
Abstract
Research on the development of cost-effective aluminium composites have led researchers to explore agricultural waste materials as potential reinforcements. Aluminium composites with such agro waste reinforcements have been reported to possess properties that are comparable to those with purely ceramic reinforcements. This paper specifically reviews the work done by these researchers and summarizes their fabrication details and the effect of agro waste reinforcements on the mechanical properties of aluminium composites. The corresponding improvement/reduction in their properties as compared to the base aluminium alloy has been tabulated.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Ceramic-reinforced aluminium metal matrix composites have widely replaced traditional aluminium alloys in most domains. They are now the preferred material for engineering components due to their superior mechanical properties. However, their high costs have led researchers to explore alternate materials that can replace or partly substitute ceramics as reinforcements.
Agricultural wastes such as bamboo leaf ash (BLA), bean pod ash (BPA), coconut shell ash (CSA), corn cob ash (CCA), cow dung ash (CDA), eggshell powder (ESP), groundnut shell ash (GSA), lemon grass ash (LGA), locust bean waste ash (LBA), maize stalk particulates (MSP), melon shell ash (MSA), neem leaf ash (NLA), palm kernel shell powder (PKS), rice husk ash (RHA) and sugarcane bagasse ash (SBA), potentially offer a cost-effective replacement to the expensive synthetic ceramic reinforcements. Of late, researchers have increasingly focussed on the fabrication and characterization of properties of aluminium metal matrix composites reinforced with such agro wastes. The details of their fabrication and their overall impact on the mechanical properties are summarized in the subsequent sections.
2 Materials and Methods
Agro wastes which are used as reinforcements consist of naturally occurring ceramics and are therefore inexpensive when compared to the traditionally used synthetic ceramics. Researchers have therefore used various combinations and sizes of agro wastes along with ceramic particulates, for reinforcing aluminium composites. Table 1 summarizes the major constituents of agro waste reinforcements that were selected for this study.
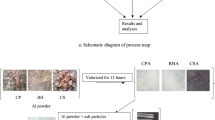
These composites can be fabricated through various processes such as stir casting (SC), double stir casting and double layer feeding (DD), electromagnetic stir casting (ESC), squeeze casting (SQC), compo-casting (CC), sintering (SI) and friction stir processing (FSP). Reinforcements were preheated in some cases to increase the wettability.
3 Fabrication and Effect on Properties
Research studies on aluminium composites with agro wastes reinforcements and the fabrication processes employed are discussed in this section.
3.1 BLA Reinforcements
Bodunrin et al. [12] reinforced AA 6063 with silica sand (<75 μm) and BLA (<50 μm) particulates through stir casting. Five different composites with silica sand/BLA weight fractions as 10/0, 7.5/2.5, 5/5, 2.5/7.5 and 0/10 percentages were fabricated. The composite with 10/0% reinforcements had the highest hardness of around 64.6 VHN. The composite with 0/10% reinforcements had the lowest density of around 2.383 g/cc. Kumar et al. [1] reinforced Al-4.5%Cu alloy with BLA particulates through stir casting. Three different composites with BLA weight fractions of 2, 4 and 6 percentages were fabricated. The composite with 2% reinforcements had the highest percentage elongation of around 3.06%. The composite with 4% reinforcements had the highest hardness (Brinell) of around 99.3 BH, microhardness of around 104.4 MH, tensile strength of around 177.304 MPa and yield strength of around 133.19 MPa. The composite with 6% reinforcements had the lowest density of around 2.619 g/cc. Fatile et al. [3] reinforced Al–Mg-Si (0.396% Mg and 0.4% Si) alloy with SiC (30 μm) and BLA (<50 μm) particulates through stir casting. Four different composites with SiC/BLA weight fractions as 10/0, 8/2, 6/4 and 4/6 percentages were fabricated. The composite with 10/0% reinforcements had the highest microhardness of around 82 HV, ultimate tensile strength of around 164 MPa, yield strength of around 123 MPa and percentage elongation of around 26.1%. The composite with 4/6% reinforcements had the highest fracture toughness of around 10.2 MPam1/2 and the lowest density of around 2.615 g/cc.
