
Abstract
Super alloys, such as nickel-based alloy Inconel 625, are capable of maintaining their excellent mechanical properties, even after extended contact with high temperatures. The class of super alloys was mainly developed for the components of aircraft turbine engines as well as turbo-superchargers and many other industrial uses, such as oil and petroleum refineries, chemical plants, gas turbines and rocket engines. However, they are difficult to cut during the machining process and induce high micro-hardness on machined surface. Machining-induced micro-hardness has been generally recognized as one of the key factors among all surface integrity parameters. Micro-hardness measurements are considered significant in the determination of wear and corrosion resistance as well as to obtain an in depth understanding of machining-affected region. This study was carried out to investigate the machining-induced micro-hardness of Inconel 625, during the end milling under dry environments with ultra-hard coating. ANOVA in combination with mean effect plot was applied for the analyses of micro-hardness. ANOVA results indicated the R2 value as 98.16%, very close to 1, implying that the model terms are significant. Cutting speed and depth of cut were observed as the prime factors on machining-induced micro-hardness. Minimum micro-hardness (266 HV) was obtained at a higher feed per tooth, lower cutting speed, higher depth of cut and positive radial rake angle.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Inconel 625, a heat treatable nickel chromium iron alloy has demonstrated to be one of the most versatile alloys with unique properties, including outstanding resistance to creep, corrosion, especially oxidation and carburization, high strength as well as stiffness at elevated temperatures. However, it is difficult to machine the alloy due to superior mechanical properties, leading to declining levels of machinability as well as lower ranges of cutting speed. As milling operation, particularly the end milling process is extensively used in aerospace applications, a finishing operation, with specified dimensional tolerances and surface quality, is very much needed. Higher quality of machined surfaces generated are considered important and essential in manufacturing. The degree and in depth micro-hardness of machined surfaces depend on many factors such as cutting conditions, cutting and tool geometry parameters and properties of material being machined. Therefore, it becomes important to know as to how the changes of cutting conditions influence the machining-induced micro-hardness in the end milling of Inconel 625 as well as undercutting and tool geometry parameters.
Raykar et al. [1] conducted a turning operation on Inconel 718 to analyse the micro-hardness of the machined surface and the degree of work hardening under a high pressure coolant. They pointed out that micro-hardness of machined surface is 1.11 times the bulk micro-hardness. Further, they also found the base material micro-hardness at a depth of approximately 270–300 micron, for all work piece. Kadam and Pawade [2] conducted a high-speed turning operation on Inconel 718 under dry, water vapour and chilled air machining environments for the assessment of surface integrity in term of micro-hardness of the machined surface through degree of work hardening under machined surface. They revealed that the coolant, steam imparted low degree of work hardening in contrast to the turning under chilled air and dry environments. Rajguru and Vasudevan [3] investigated influence of tool geometry on surface integrity aspects such as surface roughness, micro-hardness and residual stress. They pointed out that micro-hardness of the top layer was higher due to high rate of the work hardening during machining of Inconel 625.
Vasudevan et al. [4] conducted a turning operation to optimize machining parameters on Inconel 625 under dry conditions with coated carbide inserts. They concluded that dry machining could be carried out in the precision machining industries with the successful implementation of essential measures. Xavior et al. [5] studied the machinability of Inconel 718 under three different cutting tools, namely PVD TiAlN carbide, cubic boron nitride and ceramic with high-speed machining and pointed out that PVD TiAlN carbide tools cannot be used at speeds above 60 m/min. Halim et al. [6] investigated the effect of high-speed milling of Inconel 718 under dry and cryogenic environments on tool wear and chip morphology. They revealed strong influence of cutting conditions on the chip morphology such as distorted and darker colour under dry condition.
