
Abstract
Sustainability is the latest buzzword across the globe that includes three aspects, namely the environment, economics, and society. With the emergence, acceptance, and obsolescence of fast fashion, textile wastes are growing to unprecedented levels at phenomenal rates. Textile wastes can be the raw materials for the developments of new value-added products through a proper recycling methodology. Textile waste management systems are currently undergoing a crucial phase, which aims to produce the value-added products through various recycling concepts and methods. Applications of preconsumer textile waste, postconsumer textile waste, and postindustrial textile wastes for the manufacture of home furnishings, branded apparel and accessories, concrete and composites, and other specialized products such as cleanroom garments, heating elements, and mountaineering equipment are discussed in the present chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Sustainability, the catchphrase, looks very simple, but it is difficult to define, understand, and adopt in industry practices. An able definition was first given by Brundtland (formerly known as the World Commission on Environment and Development), in its report for the term sustainable development as “the development that meets the needs of the present without compromising the ability of future generations to meet their own needs” [1]. Adequate use of natural resources is vital for the sustainability of human beings on the earth, the earth as the whole, and the rates of natural resource generation and consumption should also match sustainability. The United Nations Environment Programme (UNEP), in its 2011 annual report predicted that the rate of consumption would become three times higher by the year 2050 with the present rate of consumption, taken into account, which puts an enormous amounts of stress on the already depleting scarce natural resources. One of the solutions to this ever-increasing problem would be the sustainable use of materials with the focus being shifted towards circular material flow (reuse, recycle) rather than conventional linear flow that relies on extraction, use, and disposal in landfills [2]. The need of the hour is to shift mankind’s entire focus on either the 3R or 4R concept to adopt sustainability. The popular 3R concept comprises reuse, reduce, and recycle for the benefit of the environment, whereas the additional “rebuy” concept gives it another dimension and is aptly known as the 4R concept (Fig. 1a source: http://silversretro.blogspot.in/2011/01/reduse-reuse-recycle-and-repair-for-our.html and Fig. 1b source: http://sccomm.uga.edu/newsletters/fall06/4.htm respectively). It emphasizes the importance of rebuying products manufactured from recycled or reclaimed materials.

a Concept of 3R and b 4R for sustainability
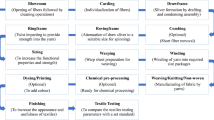
The typical sequences of processes adopted in the development of textiles and apparel using recycled or reclaimed fibers or a roadmap, may be adopted from Table 1. All the steps involved in the roadmap are elaborated upon at the appropriate places in this chapter.
2 Wastes, Methods of Recycling and Labeling
Recycling, a well-known and widely used terminology, necessarily consists of both downcycling and upcycling. Downcycling and upcycling aim to prevent wasting potentially useful materials, reducing consumption of raw materials, energy usage, and reducing air and water pollution. Downcycling is the process of converting waste materials or scrap products into new materials or products of lesser quality and reduced functionality. Examples of downcycling may include making a rug from clothing wastes and producing lower-grade plastic from recycling. Upcycling, the term introduced by Reiner Pilz of Pilz GmbH in 1994, is the process of converting waste materials into new materials or products of better quality, for better environmental values. Upcycling has seen an increase in use due to its current marketability and the lowered cost of reused materials. Popular examples of upcycling include making a rug from fabric scraps and producing a new skirt from old denims.
Recycling technologies are divided into primary, secondary, tertiary, and quaternary approaches based on the raw materials used and the products produced at the end of the process (Table 2). All four approaches also exist for fiber and fabric recycling [3, 4]. The US Environmental Protection Agency (USEPA) estimates that textile wastes occupy nearly 5 % of all landfill spaces and the textile recycling industry recycles only approximately 15 % of postconsumer textile wastes (PtCTW) each year, leaving a huge 85 % waste in the landfills. It could be attributed to high (40 %) rates of postconsumer textile waste generation and low (2 %) diversion rates [5]. Many organizations including the Council for Textile Recycling (CTR) are involved in creating awareness about keeping the postconsumer textile wastes out of the solid waste streams with a goal of achieving zero textile waste going to landfills by the year 2037 [6]. Textiles and apparel, being the major chunk of materials in landfills, reusing and recycling postconsumer textiles and apparel are gaining international attention.
Textile waste materials are broadly classified into three categories [7], including (i) preconsumer textile wastes (PrCTW), (ii) postindustrial textile wastes (PITW), and (iii) postconsumer textile wastes (PtCTW).
Preconsumer textile wastes are those wastes that never make it to consumers and which come directly from the original manufacturers. Following are the types of wastes that come under this preconsumer textile waste category and the list is not exhaustive.
-
Ginning wastes
-
Opening wastes
-
Carding wastes
-
Comber noils
-
Combed waste yarns
-
Roving wastes
-
Ring-spinning waste fibers
-
Ring-spun waste yarns
-
Open-end spinning waste fibers
-
Open-end spinning yarn wastes
-
Knitting waste yarns
-
Weaving waste yarns
-
Fabric cutting wastes
-
Fabric wet-processing wastes
-
Apparel manufacturing wastes
Postindustrial textile wastes (PITW) are generated during the manufacturing process of upstream products. These are mainly from the virgin fiber producers, tire cord manufacturers, polymerization plants, and other plastic products.
Postconsumer textile wastes (PtCTW) are the wastes that come from the consumer and these are generally the clothes that are ready for disposal or landfill. They are recovered from the consumer supply chain. Favorite examples of the PtCTW include recycling of the accessories, beverage bottles to make recycled polyester.
Preferences for recycling of wastes appear to be predominant in thermoplastic polymer-based fibers due to the ease of processability and the ability to take on different forms and shapes after recycling. Nevertheless, natural fibers such as cotton, wool, and silk are also finding their ways into the recycling stream in terms of both downcycling and upcycling. The majority of the literature reported in the recycling of textile wastes includes polyester [8–33] followed by cotton, flax, linen [15, 30, 34–40], polypropylene [14, 31, 41], polyethylene [25, 36, 37], nylon [29, 42], p-aramid [43, 44], carbon [41, 45], silk [46, 47], polybutylene terephthalate [48], bamboo [28], and kenaf [15]. The recovered fibers, then, find their way to friction spinning [8, 9], rotor spinning [10], or comingling [41] methods with various functional finishes such as flame retardancy and UV protection [28]. Conversion of pre-/postconsumer textile wastes into final products consists of the following stages.