3.2 CSA Reinforcements
Panda et al. [13] reinforced AA 1200 with m-CSA particulates (i.e. modified CSA with CSA:graphite:Mg in the ratio 1:1:2.5) through compo-casting. Three different composites with m-CSA weight fractions of 2, 4 and 8 percentages were fabricated. The composite with 4% reinforcements had the highest hardness (Brinell) of around 77.7 BHN. The composite with 8% reinforcements had the lowest density of around 2.56 g/cc. Lakshmikanthan and Prabu [14] reinforced AA 6061 with CSA (<150 μm) particulates through stir casting. Five different composites with CSA weight fractions of 3, 6, 9, 12 and 15 percentages were fabricated. The composite with 6% reinforcements had the highest hardness (Brinell) of around 55.2 BHN and tensile strength of around 160.27 MPa. Bodunrin et al. [12] reinforced AA 6063 with CSA particulates through stir casting. Four different composites with CSA weight fractions of 3, 6, 9 and 12 percentages were fabricated. The composite with 3% reinforcements had the highest modulus of elasticity of around 1.018 MPa. The composite with 12% reinforcements had the highest hardness of around 40.2 HRB and ultimate tensile strength of around 73.62 MPa, while it had the lowest density of around 2.59 g/cc. Kumar et al. [2] reinforced AA 6082 with ZrO2 (<50 μm) and CSA (<75 μm) particulates through stir casting. Six different composites with ZrO2/CSA weight fractions as 0/10, 2/8, 4/6, 6/4, 8/2 and 10/0 percentages were fabricated. The composite with 10/0% reinforcements had the highest hardness (Brinell) of around 64 BHN. The composite with 8/2% reinforcements had the highest tensile strength of around 202 MPa and yield strength of around 142 MPa. The composite with 2/8% reinforcements had the highest flexural strength of around 92 MPa. The composite with 0/10% reinforcements had the highest percentage elongation of around 13.8% and impact strength of around 15 J. It had the lowest density of around 2.63 g/cc. Mohanavel et al. [15] reinforced AA 7050 with CSA (60–70 μm) particulates through stir casting. Two different composites with CSA weight fractions of 4 and 8 percentages were fabricated. The composite with 8% reinforcements had the highest microhardness of around 78 HV and tensile strength of around 203 MPa. Subramaniam et al. [16] reinforced AA 7075 with B4C (75 μm) and CSA (62 μm) particulates through stir casting. Five different composites with B4C/CSA weight fractions as 0/3, 3/3, 6/3, 9/3 and 12/3 percentages were fabricated. The composite with 12/3% reinforcements had the highest hardness of around 169 BHN. The composite with 9/3% reinforcements had the highest tensile strength of around 189 MPa and impact strength of around 2.3 J. The composite with 0/3% reinforcements had the highest percentage elongation of around 13.5%. Table 2 summarizes details of aluminium alloys with BLA/CSA reinforcements.
