
Abstract
The Medical Oxygen Concentrator (MOC) is a portable medical device used for the continuous generation of medical grade oxygen to support patients with respiratory illness or for oxygen therapy. VSSC has realized an Engineering Model of a portable medical oxygen concentrator which is capable of generating oxygen (conc. > 82%) continuously @10 LPM as per World Health Organization standards. It is realized in such a way that it can cater to the need of two patients at a time. It works on the principle of Pressure Swing Adsorption (PSA) where nitrogen from air is preferentially adsorbed over zeolite under pressure resulting in the generation of oxygen. The developed MOC was extensively tested and qualified as per WHO norms. It mainly comprises of air compressor, PSA columns, various levels of filters, zeolite, valves, oxygen sensor, flow sensor, pressure sensor etc. The unit also has an LED display to monitor the discharge pressure, flow rate and oxygen concentration. The realized unit has various safety interlocks to ensure safe operation by the user. The PSA column is designed assuming a constant flow pattern, one dimensional model for adsorption. Adsorption of nitrogen over the zeolite molecules is considered to follow Langmuir’s isotherm model. The PSA columns, oxygen accumulator and heat exchanger were fabricated in-house for the engineering model. The effect of various parameters such as air flow rate, cycle time and pressure on oxygen concentration were studied and reported in this paper. It is observed that air flowrate in the range of 115–125 LPM, operating pressure of PSA column in the range of 1.8–2.2 bar and cycle time between 7 and 9 s are found to be optimum to obtain oxygen with a concentration > 82% at 10 LPM.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Medical Oxygen Concentrator (MOC) is a portable standalone medical device used for continuous generation of medical grade oxygen to support patients with respiratory illness or for oxygen therapy. In the present scenario of COVID-19 pandemic, treatment of seriously ill patients depends on Oxygen supply and ventilator support. There is a wide scarcity for oxygen cylinders especially in rural areas. In this situation, an effective functional relief could be medical oxygen concentrators that are mobile, handy and available in short time. Oxygen concentrators are highly reliable but units are costly in the open market. The technology is currently limited to very few countries. Under this scenario, a portable and affordable Medical Oxygen Concentrator is the need of the hour. Considering the above, VSSC, ISRO has realized an Engineering Model (EM) of portable medical oxygen concentrator which is capable of generating oxygen (conc. > 82%) continuously @10 LPM as per World Health Organization standards [1]. It works on the principle of Pressure Swing Adsorption (PSA) which is commonly used for the production of enriched oxygen from air [2–4]. Nitrogen from compressed air is removed by adsorption-desorption cycles in two zeolite columns operating in tandem, resulting in enriched oxygen in the product stream. The MOC was tested extensively as per WHO/ISO norms by ISRO.
Major components of MOC include a series of filters, oil free air compressor, PSA columns, medical grade zeolite, solenoid valves, oxygen accumulator, sensors for oxygen, pressure & flow, flowmeter and humidifier. PSA columns, oxygen accumulator and heat exchanger are designed and fabricated in-house for realizing the engineering model of MOC. Zeolites are microporous, aluminosilicate minerals commonly used as adsorbent materials. Medical grade Zeolite of particle size 0.4–0.9 mm is used in this unit. These selectively adsorb nitrogen from air under pressure and provide high purity oxygen. The effect of air flow rate, cycle time and column pressure on oxygen purity was studied thoroughly and operating conditions are optimized. This paper provides an overview of engineering aspects of sub-systems, selection of instruments involved in realizing the MOC.
The major objective of this study was to indigenously design, develop and demonstrate the technology for enrichment of oxygen from air stream by means of a portable Medical Oxygen Concentrator at an affordable cost to meet the oxygen demands of our country.
The developed oxygen concentrator is unique in itself as it is capable of catering the needs of enriched oxygen continuously for two patients at a time. The unit is additionally equipped with adequate safety precautions including safety relief valves between compressor and the PSA column, between oxygen accumulator and delivery to a patient. It also monitors and displays various parameters such as concentration of oxygen, flowrate and delivery pressure. The unit also has various alarm warnings for low/high flow, low/high pressure, low concentration of oxygen and start-up alarm. This will help facilitate the user to be cautious in case, any malfunctioning occurs in the unit. It also has an hour meter to display the total run time of the unit.
2 Material and Methods
2.1 Major Components
Following are the major sub-systems used in MOC and its functions (Table 1).
2.2 Major Sub-Systems
2.2.1 Oil Free Air Compressor
As per WHO norms, the inlet air to PSA columns should be free from oil contaminants. Hence, oil free air compressor is selected for MOC. The capacity of Oil free air compressor is calculated from Eqs. (1) and (2) [5, 6] based on the amount of inlet air flowrate required to generate 10 LPM of oxygen at the outlet.
where,
- \(\stackrel{.}{W}\) :
-
Work done by compressor per mole
- T1:
-
Inlet temperature of air
- Z1:
-
Compressibility factor
- \(\gamma\) :
-
Ratio of specific heat (Cp/Cv)
- m:
-
Polytrophic temperature exponent
- \({T}_{2}\) :
-
Outlet temperature of the air
- \({P}_{1}\) :
-
Inlet pressure of the air
- \({P}_{2}\) :
-
Outlet Pressure of the air
- \({\eta }_{p}\) :
-
Efficiency of Air Compressor.
2.2.2 Heat Exchanger
Warm air from the air compressor is passed through coil type heat exchanger, which is then cooled using air drawn from the ambient under forced convection using a fan. The quantity of heat to be removed and heat transfer area is calculated using the following equations [5, 6]
where,
- \(\stackrel{.}{Q}\) :
-
Heat duty of air cooler
- Ui:
-
Overall heat transfer coefficient based on inner tube
- U:
-
Overall heat transfer coefficient
- \(\Delta T\) :
-
Temperature difference across heat exchanger
- A:
-
Heat transfer area
- ri:
-
Tube inner radius
- ro:
-
Tube outer radius
- \({h}_{i}\) :
-
Tube inside heat transfer coefficient
- \({h}_{o}\) :
-
Tube outside heat transfer coefficient.
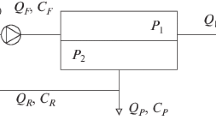
2.2.3 PSA Column
PSA column for oxygen separation from air was designed assuming a constant flow pattern, one dimensional model [5–8] as given below:
where,
- \({\in }_{b}\) :
-
Bed porosity
- \({\rho }_{P}\) :
-
Particle density of adsorbent
- q:
-
quantity of gas adsorbed/kg of adsorbent
- \({k}_{m}\overline{a }\) :
-
Effective mass Transfer Coefficient
- C:
-
Concentration of gas at the bulk
- C*:
-
Concentration that can remain in equilibrium with adsorbent having adsorbate
- \({\in }_{p}\) :
-
Pellet porosity
- \({k}_{c}\) :
-
Mass transfer coefficient
- \(\tau\) :
-
Tortuosity factor
- \({D}_{e}\) :
-
Effective diffusivity
- \({D}_{k}\) :
-
Knudsen diffusivity
- \({r}_{p}\) :
-
Pore radius
Sequence of steps followed in the realization of PSA column is summarized in Fig. 1.