Thakur et al. [7] highlighted a sustainable alternative, using multilayer PVD TiN/TiAlN coating tool, on dry machining of nickel-based super alloy. The results revealed that the machining characteristics of nickel-based super alloy was found superior under the dry machining, using PVD TiN/TiAlN coating tool. Further, the work hardening at machined surface as well as sub-surface under dry conditions was comparable with flood cooling conditions. Makhesana et al. [8] conducted a machining operation on Inconel 718 to investigate the effect of cutting conditions, namely dry, flood and minimum quantity liquid on micro hardness. They concluded that no substantial variation was observed in the micro-hardness, as against the base material with cutting conditions. According to literature of Chaabani et al. [9], dry coolant generates a harder and large work hardening layer, as compared to a conventional coolant during the machining of Inconel 718. A research study by Xu et al. [10], on machinability of Inconel 718, investigated the influence of rake angle on micro-hardness of machined surface and they concluded that the positive rake angle produces less work hardening on machined surface and minimum sub-surface deformation.
In the machining of a heat treatable nickel chromium iron alloy Inconel 625, which has numerous applications in manufacturing industries, the establishment of efficient cutting and tool geometry parameters has been a problem, as a result of high rate of work hardening and huge amount of heat generation. Also, the cutting tool coating is applied in many cases to improve dry machining in the machining process. Advanced tool coating such as TiAlSiN play a key role in the sustainable alternative of cutting fluid, notably during the machining of nickel-based super alloys. It promotes an eco-friendly green machining environment of high speed machining of nickel-based super alloy as well [11]. In this context, this study was conducted to investigate the machined induced micro-hardness of Inconel 625 during the end milling, under dry environments with ultra-hard coating.
2 Experimental Procedure
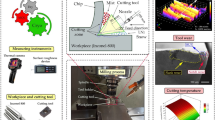
A heat treatable nickel chromium iron alloy such as Inconel 625 was considered as the work piece in the current investigation. The test samples were of rectangular size of 150 × 50 × 6 mm3. Four controlling factors were selected such as feed per tooth, cutting speed, depth of cut and radial rake angle with two levels and are presented in Table 1. The experiments were conducted at various cutting conditions as per the L8 orthogonal array, and the experimental setup is depicted in Fig. 1. The range of standard helix angle was between 30 and 45° for most of the end milling process, due to sharpness and cutting edge strength. To improve the machined surface quality and to reduce the cutting force, machining of difficult to cut material could be achieved by using variable pitch milling end mill cutter. Therefore, solid carbide PVD-TiAlSiN coated cutter with four teeth was used as the cutting tool. Milling of nickel-based super alloy often requires more rigid and robust equipment, as compared to the milling of carbon steels. Hence, machining were performed using MAXMILL PLUS+ CNC machine at the Advanced Machining Centre of Walchand College of Engineering, Sangli, Maharashtra, India. The measurement of micro-hardness was carried out with Vickers digital micro-hardness tester. Experimental conditions with factors and responses are depicted in Table 2.

Experimental setup
3 Results and Discussion
The analysis was performed to investigate the influence of the controlled factors on top layer of the machined surface and sub-surfaces micro-hardness up to 250 μm. Mean effect plot and analysis of variance for machine induced micro-hardness results were obtained using Minitab software. Figure 2 depicts the pattern of the micro-hardness plots at different experimental conditions.

Variation of micro-hardness at different cutting conditions
It can be seen from Fig. 2 that the micro-hardness is higher closer to the top layer and it decreases underneath the surface layer up to 250 μm, because of the reduction in the work hardening. Further, the value of micro-hardness, being just below the machined surface is higher and it could be attributed to high amount of heat at cutting zone and severe plastic deformation. A blend of higher level of cutting speed and radial rake angle, along with lower level of feed per tooth and depth of cut results in maximum micro hardness of 344 HV, as a result of high amount of work hardening rate.
Analysis of variance for machine-induced micro-hardness results is presented in Table 3, and it revealed that the micro-hardness is significantly influenced by the cutting speed and radial depth of cut, followed by feed per tooth and radial rake angle. Cutting speed and depth of cut influenced the micro-hardness with a contribution of 54.075 and 37.99%, respectively, as compared to other process parameters. ANOVA table indicates the R2 value as 98.16%, which is very close to 1. It implied that the model terms are significant. Higher value of ‘F’ in ANOVA table indicated that the effect of design parameters is large, as compared to the error. Hence, the cutting speed which showed the highest ‘F’ value has more influence on the process response.