3.3 GSA Reinforcements
Palanivendhan and Chandradass [18] reinforced AA 6063 with GSA particulates through stir casting. Three different composites with GSA weight fractions of 2.5, 5 and 7.5 percentages were fabricated. The composite with 2.5% reinforcements had the highest hardness of around 42.2 HV and tensile strength of around 111.2 MPa. Venkatesh et al. [5] reinforced AA ADC12 with B4C (7.78–10.40 μm) and GSA (<50 µm) particulates through squeeze casting. Three different composites with B4C/GSA weight fractions as 2.5/7.5, 5/5 and 7.5/2.5 percentages were fabricated. The composite with 7.5/2.5% reinforcements had the highest hardness of around 115.6 BHN, yield strength of around 286.5 MPa, tensile strength of around 348.45 MPa and impact strength of around 3.41 J. The composite with 2.5/7.5% reinforcements had the lowest density of around 2.525 g/cc. Refaai et al. [19] reinforced AA 8079 with GSA particulates through stir casting. Six different composites with GSA weight fractions of 3, 6, 9, 12, 15 and 18 percentages were fabricated. The composite with 3% reinforcements had the highest impact strength of around 0.9 J/mm2. The composite with 18% reinforcements had the highest hardness (Brinell) of around 60.1 BHN and the lowest density of around 3.34 g/cc. Alaneme et al. [20] reinforced Al–Mg–Si (0.5% Mg and 0.45% Si) alloy with SiC (28 μm) and GSA (<50 μm) particulates through stir casting. Five different composites with SiC/GSA weight fractions as 10/0, 7.5/2.5, 5/5, 2.5/7.5 and 0/10 percentages were fabricated. The composite with 10/0% reinforcements had the highest hardness of around 63.5 HRV, yield strength of around 129 MPa and tensile strength of around 158 MPa. The composite with 5/5% reinforcements had the highest percentage elongation of around 12.8%. The composite with 0/10% reinforcements had the highest fracture toughness of around 7.7 MPam1/2.
3.4 RHA Reinforcements
Dinaharan et al. [21] reinforced AA 6061 with RHA (8 μm) particulates through friction stir processing. The volume fraction of the reinforcements was 18%. The composite had an ultimate tensile strength of around 285 MPa. Alaneme and Sanusi [22] reinforced AA 6063 with Al2O3 (30 μm) and RHA (<50 mm) particulates through stir casting. Five different composites with Al2O3/RHA weight fractions as 10/0, 7.5/2.5, 5/5, 2.5/7.5 and 0/10 percentages were fabricated. The composite with 7.5/2.5% reinforcements had the highest percentage elongation of around 12.7%. The composite with 10/0% reinforcements had the highest hardness of around 68.7 VHN, ultimate tensile strength of around 133 MPa, yield strength of around 100 MPa and toughness of around 8.8 J/m3. Arora and Sharma [10] reinforced AA 6351 with SiC and RHA particulates through stir casting. Three different composites with SiC/RHA weight fractions as 2, 4 and 6 percentages were fabricated. The composite with 6% reinforcements had the highest microhardness of around 72.5 VHN and ultimate tensile strength of around 186 MPa. The composite with 2/6% reinforcements had the lowest density of around 2.63 g/cc. Verma and Vettivel [23] reinforced AA 7075 with B4C (50 μm) and RHA particulates through stir casting. Three different composites with B4C/RHA weight fractions as 5/0, 5/3 and 5/5 percentages were fabricated. The composite with 5/5% reinforcements had the highest hardness (Vicker’s) of around 121.42 HV and compression strength of around 563.3 MPa. The composite with 5/0% reinforcements had the highest tensile strength of around 260.5 MPa. Saravanana and Kumar [24] reinforced AlSi10Mg alloy with RHA particulates through stir casting. Four different composites with RHA weight fractions of 3, 6, 9 and 12 percentages were fabricated. The composite with 9% reinforcements had the highest ultimate tensile strength of around 173 MPa. The composite with 12% reinforcements had the highest compression strength of around 524 MPa and hardness of around 80.9 BHN. The composite with 3% reinforcements had the highest percentage elongation of around 9.3%. Table 3 summarizes details of aluminium alloys with GSA/RHA reinforcements.
