
Abstract
There are various beneficial aspects of coal ash, especially when used in cement and concrete. Coal ash is a waste or pollutant from thermal power industries which is classified as pond ash, bottom ash, and fly ash. With climate change and its consequences no longer a myth, our paper reports the various studies that have been conducted to examine the advantageous effects of Fly ash utilization as an additive in cement, admixture in concrete and partial replacement of cement in concrete.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Coal ash is a waste of coal-based thermal power plants. It is a waste material as from the past it had faced disposal problems. India ranks 4th in the world in the production of coal ash after USSR, USA and China [1]. Though there are Class C and Class F (AASHTO M 295, ASTM C 618) coal or fly ashes, India produces ashes mainly of Class F or low-lime type. Due to the high % of fly ash content in Indian coal, the country’s current annual production of Fly ash is approximate to the tune of 250M.T, out of which less than 50% is utilized. If the country’s declared objective of 100% fly ash utilization is to be achieved, then there is no other option but to look out for newer and more sophisticated pastures for bulk use. From the very beginning of the nineteenth century, a virtual vision existed that Fly Ash may substitute cement in the concrete industry. The concept of higher cement means greater strength and durability has not proved true in the true sense as the structures exposed to different climatic conditions in India have a different say. To make concrete strong and durable at a lower cost, use of supplementary cementitious materials like fly ash needs to be enhanced. In India during the mid-seventies and early eighties, engineers/scientists responsible for making standards/specifications/codes understood the useful properties of the ash and necessary provisions were made in various standards such as IS: 456-1976-Code of Practice for Plain and Reinforced Concrete, IS; 1489(Part1)-1976-Specifications for Portland Pozzolana Cement, IS: 2250-1981-Code of practice for preparation of masonry mortar and recently in January 2016, IS:383-2016-Coarse & Fine aggregates for Concrete, etc. However, fly ash utilization failed to make an impact resulting in low-quality ash with high unburnt-carbon content and less finesse, because adequate technologies for the collection of fly ash at thermal power stations were not available and awareness too was negligible. In the eighty’s era of superpower thermal stations (capacity greater than 1000 MW) came up & with it came the concept of ‘Bottom Ash’ cropped up. ‘Bottom ash’ is the coarser material amongst the ashes with better geotechnical properties, which falls into furnace bottom in modern large thermal power plants and constitutes about 20% of the total ash content of the coal fed in the boilers. In view of the substantial amount of bottom ash generated each year from the 80s and already accumulated mixed with pond ash, it merits immediate attention. Also, because of improved efficiency of boilers and coal mills resulted in good quality ash (consisting of both fly ash and bottom ash), partial replacement of fine aggregates (sand/stone) through these ashes is also being thought off due to ongoing restrictions on the use of quarrying river sand because of environmental/ecological concerns of soil erosion in the river-bed altering the course of the river and banks’ slope-stability causing floods and also due to the dwindling supply of stone/sand day by day, as mining being banned in most of the states. Herculean challenges are being faced in obtaining quality stone aggregates which conform to the norms that aggregates should be clean, hard, strong, dense, non-porous and durable pieces of crushed stone, crushed gravel, natural gravel or a combination with sand should be natural sand or crushed stone, crushed gravel and combination as per Grading of Zone I, II or III but most project specifications following the same.
Table 1 of IS: 383-2016 recommends the use of Bottom Ash as a partial replacement of Coarse Aggregates.
Today cement concrete has 4 essential ingredients- cement, aggregates (fine and coarse), water, and admixtures in place of classically 3 ingredients cement, aggregates, and water. Fly ash which is also called mineral admixture thus finds use in many of the recent cementitious applications. In India, though various standards published by the Bureau of Indian Standards (BIS) limit the fly ash content to 35% max., in actual practice it is still in a very nascent stage let alone enhancing the fly ash % like the developed countries. In the area of road construction, Indian Roads Congress (IRC) has also released standards for use of fly ash in Roller Compacted Concrete (RCC) roads. But there remains a need to publish relevant standards for use of fly ash in RCC Dams though RDSO has literature pertaining to the use of Coal Ash in Railway embankments [2]. It may be pointed out here that due to the heavy axle loads of rails and very tight safety tolerances prevailing in Railways, fly ash can’t be directly used in railway projects. This paper analyses the numerous pieces of research that have been conducted to examine the effects of the use of Fly Ash as an additive in cement, admixture in concrete, and as a replacement of cement in concrete.