-
Collection and sorting
-
Fiber extraction
-
Yarn preparation
-
Conversion into fabrics and composites
-
Finishing
Recycled fibers, yarns, and fabrics made of different textiles and polymeric bottle wastes possess physical properties [11–15, 33–37, 41, 49–53] similar to that of virgin fiber-based products. Many times, recycled fibers are supplemented with the addition of virgin polyester fibers, organic cotton, flax, and elastomeric fibers in order to achieve enhanced properties, aesthetics, and functional values.
Many voluntary and nonprofit organizations make attempts to conserve natural resources through various campaigns and create awareness of both downcycling and upcycling processes. Consumers are encouraged to use recycled products by creating esteem values (e.g., vintage look) for the products and providing labeling systems with different motives. With a view to conserve paper- and wood-based materials from postconsumer wastes, globally, a labeling system (Fig. 2a, source: www.fsc.org) has been introduced by the Forest Stewardship Council (FSC) an international nongovernmental organization dedicated to address various deforestation issues. The FSC supports both recycled and reclaimed substances; however, such labels are issued only to products that contain 100 % recycled materials.

Labels for recycled products a Forest stewardship council, b Global recycle standard, and c Bluesign
The Textile Exchange (earlier known as the Organic Exchange) of Texas is another nonprofit organization established in the year 2002 with a commitment to expand textile sustainability in the textile value chain across the world. It has introduced the concept of Global Recycle Standards (GRS; Fig. 2b, source: https://oecotextiles.wordpress.com) modified recently in 2012, includes recycling of pre- and postconsumer wastes and does not include preindustrial wastes inasmuch as many times such wastes are reintroduced into the main production stream and do not amount to recycling, instead diverting into the waste streams (e.g., wastes obtained in the drawing, roving, and spinning are reintroduced in the blowroom or reusing the polymeric wastes back into the same process). GRS provides a three-tier (level) system based on the total content of recycled material in the final products. The gold standard offered by the GRS is meant for products containing 95–100 % recycled materials, whereas silver and bronze standards include final products with recycled content of 70–95 % and a minimum of 30 %, respectively.
Bluesign is another labeling system (Fig. 2c, source: http://business-ethics.com/2012/11/11/what-is-the-bluesign-standard-for-textiles) promoted by the Bluesign Technologies AG, Switzerland-based organization which also audits the manufacturing processes, energy inputs, and air emissions from various processes. Each component used in the process is examined based on ecotoxicological issues and the possibilities to reduce consumption and suggest the alternatives. Textile waste-processing units are expected to adopt verifiable procedures, processes for such labeling standards; Bluesign labels are issued to socially conscious versions of jackets, pants, shirts, sweaters, and accessories such as hats and gloves.
All these initiatives are expected to promote environmentally appropriate, socially beneficial, and economically viable management systems of various waste streams and waste materials from preconsumer wastes, postindustrial wastes, and postconsumer wastes, in general. Many more players work on providing the labeling to recycled and reclaimed products. Textile waste recycling and reclaiming industries, which process significant amounts of waste generated globally, are expected to benefit from these standards on many fronts.
2.1 Natural Fibers
Preconsumer or postconsumer cotton wastes are again converted into yarns and subsequently to fabric forms. Fabric-breaking machines along with yarn-opening attachments help in opening up the fibers and the opened fibers are spun into coarser yarns by ring, rotor, and friction spinning processes.
2.2 Synthetic Fibers and Polymers
The Society of the Plastics Industry (SPI) established a classification system [54] in the year 1988 to allow consumers and recyclers to identify and differentiate various types of plastics, on which the manufacturers print an SPI code, or number, on each plastic product, usually molded on the bottom portion.
-
1.
Polyethylene Terephthalate (PET)
-
2.
High-Density Polyethylene (HDPE)
-
3.
Polyvinyl Chloride (PVC)
-
4.
Low-Density Polyethylene (LDPE)
-
5.
Polypropylene (PP)
-
6.
Polystyrene(PS)
-
7.
Miscellaneous plastics: Polycarbonate and Polylactides
Recycling polyester from the PET bottles is achieved either by mechanical recycling or chemical recycling processes. However, collection and sorting of the polyethylene terephthalate (PET) bottles are the initial steps for both processes. PET bottles are initially sorted and separated from other materials including glass, cartons, metals, PVC, HDPE, LDPE, polypropylene, drink cartons, and so on. A second sorting is done as per the color fractions such as transparent or uncolored polyester, blue and green colored, and the remainder into mixed colors fractions. In many places, crushed bottles are sold in bales of various sizes after commercialsorting .
2.3 Mechanical Recycling
Mechanical recycling is basically a melt extrusion process that consists of contamination removal and the melting of polymer flakes. Sorted polyester wastes are ground to flakes, and washed with detergent or solvents to remove the contaminants. Flakes are dried thoroughly to prevent deterioration of the products through hydrolytic degradation. These flakes are melted, extruded, and preferably cross-linked to improve the mechanical properties. PET flakes are used as the raw material for a wide range of products that would otherwise be made of virgin polyester fibers, such as yarns and other products. Examples include polyester fibers (for the production of clothing, pillow infills, carpets, etc.), polyester sheets, strapping, or back into PET bottles and containers.
Nylon is another fiber to be recycled and reclaimed to a larger extent, similar to that of polyethylene terephthalate from blankets and carpets. Polypropylene, nylon, latex, and PET are some of the fibers and polymers widely used in carpets (Fig. 3, source: Wang Y., Recycling in Textiles, Woodhead Publishing, Cambridge, UK, 2006), which are also widely recycled among synthetic fibers. In general, face yarns are made of either texturized nylon 6 or nylon 6,6, primary backing and secondary backing of polypropylene, sandwiched with an adhesive material. On the basis of weight, face yarn, backing, and adhesive accounts for 50, 20, and 30 %, respectively.