3.5 SBA Reinforcements
Harish et al. [25] reinforced AA 5056 with SiC (40 μm) and SBA particulates through stir casting. Three different composites with SiC/SBA weight fractions as 0/4, 3/2 and 3/4 percentages were fabricated. The composite with 3/4% reinforcements had the highest microhardness (Vicker’s) of around 73.2 HV. Chandla et al. [11] reinforced AA 6061 with Al2O3 (53 μm) and SBA (38 μm) particulates through vacuum-assisted stir casting. Four different composites with Al2O3/SBA weight fractions as 5/0, 5/4, 5/6 and 5/8 percentages were fabricated. The composite with 5/6% reinforcements had the highest tensile strength of around 151.1 MPa and microhardness of around 35.2 HV. The composite with 5/4% reinforcements had the highest percentage elongation of around 8.6%. The composite with 5/0% reinforcements had the highest impact strength of around 6.9 J. The composite with 5/8% reinforcements had the highest compression strength of around 411 MPa. The composite with 5/8% reinforcements had the lowest density of around 2.665 g/cc. Palanivendhan et al. [26] reinforced AA 6262 with SBA (40 μm) particulates through stir casting. Two different composites with SBA weight fractions of 2 and 5 percentages were fabricated. The composite with 5% reinforcements had the highest ultimate tensile strength of around 161.97 MPa. The composite with 2% reinforcements had the highest microhardness (Vicker’s) of around 70.4 HV. Imran et al. [27] reinforced AA 7075 with graphite (20–60 μm) and SBA (0.1–100 μm) particulates through stir casting. Three different composites with graphite/SBA weight fractions as 1/2, 1/4 and 1/6 percentages were fabricated. The composite with 1/6% reinforcements had the highest ultimate tensile strength of around 294.2 MPa, hardness (Brinell) of around 88.3 BHN and yield strength of around 184.93 MPa. The composite with 1/2% reinforcements had the highest percentage elongation of around 6.7%. Subramanian et al. [28] reinforced Al-Si10-Mg alloy with SiC (<25 μm) and SBA (<75 μm) particulates through stir casting. Four different composites with SiC/SBA weight fractions as 0/9, 3/9, 6/9 and 9/9 percentages were fabricated. The composite with 0/9% reinforcements had the highest percentage elongation of around 2.615%. The composite with 9/9% reinforcements had the highest tensile strength of around 161.73 MPa, hardness of around 129.7 BHN and impact strength (Charpy) of around 0.039 Jmm2.
3.6 CCA, MSA, PKP, CDA and LBA Reinforcement
Odoni et al. [29] reinforced AA 6063 with CCA particulates through stir casting. Six different composites with CCA weight fractions of 2.5, 5, 7.5, 10, 12.5 and 15 percentages were fabricated. The composite with 2.5% reinforcements had the highest impact energy of around 0.87 J/mm2 and tensile strength of around 196 MPa. The composite with 15% reinforcements had the highest hardness (Brinell) of around 58 BHN and the lowest density of around 2.44 g/cc. Fatile et al. [3] reinforced Al–Mg-Si (0.396% Mg and 0.4% Si) alloy with SiC (50 μm) and CCA (<60 μm) particulates through stir casting. Five different composites with SiC/CCA weight fractions as 10/0, 9/1, 8/2, 7/3 and 6/4 percentages were fabricated. The composite with 10/0% reinforcements had the highest microhardness of around 93 HVN, ultimate tensile strength of around 185 MPa, yield strength of around 144.2 MPa and percentage elongation of around 24%. The composite with 6/4% reinforcements had the highest fracture toughness of around 12 MPam1/2 and the lowest density of around 2.6 g/cc. Suleiman I et al. [8] reinforced Al-12%Si alloy with MSA (50 μm) particulates through stir casting. Four different composites with MSA weight fractions of 5, 10, 15 and 20 percentages were fabricated. The composite with 15% reinforcements had the highest hardness of around 103.5 HRC and tensile strength of around 207.1 MPa. The composite with 5% reinforcements had the highest impact strength of around 17 J and