2 Brief Description
It is now a known fact, especially after the pandemic that climate change and its consequences are no more a myth. The worst is yet to come and ultimately this needs to be arrested. Recent reports suggest that the average atmospheric CO2 concentration is 410 ppm, 50% higher than in the pre-industrial era. This has manifested in Super cyclones, continued drought, untimely floods, sudden wildfires/landslides, melting of ice and glaciers or avalanches. Are we destined to end up with a 3° world a far cry from 2° or 1.5°? With the cement sector accounting for an approximate 3% CO2 emissions the use of fly ash as a partial replacement for cement should prove a viable alternative material/technology sustained for the long run. The two types of fly ash used in the cement construction are described as follows.
2.1 Class F fly Ash
The burning of harder, older anthracite, and bituminous coal typically produces Class F fly ash. This fly ash is pozzolanic in nature and contains less than 20% lime (CaO). Possessing pozzolanic properties, the glassy silica and alumina of Class F fly ash require a cementing agent, such as Portland cement, quicklime, or hydrated lime, with the presence of water in order to react and produce cementations compounds. Alternatively, the addition of a chemical activator such as sodium (water glass) to a Class F ash can lead to the formation of a geopolymer. As stated before, these Class F types are generally found in India.
2.2 Class C Fly Ash
Fly ash produced from the burning of younger lignite or sub-bituminous coal, in addition to having pozzolanic properties, also has some self-cementing properties. In the presence of water, Class C fly ash will harden and gain strength over time. Class C fly ash generally contains more than 20% lime (CaO). Unlike Class F, self-cementing Class C fly ash does not require an activator. Alkali and sulfate (SO4) contents are generally higher in Class C fly ashes.
-
1.
Effect of Fly Ash on Concrete
Though a large number of significant results have been reported on the use of fly ash in concrete [3,4,5,6,7,8], however, there is not much literature available on the use of fly ash as a partial replacement of fine aggregates [3, 4, 9], with even less literature on the use of bottom ash [6, 10,11,12] as partial replacement of fine aggregate.
-
2.
Effect of Bottom Ash on Concrete
An experimental investigation of various fresh and hardened properties of concrete was reported. Tests were conducted on mixes of natural sand (known as control mix), bottom ash, and mixes having equal volumes of natural sand and bottom ash. Also, mixes were developed using high-range water-reducing admixtures. The results indicated that the mixing water requirement increases rapidly when bottom ash is used in the concrete, also the inclusion of bottom ash has no significant influence on the entrapped air content and setting times of fresh concrete. Due to the higher water requirement and yield, the compressive strength properties of the bottom ash and combined bottom ash and natural sand mixtures are lower than those of the control samples [10].
An investigation was also carried out on the behavior and long-term durability of Laboratory-made roller-compacted concretes containing bottom ash as fine aggregate for the properties like fresh properties and strength, stiffness, and deformation characteristics [6, 11]. It was observed that samples containing dry bottom ash offered excellent strength, stiffness, and deformation properties, considering the range of cement factors used. Laboratory-made roller compacted concretes with various combinations of cement (Type I and Type V for sulfate-resistant concrete), lignite dry bottom ash, and crushed limestone coarse aggregate was tested to ascertain the suitability of this type of concrete for pavement applications. The analysis of the test results leads to the conclusion that durable concrete can be produced with the high-calcium dry bottom ash used in this investigation. Resistance to sulfate attack, rapid freezing, and thawing, and wear improved with increases in cement and/or coarse aggregate contents. Length changes due to external sulfate attack varied from 0.0388%, whereas no mass loss or reduction in strength was found in any of the test samples. Abrasion testing under wet conditions was consistently worse than under dry conditions. After 300 rapid freezing and thawing cycles, the mixture proportions of this investigation displayed a maximum mass loss of 2.3% and a minimum durability factor of 91.2%.
