setup, b kerf width measurement, and c microscopic image of machined surface at Ton = 110 µs, Sv = 60 V
3 Modeling Approach
Regression analysis has been used to map the input and output variables in order to obtain a function which could predict the response measures on the basis of given input values. Since the ranges of our parameters are not consistent and hence weights were required, instead, techniques like feature scaling, normalization, and polynomial feature scaling were applied as a part of data preprocessing step. It is usually done using Min-Max scaling method, which is the simplest method of all and consists of rescaling the range of features in range of [−1, 1]. Equation (43.1) shows the formula used. Platform used for this project is Jupyter Notebook and programming language was Python. Scikit-learn is a popular open-source library used to implement machine learning and perform statistical analysis in Python. It features various classification, regression, and clustering algorithms and is designed to interoperate with the Python numerical and scientific libraries NumPy, SciPy, and Pandas.
After that, polynomial feature transformation was applied for both degree 2 polynomial and degree 3 polynomial. It helped find relationship between different dependent variables and their impact on independent variables, Er and Kw. Cubic polynomial regression helped improve the R score from 67 to 94% for both of our response variables which is more accurate than linear regression. The function obtained for Kw and Er are depicted in Eqs. (43.2) and (43.3).
where x1, x2, x3, and x4 are the independent variables (Ton, Sv, Wf, and Wt, respectively) along with the regression coefficients.
ANFIS model exploits the capability of learning by neural network in order to establish a relationship between input–output parameters which uses fuzzy rules. Due to high variability in the input variables, subtractive clustering algorithm was used for fuzzy rule determination process which checks each and every data point for potential cluster center and the point with highest density in its vicinity is considered as the cluster center with readings outside the range of influence of that center being excluded and are again checked for potential of being a cluster center. It is an iterative process that runs until all points lie within the range of influence of a cluster center. Subtractive clustering approximates the function as a generalized bell curve and determine the number of rules and membership functions. Since the number of centers to be created for the distribution of data was not clear, automated algorithm of subtractive clustering and fuzzy rules were used. Similar to feature scaling, the data were first normalized as ranges for our variables are not same. In normalization, mean is involved when standardizing the data as shown in the equation below:
The data were then trained using the MATLAB’s ANFIS toolkit using subtractive clustering as an FIS technique having 0.5 s the range of influence using the hybrid training algorithm. The structure with four input and single output parameters formed a structure containing 30 input membership functions and fuzzy rules as shown in Fig. 43.1. The membership functions and parameters obtained are shown in Table 43.2. Training error for Er and Kw came out to be 2.16e–7 and 1.51e–7, respectively. The trained model was used to test the data and predict for randomly selected readings as mentioned in Sect. 43.4.
4 Results and Discussion
Effect of machining parameters on Er and Kw is shown in Figs. 43.2 and 43.3. With the rise in Sv and Ton values roughness is found to be increasing. While wire tension at higher Sv values and wire feed has negligible effect on the roughness. Higher values of wire tension reduce the vibration in the wire thus maintaining the spark gap required for the machining process. The reduced vibrations give more interaction time to electrode with the workpiece thus utilizing the energy available for material removal and forming larger number of craters on the surface. At higher gap, voltage energy density is more resulting in more rapid vaporization and hence localized material removal takes place at the cutting edge which leads to higher roughness. As the pulse duration increases, discharge energy around the wire intensifies. Due to more energy available at the spark zone, deep craters are formed which contribute to the roughness of the cutting edge.

Modeled edge roughness by ANFIS w.r.t a wire feed and servo voltage, b wire tension and servo voltage, and c wire feed and pulse-on time

Modeled kerf width by ANFIS in w.r.t. a wire feed and servo voltage, b wire tension and servo voltage, and c wire feed and pulse-on time
Kerf width depends on the radius of effective spark gap. With the rise in Sv spark energy increases, this increases accounts for a wider spark gap and hence higher kerf width values. Kerf width was found to be increase with Ton. As at higher Ton values, more electrons from the wire comes in contact with the neutral particles of dielectric fluid. This interaction magnifies the ionization effect which causes more material to vaporize. While wire tension is not affecting the kerf much, wire feed at lower Sv and Ton values decreases the kerf. This can be accounted to the inability of wire to maintain least required spark gap for conduction when the vibrations in the wire are more at higher feed. When more discharge energy is available, increase in vibrations results in widening the gap further.