Carpet structure
2.4 Chemical Recycling
Chemical recycling aims to reduce the polymers into various levels such as oligomers or monomers, which in turn can find different applications including polymerization to get the same polymers and fibers again [55]. However, this process normally requires high temperatures and pressures, and takes a long time for the treatment. Depolymerization of polyethylene terephthalate includes three separate processes, namely hydrolysis, methanolysis, and glycolysis. In hydrolysis, polyethylene terephthalate is depolymerized to terephthalic acid (TPA) and ethylene glycol (EG) in an acid or alkaline or neutral environment. Methanol depolymerizes polyethylene terephthalate to dimethyl terephthalate (DMT) and ethylene glycol (EG). Ethylene glycol partially depolymerizes PET into oligomers. This process produces bis (hydroxyethyl) terephthalate, which in turn can be polymerized into PET again.
Nylon 6 is often depolymerized using a closed-loop recycling process using chemical distillation (BASF) or selective pyrolysis and continuous hydrolysis (Evergreen Nylon Recycling LLC). Solvent extraction of nylon is also carried out using supercritical fluids, aliphatic alcohols, alkyl phenol, hydrochloric acid, and formic acid for separation of impurities and polymers.
2.5 Mechanical Separation
Size reduction and the separation process involve a two-step process developed by DuPont [56, 57] that consists, first, of a dry process where a series of size reduction and separation steps provides a dry mix of 50–70 % nylon, 15–25 % polypropylene, and 15–20 % latex and fillers. Addition of water to the dry mix in the subsequent step facilitates washing and separation of the shredded fibers due to the density differences between fillers and fibers present in carpets such as nylon and polypropylene. Two separate streams of pure nylon and polypropylene are obtained and usually recycled nylon is compounded with virgin nylon at a ratio of 1:3 and recommended for making automotive parts.
Recycling of nylon from postconsumer carpets (PtCTW) is achieved by either a mechanical process sequence, solvent extraction processes, or depolymerization methods [42]. Collection, sorting, and size reduction are the initial steps for these processes. Once the postconsumer carpet wastes are collected, they need to be sorted either manually, with an automatic melting point indicator, or through infrared spectroscopy identification. Shredding and grinding processes are employed for size reduction of the wastes.
3 Recycled Yarns
Yarn production from recycled materials paves the way for the production of fabrics and other value-added products. Various reports available on the production of recycled yarns suggest that yarns can be produced using friction spinning to produce a medium (40 s) count (linear density) yarn from the PET recycled fibers [8, 9]. Rotor spinning is another widely used spinning technique for the production of recycled yarns and, optimum opening roller speed for the successful spinning of polyester/waste blended rotor yarns has been recommended with other process parameters [10]. Comparison of yarns produced from recycled fibers and virgin fibers [11] shows that tenacity and elongation values of yarns obtained from recycled fibers differ marginally, however, such processes appear to be economically advantageous in the long run [12]. Nevertheless, spinning of recycled and reclaimed fibers using ring spinning has also been a favorite option for many manufacturers.
4 Fabrics from Recycled Yarns
Recycled fibers and yarns are predominantly used in manufacturing home furnishings [44, 46, 47], reinforced concrete, and polymeric composites [15, 35–37, 49–52, 58–60], towels [19, 39], shoddys, carpets, floor coverings [20, 22, 53], wipes [44, 61], accessories [17, 25, 48], nonwovens [18, 53, 61], and acoustic insulators [38, 62].
Commercially, many manufacturers offer a wide range of woven/knitted/nonwoven fabrics manufactured from recycled materials (details are discussed below), however, very little information have been reported in the literature regarding their aesthetic, utility, and durability and comfort properties.
A study carried out to examine the performance and durability of woven fabrics manufactured from recycled polyester fibers [13], extruded from PET bottle wastes, reveals that with an increase in the recycled polyester fiber content, bending rigidity and shear stiffness values increase. However, durability tests reveal that the bending rigidity and shear stiffness values decrease on repeated washing and fatigue measures such as higher hysteresis and lower resilience values are not clear
Another study of recycled T-shirt cotton fabrics reveals the effect of home laundering on the physical properties in comparison with virgin cotton fabrics of similar construction [34]. T-shirt fabrics produced with recycled cotton fibers, compared to the T-shirt fabric produced from virgin cotton fibers, show a tendency to shrink in the course direction possess decreased air permeability, and a small change in bending rigidity in the wale direction. Chlorine-based bleaches are successfully applied in bleaching of recycled cotton fabrics [63] to eliminate the dirt and impurities associated with the fabrics produced from yarns without losing the properties significantly.
Conductive textiles are usually manufactured with the use of metal strands while weaving the textile fabrics or coating the fabrics with conducting polymers. Conductive fabrics have been developed with recycled nonwoven polypropylene and analyzed for their electrical properties [14]. Complex core-spun yarns have been used in the development of conductive fabrics with core yarns spun from the recycled pieces of polypropylene nonwoven selvedges (PITW) and the wrap yarns with 80-µm stainless steel wires. In order to reinforce the core-spun yarn, 80-µm stainless steel wires and 80-µm copper wires, parallel to the core yarns have been recommended with wrap numbers of 0.5, 1.5, 2.5, 3.5, and 4.5 turns/cm.
Fabrics are woven with PVC-coated polyethylene terephthalate (PET) filaments as the warp yarns and complex ply yarns as the weft yarns are evaluated for surface resistivity and electromagnetic shielding effectiveness and the fabrics with varied lamination angles provide good electromagnetic shielding capabilities [14].