A study on the influence of Bottom Ash Replacements as Fine Aggregate on the Property of Cellular Concrete was conducted with various Foam contents. River sand was replaced by bottom ash from a power plant in Thailand at the rates of 0, 25, 50, 75, and 100% by volume. Compressive strength, density and water absorption of foam concrete were tested at 7, 14 and 28 days respectively, and the paper reports that the density of cellular concrete decreased while the water absorption increased with an increase in replacement level of bottom ash [12].
One very relevant study shows that grinding CBA from coal can be sustainably utilized in cementitious composites or mortar as a substitute material to tackle today’s violent environments [13]. The strength and thermal properties of concrete containing high calcium and water absorptive fine aggregate from well-graded Bottom Ash (BA) as a partial sand replacement (control mix (CM) 0%, BM5: 5%, BM10: 10%, BM15: 15%, and BM20: 20%). The 15% replacement showed the highest compressive strength at 28 days along with the split tensile and flexural strength and thermal conductivity results [14].
This Paper deals with Coal Bottom Ash (CBA) affecting the cracking of concrete beams. Concrete specimens were grouped into four distinct combination replacements by half (50%) and full (100%) of coarse and fine CBA aggregate with the addition of 20% fly ash to the cement amount [15]. The beams were thus subjected to a cyclic load testing procedure to evaluate the cracking mechanism. The experimental results revealed that though the compressive strength of all groups achieved the targeted strength of 30 MPa at 28 days, the splitting tensile and flexural strengths decreased with the increment in the volume of CBA in the design mixture.
Results of a comprehensive experimental investigation on the use of bottom ash in cement and concrete, both as a pozzolanic additive and as a replacement of natural sand as a fine aggregate have been reported [16]. In this series of tests, bottom ash partly substituted natural sand as fine aggregate to promote the sustainability of a green environment. At appropriate replacement levels by bottom ash, the workability, compressive strength and durability of substituted concrete were greater than with natural sand alone.
This paper presents the experimental investigations carried out to study the mechanical properties of concrete where various percentages (30, 50 and 70%) replacement of coarse aggregates with pre-washed municipal solid waste incineration (MSWI) bottom ash [17]. The results obtained reveal that not more than 50% replacement is possible and prewashing is a must where slower strength development is noticed along with higher development at later ages (Fig. 1).

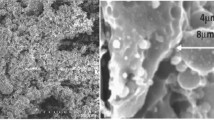
Coal ash aggregates, both coarse and fine (also called ‘coal mill rejects’) displayed by students of IIEST, Shibpur at the 3rd Asia Pacific Conference on ‘Dry Extraction and Effective Utilization of Bottom Ash and Technological Advances in other Coal Combustion Products and Emissions in Thermal Power Plants’ held on 17–18th March 2017 at Hotel Pride Plaza, Kolkata organized by Coal Ash Institute of India (CAII)
3 Conclusion
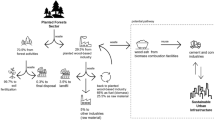
Ministry of Road Transport and Highways restricts the maximum use of fly ash in road pavements to 20% (as shown in Fig. 2) which is very unsustainable and the limit needs to be raised. Recently revised IS: 383-2016 has permitted the use of Bottom Ash and the research back-up as discussed in this paper stresses the fact that though fly ash that concrete mix of grades M 15 and M 20 may be effectively designed with substitution as high as 60% for fly ash and 50% for bottom ash, but higher grades require different technologies and methodologies and should be promoted at any cost. Similarly, there is a strong need to review the restriction of the use of fly ash in concrete to 35% in IRC:112-2011. Though very little literature [18] report coal ash’s excellent compatibility with nanomaterials and nanotechnology, much research needs to be carried out in this particular area to develop the concrete mix’s grade as a synergy between the two. Also as reported in the literature reviews, effective coal ash utilization on cement concrete brings us a more durable and sustainable concrete. So, in persuasion with India’s response to climate change, our enhanced commitment at COP 26 (2021) was to achieve Panchamitra i.e., net-zero CO2 emissions by 2070—a holistic and comprehensive approach that may be made possible with fly ash blending.