5 Model Verification
Six random readings were selected to test the models generated by both the methods. First, they were put into the relation obtained from multivariate regression and each output value was compared with experimental value and a prediction error was calculated for both Er and Kw as shown in Tables 43.3 and 43.4. Average error, Eavg was measured by the following formula:
where Ei = error of sample number i an m is the total number of samples.
The errors in multivariate regression model came out to be 15.1 and 5.3% for Er, and Kw, respectively. The same six readings were then predicted with the ANFIS model and again a prediction error was measured. ANFIS model predicted the output with an error of 3.8 and 2.7% for Er and Kw, respectively. Figure 43.4 shows the comparison of measured and predicted values of test data in ANFIS model. These low values of average error show that the ANFIS model developed is adequate to predict the studied response parameters, Er and Kw. However, the average prediction error obtained through multivariate regression model for Er and Kw are quite high when compared with ANFIS model and is thus, not capable of predicting the machinability aspects accurately.

Measured vs. predicted values for a edge roughness and b kerf width
5.1 Analysis of Machining Variables
Analysis of variance (ANOVA) was performed to determine significance of each machining parameters on both the responses. Er is most influenced by servo voltage followed by Wt, Wf, and Ton as can be seen from Table 43.5 below, whereas Table 43.6 shows that Ton and Wf are the most and least important parameters, respectively, for affecting the kerf.
Main effects plots for the mean of Er and Kw were also plotted using MiniTab software. Figure 43.5a shows the relation of Er with the various machining parameters. Roughness is increasing with the increase in Wt, Sv, and Ton but is inversely dependent on the Wf, while Kw is seen to be directly dependent on all the input parameters.

Main effects plot for a edge roughness and b kerf width
6 Conclusion
Manufacturing Industry has a socio-economic responsibility in providing quality products keeping the costs incurred as low as possible. This has driven many researchers to look for best set of machining conditions. A full-factorial design has been used for experimentations upon which predictive models were built through multivariate regression and ANFIS. ANFIS model was able to predict with an accuracy of 96.2 and 97.3% for Er and Kw, respectively, which is higher than that obtained by regression model. Surface plots from ANFIS show that high Ton values increase the Er significantly. High Wt also increased the roughness on edges. Similarly, increasing Ton and Sv increased the Kw. Lower wire feed value was able to decrease the Kw even at high Sv and Ton. These inputs cannot be kept too low as productivity is again a matter to be considered while production and hence a trade-off is necessary while deciding the input variables for any machining process. Further work can include finding the most optimum input variables which could give highly efficient process.