percentage elongation of around 27.6%. Edoziuno et al. [30] reinforced AA 6063 with PKP particulates through stir compo-casting. Six different composites with PKP weight fractions of 2.5, 5, 7.5, 10, 12.5 and 15 percentages were fabricated. The composite with 7.5% reinforcements had the highest yield strength of around 192 MPa, ultimate tensile strength of around 187 MPa and modulus of elasticity of around 14,014 MPa. The composite with 12.5% reinforcements had the highest percentage elongation of around 39.6%. The composite with 2.5% reinforcements had the highest hardness of around 612 BHN. The composite with 10% reinforcements had the highest impact energy of around 31.96 Manikandan et al. [4] reinforced AA 7075 with B4C (50–70 μm) and CDA (40–60 μm) particulates through stir casting. Five different composites with B4C/CDA weight fractions as 0/10, 2.5/7.5, 5/5, 7.5/2.5 and 10/0 percentages were fabricated. The composite with 10/0% reinforcements had the highest hardness (Brinell) of around 152 BHN. The composite with 0/10% reinforcements had the highest impact strength (Charpy) of around 3 J. The composite with 2.5/7.5% reinforcements had the highest flexural strength of around 358 MPa. The composite with 7.5/2.5% reinforcements had the highest tensile strength of around 288.38 MPa. Usman et al. [7] reinforced AA A356 with LBA (<75 μm) particulates through stir casting. Five different composites with LBA weight fractions of 2, 4, 6, 8 and 10 percentages were fabricated. The composite with 2% reinforcements had the highest impact energy of around 33.5 J. The composite with 10% reinforcements had the highest tensile strength of around 0.84 GPa and hardness of around 15.1 HRB. Jose et al. [6] reinforced AA 6061 with LGA (50–250 µm) particulates through compo-casting. Three different composites with LGA weight fractions of 3, 5 and 7.5 percentages were fabricated. The composite with 7.5% reinforcements had the highest microhardness of around 155 HV and tensile strength of around 195 MPa. The composite with 3% reinforcements had the highest percentage elongation of around 11.7%. Table 4 summarizes details of aluminium alloys with SBA/CCA/MSA/PKP/CDA/LBA reinforcements.
The percentage increase/decrease in tensile strength (TS), hardness—Brinell (H), percentage elongation (PE), microhardness (MH), yield strength (YS), flexural strength (FS), impact strength (IS) and density (D) have been given in Table 5. These values were computed only for composites whose base alloy properties were determined experimentally by the corresponding researcher.
4 Conclusion
There exists an increasing trend among researchers to fabricate aluminium composites with agro wastes and their combinations. They have successfully reinforced aluminium alloys with agro wastes such as BLA, CSA, RHA, GSA and SBA through various processes. Of the composites selected for the study, a high tensile strength of around 348.45 MPa was observed in the composite ADC12/7.5%B4C/2.5%GSA, hardness (Brinell) of around 169 BHN was observed in the composite AA7075/12%B4C/3%CSA, percentage elongation of around 39.6% was observed in the composite AA6063/12.5%PKP, microhardness of around 121.42 HV was observed in the composite AA7075/5%B4C/5%RHA, yield strength of around 286.5 MPa was observed in the composite ADC12/7.5%B4C/2.5%GSA, fracture toughness of around 12 MPam1/2 was observed in the composite Al-0.396 Mg-0.4Si/6%SiC/4%CCA, flexural strength of around 358 MPa was observed in the composite AA7075/2.5%B4C/7.5%CDA, impact strength of around 33.5 J was observed in the composite A356/2%LBA, compression strength of around 563.309 MPa was observed in the composite AA7075/5%B4C/5%RHA and a low density of around 2.383 g/cc was observed in the composite AA6063/10%BLA. Aluminium composites reinforced with a combination of agricultural wastes and ceramics thus offer a cost-effective alternative to those reinforced with synthetic ceramic reinforcements.