5 Concretes and Composites
Recycled fiber-reinforced composites using cotton, flax [35–37], kenaf [15], carbon [41], PET [16], and cement concretes using natural and HDPE [35–37, 41, 50, 58–60] have been developed in the past. Concrete structures, widely used for construction purposes, are relatively brittle with their tensile strength values typically about 1/10 of compressive strength values and regular concrete structures are generally reinforced with steel rods or bars of different dimensions and grades. These days, chopped randomly distributed fibers are also being used to reinforce concrete, which in turn results in increased absorption capacity, toughness, and tensile and flexural strength of the concrete structures. Concrete reinforcements with recycled fibers have been studied extensively in the past with the fiber elements reclaimed from tire cords, carpet industry wastes, feather fibers, steel shavings, wood fibers, and high-density polyethylene [35–37, 41, 50, 58–60]. From the available literature, a direct comparison of properties is not possible because of the differences in concrete configurations and manufacturing processes. Nevertheless, a general trend is observed that the recovered fibers could provide similar reinforcement as virgin materials, but a higher dosage rate may be required to match the performance.
Composites made out of flax, cotton, and recycled polyethylene [35, 36] exhibit higher fabric strength with the increase of blend percentage of flax fibers obviously due to their inherent properties, although the elongation values decrease. Apparently, the effects of moisture on composites made from recycled composites have been analyzed [49–51]. Recycled p-aramid fibers [43] have also been analyzed for their thermal and mechanical behaviors. Thermal and water sorption properties of polyethylene and linen yarn production waste composites polyethylene/linen waste combinations with filler content of 10–50 wt%, without and with modifiers have been investigated extensively and the effects of diphenylmethane diisocyanate are found to be well correlated [37].
Kenaf fibers combined with cotton combing wastes and sheared polyester wastes with polyester resin as matrix exhibit comparable results to those of glass fiber-reinforced composites. The flexural properties of kenaf-fiber–reinforced composites are on par with glass-fiber–reinforced composites. Results also indicate that, with an improvement of fiber lay-up, the properties of kenaf combined with cotton comber wastes are on par with glass composites and flexural rigidity may even be on the higher side than glass-fiber–reinforced composites.
Thin composite boards [15] have been manufactured with the noils obtained from the cotton combing process, blowroom wastes, and polyester resin at room temperature utilizing a compression method. Tests on tensile and flexure properties of these composites reveal that composites made from cotton wastes are significantly much stronger than polyester matrix, and these composites show the potential to replace wood and fiber-board products as the thin boards.
Recently, readymade garment wastes (PITW) reinforced polymer composites [52] have been examined for their mechanical properties, and show positive results. Thermoplastic composites manufactured from commingled carbon fiber/polypropylene yarns with polypropylene matrix exhibit good tensile and flexural strength values, 160 and 154 MPa, respectively, for composite specimens containing 28 % commingled carbon fiber by volume (fiber volume fraction) and such composites are recommended for nonstructural applications [41].
Imperial Chemical Industries (ICI, United Kingdom) with its two distinct product lines for recycling textile waste materials [16], Structure-Lite, and EcoScape, is marketing unique products to a wide variety of industries. Structure-Lite composite panels are made of recycled polyester, recommended to the transportation industry as cargo containers, truck body containers, and highway sound barrier panels; such panels offer unmatched durability and strength compared to similar lightweight panels made from other materials. The advantage of the thermoplastic skin in Structure-Lite composites is that they can be formed into different shapes, making them ideal for the transportation and marine industries. EcoScape-based houses, designed with the adaptation of Structure-Lite panels offer easy and fast assembling combined with high strength and durability, ideal for natural disaster situations and relief camps.
6 Home Furnishings
Home furnishings have been the primary focus for using recycled fibers, yarns, and fabrics for many of the manufacturers and polyester [19–21, 23, 24, 39], cotton [28, 38, 39, 44, 61], silk [46, 47], aramid [53], and polypropylene [62] fibers are widely used for various products. Preconsumer textile wastes and postconsumer textile wastes are used equally in the production of home furnishings and postindustrial textile wastes are also gradually being introduced in such products.
EcoSure® offered by the Poole Company (South Carolina) consists of recycled fibers that are manufactured using 100 % postconsumer recycled materials, with a linear density range of 1.2–500 denier [18], suitable for outdoor furniture, roof vents, industrial scrub pads, and also apparel. The proprietary process makes the bottle-grade polymers more elastic compared to virgin-fiber polymers. Wipes produced using EcoSure are as good as those of virgin fibers and moreover they also provide softer and gentler products. The process flow includes collection of PET bottles, sorting, washing, grinding to flake, sanitization, fiber extrusion, and finally wipe manufacturing. These fibers can also be used in the manufacturing of nonwoven fabrics, through either spun lace or thermal or adhesive bonding methods, as well as needle-punching processes. Recycled polyethylene terephthalate fibers with a linear density of 1.2 denier are recommended for hygiene-grade technical nonwovens and 500 denier fibers are used for the production of industrial scrub pads.
Disposable and hygienic pillows have been developed [23] with the filling made from 100 % recycled, expandable polyester and covered with nonallergenic nonwoven fabrics, which are further recyclable.
Marks and Spencer, the leading British multinational retailer headquartered in London, also supplies pillows with supremely washable, soft touch, medium support characteristics [24] with nonallergenic fillings made from recycled plastic bottles that makes the products machine washable at 50 °C.
Finished yoga towels from recycled materials [19] are manufactured by Guru Athletics (Ontario) with 80 % polyester derived from recycled plastics pop bottles (PtCW) and comprised of 20 % natural cotton fibers.
Shaw Floors (Georgia), an exclusive manufacturer of carpets and floor coverings, started a dedicated manufacturing line of carpets in the year 2005 under the trade name ClearTouch Carpet [20], which features ClearTouch® BCF polyethylene terephthalate filament with significant recycled components (PtCW). ClearTouch, a continuous filament, offers the inherent attributes of polyester as well as exceptional performance characteristics, such as excellent appearance retention and long-term wear. These yarns are also produced with exceptional softness and such products are marketed under Texturegard, a concept incorporated to introduce the texture retention warranty. The patented process of Shaw Floors, R2x, offers twin resistance against stains and soils for protection against spills and tracked-in dirt.
Pottery Barn, a home textiles chain based in San Francisco, offers unique senna antique kilim rugs used for decorative purposes [21], consisting of recycled polyester yarns, woven on a handloom. Such rugs offer a soft and smooth texture with durability.