PSA column realization sequence
Adsorption of nitrogen over zeolite molecules is considered to follow Langmuir’s isotherm as per Eq. (10).
where,
- qm:
-
maximum quantity of gas adsorbed per kg of adsorbent
- K:
-
adsorption equilibrium constant
- p:
-
partial pressure of adsorbate.
The experimental values of q versus C as reported in the literature is compared with the predicted values to generate a suitable isotherm equation and the result is shown in Fig. 2.

Experimental and predicted Langmuir isotherm for adsorption of nitrogen molecules on zeolite
The pressure drop across PSA column was calculated using Ergun equation.
where,
- L :
-
length of the Bed
- \({\phi}_{s}\) :
-
Sphericity of the adsorbent
- \({\varepsilon }_{b}\) :
-
Bed porosity
- \({\mu }_{g}\) :
-
Air viscosity
- \({\rho }_{g}\) :
-
Air density
- u :
-
Velocity
- \(\Delta P\) :
-
Pressure drop
- d p :
-
Particle diameter
2.3 Realization of MOC
Oil free air compressor capacity, PSA column design including height of packing, diameter of bed, quantity of Zeolite, packing configuration etc. are designed from first principles. Photo of the MOC realized is shown in Fig. 3. A heat exchanger is also designed for effective removal of heat from compressed air. PSA column operates by swinging pressure between two columns through sequential operation of solenoid valves. The outlet from PSA column is connected to oxygen accumulator followed by bacterial filter, flow meter and humidifier. An LED display is mounted in the unit to display the values of discharge pressure, oxygen flowrate and oxygen concentration to the user. Considering the safety aspects, various alarms and interlocks are introduced into the unit which will alert the user for variation in flow, pressure and oxygen purity.

Medical oxygen concentrator
Table 2 gives the details on materials used for realization of sub-systems of MOC.
3 Results and Discussion
3.1 Effect of Air Flow Rate on Oxygen Concentration
Air has a composition of Nitrogen (79%) and Oxygen (20.8%). The inlet air flow rate to the PSA columns and its adsorption efficiency decides the required outlet flow rate of oxygen with maximum % purity. The selection of compression with discharge air flowrate is an important factor for rating the capacity of oxygen concentrator. From the theoretical studies, a suitable air compressor with a discharge flow rate of 135 lpm was selected and by varying the inlet flow rate from 110 to 130 lpm, the outlet concentration of oxygen @10 lpm constant output was studied. From the studies, it was observed that oxygen concentration >82% @ 10 lpm was obtained for an inlet air flowrate ranging from 115 to 125 LPM (Fig. 4).