To demonstrate the influence of process variable on micro-hardness, the main effect plot of micro-hardness was plotted and is depicted in Fig. 3. Mean effect plot of micro-hardness revealed that the micro-hardness increased as the cutting speed is increased from 50 to 90 m/min, as a result of high amount of work hardening rate. The effects of other two parameters were seen as moderate.

Mean effect plot for micro-hardness
4 Conclusion
End milling experiments were performed as part of this study to investigate the influence of the controlled factors on machined surface and sub-surfaces of micro-hardness up to 250 μm on Inconel 625, under dry environments with ultra-hard coating. The micro-hardness was analysed using the analysis of variance and the main effect plot. A blend of higher level cutting speed and radial rake angle, along with lower level of feed per tooth and depth of cut resulted in maximum micro-hardness of 344 HV, close to machined surface. Analysis of variance for machine-induced micro-hardness results revealed that the micro-hardness is significantly influenced by the cutting speed and radial depth of cut with a contribution of 54.075 and 37.99%, respectively. The experimental results revealed that the minimum micro-hardness (266 HV) was observed at lower cutting speed (50 m/min), radial rake angle (5°), higher feed per tooth (0.17 mm/tooth) as well as higher radial depth of cut (1.0 mm).
References
Raykar SJ, Chaugule YG, Pasare VI, Sawant DA, Patil UN (2022) Analysis of micro hardness and degree of work hardening (DWH) while turning Inconel 718 with high pressure coolant environment. Mater Today Proc 59(1):1088–1093
Kadam GS, Pawade RS (2022) Comparative assessment of machining induced hardening in HSM of Inconel 718 with aid of eco-friendly cutting fluids. Mater Today Proc 62(14):7528–7533
Rajguru R, Vasudevan H (2019) Investigation of the impact of cutting parameters on surface integrity in the end milling of Inconel 625. In: Materials science forum, vol 969. Trans Tech Publications Ltd, Switzerland, pp 762–767
Vasudevan H, Rajguru R, Shaikh M, Shaikh A (2019) Optimization of process parameters in the turning operation of Inconel 625. In: Materials science forum, vol 969. Trans Tech Publications Ltd, Switzerland, pp 756–761
Xavior MA, Patil M, Maiti A, Raj M, Lohia N (2016) Machinability studies on Inconel 718. IOP Conf Ser Mater Sci Eng 149:012019. https://doi.org/10.1088/1757-899X/149/1/012019
Halim NHA, Haron CHC, Ghani JA, Azharb MF (2019) Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 426–427:1683–1690
Thakur A, Gangopadhyay S, Maity KP, Sahoo SK (2016) Evaluation on effectiveness of CVD and PVD coated tools during dry machining of Incoloy 825. Tribol Trans 59:1048–1058
Makhesana MA, Patel KM, Mawandiya BK (2021) Environmentally conscious machining of Inconel 718 with solid lubricant assisted minimum quantity lubrication, Metal Powder Rep 76(Supplement 1):S24–S29. Elsevier Ltd. https://doi.org/10.1016/j.mprp.2020.08.008
Chaabani S, Arrazola PJ, Ayed Y, Madariaga A, Tidu A, Germain G (2020) Surface integrity when machining Inconel 718 using conventional lubrication and carbon dioxide coolant. Procedia Manuf 47:530–534
Xu D, Ding L, Liu Y, Zhou J, Liao Z (2021) Investigation of the influence of tool rake angles on machining of Inconel 718. J Manuf Mater Process 5(3):100. https://doi.org/10.3390/jmmp5030100
Rajguru R, Vasudevan H (2020) Investigating the effect of cutting conditions and tool geometry on surface roughness in dry end milling of Inconel 625 using TiAlSiN ultra hard coated solid carbide tool. J Adv Mater Process Technol 8:128—137. Taylor and Francis
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Rajguru, R., Vasudevan, H. (2023). Impact of Process Parameters on Machining-Induced Micro-Hardness in Dry End Milling of Inconel 625 Using Coated Tool. In: Vasudevan, H., Kottur, V.K.N., Raina, A.A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-7971-2_49
Download citation
DOI: https://doi.org/10.1007/978-981-19-7971-2_49
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-7970-5
Online ISBN: 978-981-19-7971-2
eBook Packages: EngineeringEngineering (R0)