Regenerated Cotton Wipes from Rockline Industries (Wisconsin) won the Visionary Award for the most innovative use of nonwovens in consumer products for the year 2010 [61]. The USP of recycled cotton fibers includes variability in length, and use of dark colored and white fibers separately, in addition to other sustainable parameters (PITW). Composting of such recycled wastes degrades more than 90 % in 28 days.
Strateline Industries LLC (Arkansas) makes wet wipes from fibers recycled [44] from fabric cuttings supplied by T-shirt factories located in various parts of China (PITW).
Cotton Incorporated has partnered with Bonded Logic Inc. of Arizona to collect discarded blue cotton jeans (PtCTW) for reprocessing into insulation materials that are donated for use in houses built by Habitat for Humanity [38]. Similar concepts are also used by Blue Point Living (Florida) which offers recycled towels [39] using the raw materials obtained from preconsumer recycled cotton to the extent of 25 %. The recycled fiber yarns are manufactured using 65 % virgin cotton fibers, 10 % polyethylene terephthalate, and the remaining content from recycled cotton fibers.
MebRure Studio (Turkey) offers a wide range of eco-furniture [46] manufactured using white oak and recycled silk coverings filled with spongy stuffs. Silk and spongy combinations are expected to provide a unique and luxurious experience to consumers.
Vaibhav Resham Udyog (India) uses extensively recycled silk yarns [47] that are made from leftovers and scraps of contemporarily produced Indian saris, an ethnic wear of the country. Branded yarns from the silk wastes, Himalaya or Himalayan yarn, Nepalese Yarn, Rungy Chungy yarn, and Tibetan yarns are produced using recycled fibers, and used for value-added ladies garments, home furnishings, and silk ribbons.
Leigh Fibers of South Carolina has established manufacturing facilities to reprocess postindustrial fabric wastes of both natural and manmade fibers into products suitable for use in a wide range of nonwovens and other under-the-surface applications as well as for remelting and subsequent spinning into different linear densities [53]. SafeLeigh flame-retardant (FR) aramid fibers recycled from postindustrial clippings provides the advantage of inherent FR properties for needle-punched and air-laid nonwoven furniture components, mattresses, and automotive parts. Blends are also produced using virgin and reclaimed waste materials, and synthetic and natural fibers. Various grades of fibers produced include grades for air-lay where products are designed to be run on air-laid forming machines, grades for garneting, and, grades for blowing, where short fiber blends are designed for use in blowing applications. In addition to needle-punching, SafeLeigh products are amenable to processes including thermal bond and pad-making. It is also claimed that cotton, rayon, acetate, polypropylene, acrylic, and other textile wastes are used in many under-the-surface applications as well as wet wipes.
Newlife™, continuous polyester yarns from 100 % recycled postconsumption PET bottles mainly through mechanical processing, is seen as the source of the prestigious red carpets of the world, endorsed by divas and celebrities, on account of the collaboration with CLASS, Creativity, Lifestyle and Sustainable Synergy [22]. Manufacturers of Newlife claim the possibilities of using the yarns for different applications in every subset of technical textiles, including awnings, outdoor clothing, sportswear and technical outfitting, underwear, work wear, medical and protective clothing, home furnishings, and interior and outdoor design fabrics.
Research work carried out on the developments of acoustic underlay products from recycled carpet wastes [62] have shown positive results and reinforce the assurance for the commercially viable products. Laboratory trials performed on the recycled underplays, manufactured with recycled carpet wastes and styrene–butadiene binders are compared with commercially available products, produced with standard granulating PVC-back, nylon/polypropylene piles and binding. Recycled underlay performs well in the ISO 140–8 test for impact sound insulation of floor coverings as well as BS 5808 specifications. Combinations with appropriate backing scrims in the recycled underlays ensure the impact performance of such materials and facilitate value-added products.
7 Branded Accessories and Apparel
Accessories such as fasteners (snap fasteners, buckles, hooks, zippers), components of shoes (uppers, mid- and insoles), and branded garments are produced using recycled fibers and fabrics. Many manufacturers began their efforts as early as the early 1990s and made a significant impact among consumers across the globe. Esprit was known for its organic collection in 1992, making it one of the very few sustainable apparel industries at a time when the sustainability concept was in its nascent stages [29]. Table 3 shows the brands of various apparel and accessories manufactured under different brand names with the respective sources of waste materials.
YKK of Japan offers zippers made from recycled polyethyelene terephthalate under the brand name Natulon [17]. First of its variety in this line, it consists of eco-friendly coil zippers whose open metal part is replaced by recycled PET and the second variety includes both chain and slider of zippers made from recycled materials, that is, postconsumer recycled polyester. Also, these products have no metal components, which enables these zippers to be easily broken down and easily recycled perpetually. Natulon adjusters and Natulon buckles are recycled poly (butylene terephthalate) products produced by YKK in this range. Velcro, a hook and loop structure of Natulon, is made of recycled polyester (58 %). Sofix is another innovative product that comes under the category of snaps and buttons, which has a plastic component of the snaps injected onto knitted PET tapes, suitable for joining two ends.
ReEarth zippers [48] of ICI comprise corn and other plant materials that helps to introduce the concept of biodegradability in an appropriate composting environment.
Patagonia was one of the first apparel manufacturing companies to initiate sustainable efforts, during early 1990s [64]. Patagonia is the first outdoor clothing manufacturer that creates fleece made from postconsumer recycled plastic soda bottles and Patagonia’s other sustainable campaigns such as “Buy Less” and “Don’t Buy This Jacket” have colossal positive impacts on customers’ awareness of sustainability.
H&M is one of the few brands that started green fashion in the middle 1990s by launching the Conscious Collection, using organic cotton fibers [25]. It’s second “Conscious” collections include partywear made from recycled polyester (PtCTW) and organic cotton. Other garments of the collections are made up of organic cotton, organic linen, and Tencel. This collection has clothing for women, men, and children. Men’s Brick Lane Bikes is another sustainable collection from H&M, in which garments are manufactured from organic cotton, recycled polyester, and recycled wool. Other sustainable collections include the Conscious Glamour Collection that features jewel-toned frocks and punchy neon gowns. Standard plastic consumer bags of H&M are made up of 50 % postconsumer and 50 % preconsumer recycled polyethylene.