MORT&H’s specification regarding the use of fly ash
References
Senapati MR (2011) Fly ash from thermal power plants—waste management and overview. Curr Sci 100(12):1791–1794
Study report on use of coal ash in railway embankment, report number GE: 0–S005, geo-technical engineering directorate. Research Designs and Standards Organization, Lucknow, Feb 2006
Al-Manaseer AA, Hang MD, Nasser KW (1988) Compressive strength of concrete containing fly ash, brine and admixture. ACI Mater J:109–116
Haque MN, Day RL, Langan BW (1989) Realistic strength of air-entrained concretes with and without fly ash. ACI Mater J:241–247
Swamy RN, Sami ARA, Theodorakopoulos DD (1983) Early strength fly ash concrete for structural application. ACI Mater J:414–422
Siddique R (2004) Performance characteristics of high volume class F fly ash concrete. Cem Concr Res 34:487–493
Sivasundram V, Malhotra VM (2004) High performance high volume fly ash concrete. Ind Concr J:13–21
Naik TR, Ramme BW (1989) High strength concrete containing large quantities of fly ash. ACI Mater J:111–116
Maslehuddin M, Al-Mana AI, Shamim M, Saricimen H (1989) Effect of sand replacement on the early age strength gain and long term corrosion resisting characteristics of fly ash concrete. ACI Mater J:58–62
Swami RN, Alli SAR, Theodorakepoulos DD (1983) Early strength fly ash concrete for structural application. ACI Mater J:414–422
Sivasundram, Malhotra VM (2004) High-performance high volume fly ash concrete. Ind Concr J:13–21
Onprom P, Chaimoon K, Cheerarot R (2015) Influence of bottom ash replacements as fine aggregate on the property of cellular concrete with various foam contents. Adv Mater Sci Eng 2015:11. https://doi.org/10.1155/2015/381704
Al Biajawi MI, Embong R, Muthusamy K, Ismail N, Obianyo II (2022) Recycled coal bottom ash as sustainable materials for cement replacement in cementitious. Compos Rev Constr Build Mater 338. https://doi.org/10.1016/j.conbuildmat.2022.127624
Abdullah MJ, Beddu S, Manan TSBA, Syamsir A, Naganathan S, Kamal NLM, Mohamad D, Itam Z, Yee HM, Yapandi MFKM, Nazri FM, Shafiq N, Isa MH, Ahmad A, Rasdi NW (2022) The strength and thermal properties of concrete containing water absorptive aggregate from well-graded bottom ash (BA) as partial sand replacement. Constr Build Mater 339. https://doi.org/10.1016/j.conbuildmat.2022.127658
Hasim AM, Shahid KA, Ariffin NF, Nasrudin NN, Zaimi MNS, Kamarudin MK (2022) Coal bottom ash concrete: mechanical properties and cracking mechanism of concrete subjected to cyclic load test. Constr Build Mater 346. https://doi.org/10.1016/j.conbuildmat.2022.128464
Muthusamy K, Rasid MH, Jokhio GA, Budiea AMA, Hussin MW, Mirza J (2020) Coal bottom ash as sand replacement in concrete: a review. Constr Build Mater 236. https://doi.org/10.1016/j.conbuildmat.2019.117507
Zhang T, Zhao Z (2014) Optimal use of MSWI bottom ash in concrete. Int J Concr Struct Mater 8:173–182. https://doi.org/10.1007/s40069-014-0073-4
Ghosal M, Chakraborty AK (2018) Issues affecting the applicability aspects of nanomaterials in cement construction, advances in concrete, structural and geotechnical engineering, book chapter on ACSGE-2018 proceedings, organized by BITS-Pilani. Publisher-Bloomsbury, pp 373–378
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Ghosal, M. (2023). Development of Coal Ash for Structural Applications. In: Singh, S.B., Gopalarathnam, M., Kodur, V.K.R., Matsagar, V.A. (eds) Fiber Reinforced Polymeric Materials and Sustainable Structures. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-19-8979-7_24
Download citation
DOI: https://doi.org/10.1007/978-981-19-8979-7_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-8978-0
Online ISBN: 978-981-19-8979-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)