References
Kumar BP, Birru AK (2017) Microstructure and mechanical properties of aluminium metal matrix composites with addition of bamboo leaf ash by stir casting method. Trans Nonferrous Met Soc Chin 27(12):2555–2572. https://doi.org/10.1016/S1003-6326(17)60284-X
Kumar KR, Pridhar T, Balaji VSS (2018) Mechanical properties and characterization of zirconium oxide (ZrO2) and coconut shell ash(CSA) reinforced aluminium (Al 6082) matrix hybrid composite. J Alloy Compd 765:171–179. https://doi.org/10.1016/j.jallcom.2018.06.177
Fatile OB, Akinruli JI, Amori AA (2014) Microstructure and mechanical behaviour of stir-cast Al-Mg-Sl alloy matrix hybrid composite reinforced with corn cob ash and silicon carbide. Int J Eng Technol Innov 4(4):251–259
Manikandan R, Arjunan TV, Nath OPAR (2020) Studies on micro structural characteristics, mechanical and tribological behaviours of boron carbide and cow dung ash reinforced aluminium (Al 7075) hybrid metal matrix composite. Compos Part B Eng 183. https://doi.org/10.1016/j.compositesb.2019.107668
Venkatesh L, Arjunan TV, Ravikumar K (2019) Microstructural characteristics and mechanical behaviour of aluminium hybrid composites reinforced with groundnut shell ash and B4C. J Braz. Soc Mech Sci Eng 41(7). https://doi.org/10.1007/s40430-019-1800-1
Jose J et al (2018) Manufacture and characterization of a novel agro-waste based low cost metal matrix composite (MMC) by compocasting. Mater Res Express 5(6). Retrieved from https://doi.org/10.1088/2053-1591/aac803
Usman Y, Dauda ET, Abdulwahab M, Dodo RM (2020) Effect of mechanical properties and wear behaviour on locust bean waste ash (LBWA) particle reinforced aluminium alloy (A356 alloy) composites. FUDMA J Sci 4(1):416–421
Suleiman IY, Salihu SA, Mohammed TA (2018) Investigation of mechanical, microstructure, and wear behaviors of Al-12%Si/reinforced with melon shell ash particulates. Int J Adv Manuf Technol 97(9–12):4137–4144. https://doi.org/10.1007/s00170-018-2157-9
Edoziuno FO, Adediran AA, Odoni BU, Utu OG, Olayanju A (2021) Physico-chemical and morphological evaluation of palm kernel shell particulate reinforced aluminium matrix composites. Mater Today Proc 38:652–657. https://doi.org/10.1016/J.MATPR.2020.03.641
Arora G, Sharma S (2020) Effects of rice husk ash and silicon carbide addition on AA6351 hybrid green composites. Emerg Mater Res 9(1):141–146. https://doi.org/10.1680/jemmr.18.00007
Chandla NK, Yashpal SK, Goud MM, Jawalkar CS (2020) Experimental analysis and mechanical characterization of Al 6061/alumina/bagasse ash hybrid reinforced metal matrix composite using vacuum-assisted stir casting method. J Compos Mater 54(27):4283–4297. Retrieved from https://doi.org/10.1177/0021998320929417
Bodunrin M, Oladijo P, Daramola OO, Alaneme KK (2016) Porosity measurement and wear performance of aluminium hybrid composites reinforced with silica sand and bamboo leaf ash. Ann Fac Eng Hunedoara Int J Eng pp 231–238. Retrieved from https://www.researchgate.net/publication/297733606
Panda B, Niranjan CA, Vishwanatha AD, Harisha P, Chandan KR, Kumar R (2020) Development of novel stir cast aluminium composite with modified coconut shell ash filler. Mater Today Proc 22:2715–2724. https://doi.org/10.1016/j.matpr.2020.03.402
Lakshmikanthan P, Prabu B (2016) Mechanical and tribological beheaviour of aluminium Al6061-coconut shell ash composite using stir casting pellet method. J Balk Tribol Assoc 22(4-I):4008–4018
Mohanavel V, Ravichandran M, Ali KSA, Kumar AP (2020) Mechanical properties of AA7050/coconut shell ash composites manufactured via stir casting technique. In: Springer proceedings in materials, vol 8. Springer Nature, pp 301–307
Subramaniam B, Natarajan B, Kaliyaperumal B, Chelladurai SJS (2018) Investigation on mechanical properties of aluminium 7075 - boron carbide - coconut shell fly ash reinforced hybrid metal matrix composites. China Foundry 15(6):449–456. https://doi.org/10.1007/s41230-018-8105-3