Levi’s lifecycle assessment of 501 jeans and Dockers, conducted in the year 2007 paved the sustainability roadmap for the coming years [40]. The surprising results indicate that nearly 50 % of water is consumed in cotton harvesting, another 45 % of water is used by consumers during washing, and nearly 60 % of the energy is used in making and taking care of a pair of jeans. Levi’s WasteLess™ Jeans consist of at least 29 % postconsumer recycled plastics made from eight plastic bottles. Levi’s Waterless™ denims aim at reduction of water consumption during manufacturing and are produced by using ceramic stones, rubber balls, and changing the filtration system in the washing machines to enhance mass transfer actions, which facilitates the reduced water consumption. A distressed look is achieved with just four liters of water, whereas normal styles require up to 45 liters of water per pair of denim jeans.
Nike, with its sports jerseys for the 2010 FIFA World Cup that were made from recycled plastic bottles, has created awareness of sustainability across the globe in a positive manner [26] and Flyknit, an innovative manufacturing process that reduces waste in knitted fabrics is used in the upper parts (shoe uppers) of shoes. Other sustainable efforts from Nike include Nike Materials Sustainability Index (Nike MSI), a tool for designers to create products with lower environmental impacts, exploring new materials and manufacturing processes through their Sustainable Business & Innovation Lab, a leaner and greener supply chain.
Adidas is well known for its association with the London Olympics 2012 in making the world’s first truly sustainable Olympics initiatives. Fluid Trainer, the most sustainable shoes ever as claimed [27] by Adidas, is designed in such a way that it reduces waste in shoe upper designs. Shoe uppers of Fluid Trainer consist of nearly 50 % recycled contents in the upper, and 20 and 10 % regrinds into the sock liner and soles, respectively. For Motion Soles introduced by Adidas, use 50 % less material in the production than that normally used in a typical sole of a sports shoe. Green Silence Shoe incorporates soy-based inks, biodegradable midsoles, and recycled materials. In addition, 100 % recycled cardboard sneakers have been introduced by Adidas for their spring/summer 2014 collection, which are subsequently recycled to produce stormtrooper helmets and injected plastic plates used in the football boots. Adidas jackets and shirts made from 100 % recycled materials were worn by London Games volunteers and 70 % of competitive wear worn on the field by athletes had significant sustainable content, with materials such as high-performance recycled polyester made from recycled water bottles. Adidas developed 65 sustainable performance fabrics exclusively for the London Olympics. Also, 100 % of Athlete Village Wear, Torch Relay, and London Games volunteer kits were made from recycled contents. Adidas jointly with Carvico and Aquafil, produces high-performance swimwear from 100 % recycled polyamides from postconsumer materials, suitable for swimsuits and trunks.
Hera Bamboo low-cut socks [28] is a sustainable invention by Asics, made up of a blend of recycled polyester fibers and bamboo fibers. Asics Men’s ARD SS Run Shirt adds another feature, a finish with recycled coffee grounds that facilitates UV protection with a UPF of 50+.
Most of the garments manufactured by Espirit (Hong Kong) are from either 100 % organic cotton, or cotton in conversion or organic linen or Tencel or a blend of these fibers, from as early as 1992. Esprit was the one of the first labels to produce a beachwear line using recycled nylon under the Beachwear Collection 2012 in which a blend of 70 % recycled nylon and 30 % Lycra were used for their manufacture [29]. Subsequently, the Beachwear Collection 2013 saw a series of garments including eight tops and bottoms, made up of more than 82 % recycled nylon and 20 % elastomeric fibers. The environmentally friendly Esprit clothing range also includes garments made up of 100 % recycled polyester. Esprit’s recycled collections are Global Recycle Standard (GRS) certified, for the garments that contain at least 30 % recycled contents.
Marks & Spencer unveiled its first Shwop coat, made from recycled fabrics collected through its Shwopping initiative [65], where customers can drop in unwanted items of clothing regardless of brands and values. It is said to have collected about 6 million items through this initiative, whose benefits are passed on to Oxfam, a nonprofit organization that helps to find solutions to mitigate poverty across the world.
EcoSmart by Hanes, one of the oldest branded clothing, is the well-known trademark for fibers made with recycled contents, both polyester suitable for socks, sweatshirts, sweatpants, fleece garments, and corrugated packing and cotton fibers [30]. EcoSmart men’s black athletic socks contain at least 55 % recycled cotton fibers, and the white socks are produced with 15 % recycled yarn contents. Hanes sweatshirts and sweatpants are produced with at least 5 % EcoSmart polyester fibers.
Puma’s Bring Me Back program has played a great role in the recycling process [31]. Puma’s InCycle is a sustainable collection that includes shoes, apparel, accessories, and home insulation materials made up of either biodegradable polymers, or recycled polyester and organic cotton. It introduced a successful program, “100 % Cradle-to-Cradle,” basic certified collection that has the facilities to collect lifestyle sneakers (biodegradable), legendary Puma Track Jacket (recyclable), shirts (biodegradable), and backpacks (recyclable) from the general public. The recyclable Puma track jacket is made up of 98 % recycled polyester and 2 % elastane. Puma’s backpack is made up of polypropylene and new backpacks can be developed from the recycled Puma backpack. The upper part of Puma’s biodegradable lifestyle sneaker, “Basket,” is made up of a blend of organic cotton and linen and the sole comprises the biodegradable plastic APINAT Bio, which is biodegradable when disposed of correctly. Puma’s Re-suede uses 100 % recycled materials and an outsole with rice-husk fillers in place of rubber components.
Gucci (Italy) has earned its reputation by developing sustainable eyewear [66] manufactured from liquid wood, a composition of biobased materials that represent an alternative to plastic-based materials. Now, it has come to the sustainability forefront, with its new Sustainable Soles, a line of footwear made with biodegradable plastics sourced from the composting process. Gucci has also introduced new FSC-certified 100 % recyclable packaging for Gucci brand eyewear.