References
Mussada, E.K., Hua, C.C., Rao, A.K.P.: Surface hardenability studies of the die steel machined by WEDM. Mater. Manuf. Process. 1–6 (2018). https://doi.org/10.1080/10426914.2018.1476695
Mahapatra, S.S., Patnaik, A.: Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol. 34, 911–925 (2006). https://doi.org/10.1007/s00170-006-0672-6
Kumar, K., Agarwal, S.: Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 62(5–8), 617–633 (2011)
Sharma, N., Raj, T., Jangra, KK.: Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. In: Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 1–15(2015). https://doi.org/10.1177/0954405415577710
Garg, S.K., Manna, A., Jai, A.: An investigation on machinability of Al/10% ZrO2 (P)-metal matrix composite by WEDM and parametric optimization using desirability function approach. Arabian J. Sci. Eng. 39(4), 3251–3270 (2014). https://doi.org/10.1007/s13369-013-0941-2
Babu, K.A., Venkataramaiah, P.: Multi-response optimization in wire electrical discharge machining (WEDM) of Al6061/SiCp composite using hybrid approach. J. Manuf. Sci. Prod. 15(4), 327–338 (2015). https://doi.org/10.1515/jmsp-2015-0010
Pramanik, A., Basak, A.K., Dixit, A.R.: Processing of duplex stainless steel by WEDM. Mater. Manuf. Process. (2018). https://doi.org/10.1080/10426914.2018.1453165
Tosun, N., Pihtili, H.: The effect of cutting parameters on wire crater sizes in wire EDM. Int. J. Adv. Manuf. Technol. 21(10–11), 857–865 (2003). https://doi.org/10.1007/S00170-002-1404-1
Chopra, K., Payla, A., Mussada, E.K.: Detailed experimental investigations on machinability of EN31 steel by WEDM. Trans. Indian Inst. Metals, 1–9(2019). https://doi.org/10.1007/s12666-018-1552-0
Majumder, H., Maity, K.P.: Predictive analysis on responses in WEDM of titanium grade 6 using general regression neural network (GRNN) and multiple regression analysis (MRA). Silicon 10(4), 1763–1776 (2018). https://doi.org/10.1007/s12633-017-9667-1
Maher, I., Sarhan, A.A.D.: Proposing a new performance index to identify the effect of spark energy and pulse frequency simultaneously to achieve high machining performance in WEDM. Int. J. Adv. Manuf. Technol. 91(1–4), 433–443 (2017). https://doi.org/10.1007/s00170-016-9680-3
Nain, S.S., Gard, D., Kumar, S.: Investigation for obtaining the optimal solution for improving the performance of WEDM of super alloy Udimet-L605 using particle swarm optimization. Eng. Sci. Technol. Int. J. 21(2), 261–273 (2018). https://doi.org/10.1016/j.jestch.2018.03.005
Chojaczyk, AA.: Review and application of artificial neural networks models in reliability analysis of steel structures. Struct Saf, (2014). http://dx.doi.org/10.1016/j.strusafe.2014.09.002
Cardoso, J., de Almeida, J.R., Dias, J., Coelho, P.: Structural reliability analysis using Monte Carlo simulation and neural networks. Adv. Eng. Softw. 39(6), 505–513 (2008)
Bucher, C.: Most T. A comparison of approximate response functions in structural reliability analysis. Probab. Eng. Mech. 23(2–3), 154–63 (2008)
Ramakrishnan, R., Karunamoorthy, L.: Modeling and multi-response optimization of Inconel 718 on machining of CNC WEDM process. J. Mater. Process. Technol. 207, 343–349 (2008). https://doi.org/10.1016/j.jmatprotec.2008.06.040
Yilmaz, O., Eyercioglu, O., Gindy, N.N.Z.: A user-friendly fuzzy-based system for the selection of electro discharge machining process parameters. J. Mater. Process. Technol. 172, 363–371 (2006)
Maher, I., Sarhan, A.A.D., Marashi, H., Barzani, M.M., Hamdi, M.: White layer thickness prediction in WEDM-ANFIS modeling. Malaysian Int. Tribology Conf. 16–17, 240–241(2015). Penang, Malaysia
Maher, I., Sarhan, A.A.D., Marashi, H., Barzani, M.M., Hamdi, M.: Increasing the productivity of the wire-cut electrical discharge machine associated with sustainable production. J. Cleaner Prod. (2015). https://doi.org/10.1016/j.jclepro.2015.06.047
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chopra, K., Payla, A., Kaur, G., Mussada, E.K. (2019). ANFIS-Based Subtractive Clustering Algorithm for Prediction of Response Parameters in WEDM of EN-31. In: Narayanan, R., Joshi, S., Dixit, U. (eds) Advances in Computational Methods in Manufacturing. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9072-3_43
Download citation
DOI: https://doi.org/10.1007/978-981-32-9072-3_43
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9071-6
Online ISBN: 978-981-32-9072-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)