Alaneme KK, Ademilua BO, Bodunrin MO (2013) Mechanical properties and corrosion behaviour of aluminium hybrid composites reinforced with silicon carbide and bamboo leaf ash. Tribol Ind 35(1):25–35. Retrieved from www.tribology.fink.rs
Palanivendhan M, Chandradass J (2021) Experimental investigation on mechanical and wear behavior of agro waste ash based metal matrix composite. Mater Today Proc 45:6580–6589. https://doi.org/10.1016/j.matpr.2020.11.712
Refaai MRA, Reddy RM, Venugopal J, Rao MV, Vaidhegi K, Yishak S (2022) Optimization on the mechanical properties of aluminium 8079 composite materials reinforced with PSA. Adv Mater Sci Eng 2022. https://doi.org/10.1155/2022/6328781
Alaneme KK, Bodunrin MO, Awe AA (2018) Microstructure, mechanical and fracture properties of groundnut shell ash and silicon carbide dispersion strengthened aluminium matrix composites. J King Saud Univ Eng Sci 30(1):96–103. https://doi.org/10.1016/j.jksues.2016.01.001
Dinaharan I, Kalaiselvan K, Murugan N (2017) Influence of rice husk ash particles on microstructure and tensile behavior of AA6061 aluminum matrix composites produced using friction stir processing. Compos Commun 3:42–46. https://doi.org/10.1016/j.coco.2017.02.001
Alaneme KK, Sanusi KO (2015) Microstructural characteristics, mechanical and wear behaviour of aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng Sci Technol Int J 18(3):416–422. https://doi.org/10.1016/j.jestch.2015.02.003
Verma N, Vettivel SC (2018) Characterization and experimental analysis of boron carbide and rice husk ash reinforced AA7075 aluminium alloy hybrid composite. J Alloys Compd 741:981–998. https://doi.org/10.1016/j.jallcom.2018.01.185
Saravanan SD, Kumar MS (2013) Effect of mechanical properties on rice husk ash reinforced aluminum alloy (AlSi10Mg) matrix composites. Procedia Eng 64:1505–1513. https://doi.org/10.1016/j.proeng.2013.09.232
Harish TM et al (2019) Development of aluminium 5056/SiC/bagasse ash hybrid composites using stir casting method. Mater Today Proc 27:2635–2639. https://doi.org/10.1016/j.matpr.2019.11.081
Palanivendhan M, Chandaradass J, Philip J (2021) Fabrication and mechanical properties of aluminium alloy/bagasse ash composite by stir casting method. Mater Today Proc 45:6547–6552. https://doi.org/10.1016/j.matpr.2020.11.458
Imran M, Khan ARA, Megeri S, Sadik S (2016) Study of hardness and tensile strength of Aluminium-7075 percentage varying reinforced with graphite and bagasse-ash composites. Resour Technol 2(2):81–88. https://doi.org/10.1016/j.reffit.2016.06.007
Subramanian S, Arunachalam B, Nallasivam K, Pramanik A (2019) Investigations on tribo-mechanical behaviour of Al-Si10-Mg/sugarcane bagasse ash/SiC hybrid composites. China Foundry 16(4):277–284. https://doi.org/10.1007/s41230-019-8176-9
Odoni BU, Odikpo EF, Chinasa NC, Akaluzia RO (2020) Experimental analysis, predictive modelling and optimization of some physical and mechanical properties of aluminium 6063 alloy based composites reinforced with corn cob ash. J Mater Eng Struct 7:451–465
Edoziuno FO, Nwaeju CC, Adediran AA, Odoni BU, Prakash VRA (2021) Mechanical and microstructural characteristics of Aluminium 6063 alloy/palm kernel shell composites for lightweight applications. Sci Afr 12. https://doi.org/10.1016/j.sciaf.2021.e00781
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mathew, G., Kumar, K.N.V., Vijaykumar, S. (2023). Effect of Agro Waste Reinforcements on the Mechanical Properties of Aluminium Composites. In: Vasudevan, H., Kottur, V.K.N., Raina, A.A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-7971-2_43
Download citation
DOI: https://doi.org/10.1007/978-981-19-7971-2_43
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-7970-5
Online ISBN: 978-981-19-7971-2
eBook Packages: EngineeringEngineering (R0)