Volcom boasts of organic denim made from 100 % organic cotton, ozone bleaching, and laser finishing to reduce environmental impacts caused by conventional chemicals and auxiliaries [67].
VF Corporation (North Carolina) has introduced the Earthkeepers Hook Set Collection, handcrafted collections that feature a minimal amount of materials, including organic cotton, natural latex rubber, and recycled aluminum and leather pieces [68]. Timberland® products also utilize recycled polyethylene terephthalate, Smartwool faux shearling coats and jackets made from merino wool and recycled PET, Polartec fabrics, and bionic canvas materials.
8 Technical Textiles
Many technical textiles such as indutech [69], sportech [32], agrotech [70], meditech [18], and clothtech [33] are produced using recycled fibers and fabrics. Also, it can be expected from the existing trend that use of various waste materials is expected to increase in the coming years due to the wide range of applications existing in technical textiles.
Cleanroom garments provide increased levels of protection against the entry of particulates into the cleanrooms and other controlled environmental conditions. Disposable cleanroom garments have the potential to reduce the possibility of toxic contamination to a greater extent. Cleanroom garments and accessories including gloves, hoods, boot covers, and hairnets were originally considered hard to recycle, a paradigm that has been redefined by TerraCycle (New Jersey) by developing an appropriate methodology [69] to convert these wastes into value-added raw materials to create useful, eco-friendly consumer products. Plastic Adirondack chairs and benches are some of the items manufactured using the recycled materials obtained from these sources.
A heating element material has been developed using recycled carbon fibers. Recycled carbon fiber nonwoven sheets in sandwich [45] form possess impressive electrical conductivity (around 2.8 × 103 S/m) and high durability to withstand up to 3,000 double folds under a durability test. These fabrics are ideally suited for usage in various heating garment applications as well as for food packaging and delivery systems.
DyerSport ECO is the trade name of double-sided brush fleece manufactured by Dyersburg Corporation with recycled fibers [33]. In 1992, the first postconsumer recycled ECO (Environmentally Correct Origins) fleece fabrics were made from recycled plastic soda bottles, Lite in 1996, and the fabrics for technical underwear and outerwear in the year 1998. DyerSport ECO Fleece, a joint venture of Dyersburg Fabrics, Patatgonia, and Wellman Inc. is produced entirely from recycled soda bottles and such fabrics are specifically designed for durability, warmth, high thermal insulation (Clo) ratings, low pill finishes, stretch, and other applications. The versatile fabrics offer a lush feel and moisture management, combined with strength, breathability, and shrinkage control.
Mountain Equipment Cooperative (Toronto) manufactures 53 % of branded apparel approved by Bluesign materials for sustainable textile production, which essentially means the compositions are at least 50 % organically grown cotton or recycled polyester fibers, or completely PVC-free products [32].
Wipes produced using the EcoSure are as good as those of virgin fibers and used in the manufacturing of nonwoven fabrics [18], through either spun lace or thermal or adhesive bonding methods, as well as needle-punching processes. As stated earlier, recycled polyethylene terephthalate fibers, with a linear density of 1.2 denier, are recommended for hygiene-grade technical nonwovens.
EarthGuard is the trademark of Earthguard, Inc. (Washington), the erosion-control product that includes recycled carpet fibers [70]. EarthGuard Fiber Matrix is a patented methodology that combines EarthGuard and also the fibers to form a matrix that provides extended erosion control protection in severe situations with easy deployment facilities. EarthGuard currently offers many varieties in this domain, including EarthGuard Fusion, EarthGuard Edge, EarthGuard Organix, and EarthGuard Elixir, ideal for agricultural applications in remote areas with limited water supply and smaller farms where hydromulching is cost prohibitive. EarthGuard Fusion is a hydraulic growth medium and mulch (HGM2) product that combines erosion control with the agricultural benefits of fertilizers and growth stimulants making it ideal for any revegetation application. EarthGuard Organix is a high-quality top soil replacement product classified as the hydraulic growth medium (HGM) that has the benefits of Organix by adding Terra Novo’s line of fertilizer and growth stimulants. EarthGuard Elixir stimulates biological activity and biodiversity, providing necessary nutrients to maximize plant growth.
9 Future Prospects
The USEPA estimates that the textile recycling industry recycles approximately 15 % of all PtCTW, which essentially means the remaining 85 % of PtCTW has yet to find applications in recycling. An inclusive approach is very necessary to increase the usage of recycling content in developing new products. Designs of easy-to-recycle products, improved technology for the collection, sorting and processing of textile wastes, development of low-cost innovative products available on a commercial scale, and increased customer awareness are some of the vital points to improve the usage of recycled products. If governments can also provide regulations and implementation measures for the incentivized utilization of recycled contents in textile products, it will be a boon for the textile recycling industries. Consumers and customers with an increased focus on the use of recycled products can also definitely increase the recycling prospects of textile products. Further research into the development of garments from alternative natural fibers, development of durable and comfortable garments from 100 % recycled and reclaimed fibers, zero waste garments, seamless garments, and garments produced from a single machine will be interesting and challenging for the textile technologist and innovator.