Air flow rate versus oxygen concentration
3.2 Effect of Cycle Time on Oxygen Concentration
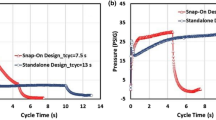
In the PSA columns adsorption (pressurisation) and desorption (depressurisation) phenomena occurs. During adsorption time, the oxygen molecules pass through and Nitrogen molecules adsorbs on the zeolites due to the quadrupole effect phenomena. Cycle time refers to the total time involved in the generation of oxygen from adsorption. The cycle time is an important factor for the generation of high purity oxygen at rated capacity, here refers to 10 lpm outlet flowrate. The cycle time studies with the manipulation of timings in the programmed software from 4 to 15 s was studied.
From Fig. 5, it is observed that oxygen concentration >82% was obtained for a cycle time in the range of 7–9 s.

Cycle time versus oxygen concentration
3.3 Effect of Pressure on Oxygen Concentration
In general, the adsorption of gas molecules occurs at high pressure. The pressure inside the PSA columns plays a significant role in the adsorption of nitrogen molecules onto the zeolite bed. A compressor with a maximum discharge pressure of 3 bar was selected to operate the PSA column max 2.5 bar. The pressure inside the PSA columns increases with the increase in the cycle time. The optimum pressure to be operated inside the PSA column is to be studied for maximum concentration of oxygen at rated flow. It was noted that PSA column pressure of 1.8–2.2 bar is essential for effective adsorption of nitrogen over zeolites to achieve maximum oxygen purity at a flowrate of 10 LPM (Fig. 6).

Column pressure versus oxygen concentration
4 Conclusion
Oxygen concentrators are highly reliable but units are costly in the open market. Under this pandemic COVID-19 scenario, VSSC (ISRO) has undertaken quick efforts to design and develop a portable Medical Oxygen Concentrator at an affordable cost. SHWAAS is capable of supplying enriched oxygen continuously @10 LPM adequate for two patients at a time. The working principle involves Pressure Swing Adsorption (PSA) which is commonly used for the production of oxygen from air. The major features of the developed unit are summarized in Table 3.
The unit has successfully undergone various functional and safety tests identified including alarm checks for start-up period; low oxygen concentration; low/high flow; power supply failure; high air temperature; flow measurement accuracy test, and temperature sensitivity test (15 °C and 40 °C), endurance test (40 °C and 95% RH for 48 h), fire propagation tests, power efficiency test, protective earth testing (all conductive parts are connected to earth), software testing, EMI & ESD Tests.
An indigenous technology for producing medical grade oxygen (82% min) was successfully demonstrated through an Engineering Model of Medical Oxygen Concentrator complying with ISO/WHO norms to support the nation during this prevailing COVID-19 pandemic situation. This technology can be used for the commercial production of medical oxygen concentrators as part of Aatmanirbhar Bharat.
References
Technical specifications for oxygen concentrators (2015) WHO Medical device technical series. World Health Organization, Switzerland
Ackley MW (2019) Medical oxygen concentrators: a review of progress in air separation technology. Adsorption 25(8):1437–1474
Rao VR, Farooq S et al (2010) Design of a two‐step pulsed pressure‐swing adsorption‐based oxygen concentrator. AIChE J 56(2):354–370
Santos JC et al (2007) High-purity oxygen production by pressure swing adsorption. Ind Eng Chem Res 46(2):591–599
Green Don W, Robert H Perry (ed) (2008) Perry's chemical engineers’ handbook, 7th edn. McGraw- Hill, United States of America
Sinnott R (2005) Coulson & Richardson’s chemical engineering, 3rd edn, vol 6. Chemical engineering design. Butterworth-Heinemann, Burlington, MA
Cavenati S, Grande CA, Rodrigues AE (2004) Adsorption equilibrium of methane, carbon dioxide, and nitrogen on zeolite 13X at high pressures. J Chem Eng Data 49:1095–1101
Treybal RE (1980) Mass transfer operations, 3rd edn. McGraw- Hill Book Co., Singapore
Acknowledgements
The authors would like to thank Director, Vikram Sarabhai Space Centre for encouraging and supporting this societal activity during the prevailing situation of COVID-19 pandemic.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singhal, S. et al. (2023). Engineering Aspects on the Design and Realization of Medical Oxygen Concentrator for Oxygen Therapy. In: Chinthapudi, E., Basu, S., Thorat, B.N. (eds) Sustainable Chemical, Mineral and Material Processing. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-7264-5_2
Download citation
DOI: https://doi.org/10.1007/978-981-19-7264-5_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-7263-8
Online ISBN: 978-981-19-7264-5
eBook Packages: EngineeringEngineering (R0)