References
United Nations (1987) Report of the world commission on environment and development our common future through http://www.un-documents.net/wced-ocf.htm
UNEP (2011) Annual Report through http://www.unep.org/annualreport/2012
Scheirs J (1998) Polymer recycling, science, technology and applications. Wiley, New York
Wang Y (2006) Recycling in textiles. Woodhead Publishing, Cambridge
Upasani PS, Jain AK, Save N (2012) Chemical recycling of PET flakes into yarn. J Appl Polym Sci 123(1):520–525
Merati AA, Okamura M (2004) Producing medium count yarns from recycled fibers with friction spinning. Text Res J 74(4):640–645
Duru PN, Babaarslan O (2003) Determining an optimum opening roller speed for spinning polyester/waste blend rotor yarns. Text Res J 73(10):907–911
Nouby GM El, Kamel MM (2007) Comparison between Produced Yarn from recycle waste and virgin fibers in tenacity and elongation. J Appl Sci Res 3(10):977–982
Omar H, Michael P, Ismaili Mohamed Al (2004) Techno-economic feasibility study of manufacturing yarn from recycled plastics. J Polym Plast Technol Eng 43(6):1687–1693
Inoue M, Yamamoto S (2004) Performance and durability of woven fabrics including recycled polyester fibers. J Text Mach Soc Jpn 57(11):45–50
Lou CW, Lin CM, Hsing WH, Chen AP (2011) Manufacturing techniques and electrical properties of conductive fabrics with recycled polypropylene nonwoven selvage. Text Res J 81(13):1331–1343
Salleh J, Ahmad WYW, Ahmad MR, Yahya MF, Ghani SA, Misnon MI (2007) Tensile and flexural properties of composites made from spinning waste. In: Miraftab M, Horrocks AR (eds) Ecotextiles. Woodhead Publishing Limited, Cambridge
http://shawfloors.com/tips-trends/luxurious-carpet/cleartouch-carpet
http://www.potterybarn.com/products/senna-outdoor-kilim-rug/
http://disposable-linen.co.uk/bed-sheet-towelling-bedding/contents/en-uk/p84.html
http://www.marksandspencer.com/Supremely-Washable-Medium-Support-Pillow/dp/B002OXKYYS
http://www.nikeresponsibility.com/report/content/chapter/our-sustainability-strategy
http://www.textileworld.com/Issues/1999/June/Textile_News/Power_Performance
Kondo M, Kobayashi S (1997) Changes in physical properties of recycled cotton t-shirt fabrics with home laundering. Sen’i Gakkaishi 53(2):67–70
Foulk JA, Chao WY, Akin DE, Dodd RB (2006) Analysis of flax and cotton fiber fabric blends and recycled polyethylene composites. J Polym Environ 14(1):15–25
Kajaks JA, Reihmane SA, Tsiprin MG (1999) Physico-mechanical properties of composites from recycled polyethylene and linen yarn production wastes. Mech Compos Mater 35(2):139–146
Kajaks J, Reihmane S (1999) Thermal and water sorption properties of polyethylene and linen yarn production waste composites. Die Angewandte Makromolekulare Chemie 272(1):24–26
Akonda MH, Lawrence CA, Weager BM (2012) Recycled carbon fiber-reinforced polypropylene thermoplastic composites. Compos Part A: Appl Sci Eng 43(1):79–86
Wang Y (2007) Carpet recycling technologies. In: Miraftab M, Horrocks AR (eds) Ecotextiles, 1st edn. Woodhead Publishing Limited, Cambridge
Flambard X, Ferreira M, Vermeulen B (2003) Mechanical and thermal behaviors of first choice, Second Choice and Recycled P-Aramid Fibers. J Text Apparel Technol Manage 3(2):1–13
Pang EJX, Pickering SJ, Chan A (2012) Use of recycled carbon fiber as a heating element. J Compos Mater Accessed 20 July 2012. doi:10.1177/0021998312454033
http://www.meb-rure.com/recycled-silk-chair-ottoman-stool.html
http://www.treehugger.com/green-architecture/ykk-recycled-and-biodegradable-zippers.html
Yu Y, Yang Y, Tanabe K, Mastuda M (2011) Effect of moisture content on the mechanical property of natural fiber reinforced composite from recycled jute cloth. J Biobased Mater Bioenergy 5(1):117–123
Bakradze G, Kajaks J, Reihmane S (2007) The influence of water sorption-desorption cycles on the mechanical properties of composites based on recycled polyolefine and linen yarn production waste. Mech Compos Mater 43(6):573–578
Bakradze GG, Kajaks JA, Reihmane SA (2007) Correlation between the mechanical properties and the amount of desorbed water for composites based on a recycled low-density polyethylene and linen yarn. Mech Compos Mater 43(5):427–432
Kayar M, Mistik S I (2012) Investigation of mechanical properties of treated readymade garment waste reinforced polymer composites. In: RMUTP international conference: textiles & fashion, Bangkok, Thailand. Accessed 3–4 July 2012
Gupta VB, Kothari VK (1997) Manufactured fiber technology. Chapman and Hall, India
Herlihy J (1997) ‘Recycling in the carpet industry’, carpet and rug industry. Chapman & Hall, New York, p 17–25
Kasserra HP (1998) Recycling of polyamide 66 and 6. In: Prasad PN et al. (eds) Science and technology of polymers and advanced materials. Plenum Press, New York, p 629–635
Wang Y (2000) Concrete reinforcement with recycled fibers from carpet industrial waste. J Mater Civ Eng 12(4):314–319
Wang Y, Zureick AH, Cho BS, Scott DE (1994) Properties of fiber reinforced concrete using recycled fibers from carpet industrial waste. J Mater Sci 29(16):4191–4199
Wang Y (1999) Utilization of recycled carpet waste fibers for reinforcement of concrete and soil. Polym Plast Technol Eng 38(3):533–546
Rushforth I, Horoshenkov K, Ting SN, Miraftab M (2007) Acoustic and mechanical properties of underlay manufactured from recycled carpet wastes. In: Miraftab M, Horrocks AR (eds) Ecotextiles. Woodhead Publishing Limited, Cambridge
Gao J, Yang W, Wu H, wang K (2007) Application of chlorine dioxide in bleaching recycled cotton fabrics, hebei journal of industrial. Sci Technol 24(2):73–74
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Vadicherla, T., Saravanan, D. (2014). Textiles and Apparel Development Using Recycled and Reclaimed Fibers. In: Muthu, S. (eds) Roadmap to Sustainable Textiles and Clothing. Textile Science and Clothing Technology. Springer, Singapore. https://doi.org/10.1007/978-981-287-065-0_5
Download citation
DOI: https://doi.org/10.1007/978-981-287-065-0_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-287-064-3
Online ISBN: 978-981-287-065-0
eBook Packages: EngineeringEngineering (R0)