
Abstract
Aluminium alloys in the 2XXX, 6XXX and 7XXX series are extensively used in automotive and aerospace sectors since these materials possess inherent characteristics like high strength, resistance to fracture and fatigue. The requirement for reduction in weight makes the use of aluminium more indispensable in these areas of application and these areas of application require the material to be joined (welded). In the conventional fusion welding process, the aluminium alloys are categorized as materials difficult to weld. To overcome this issue a popular energy-efficient solid-state welding technique has evolved known as Friction stir welding (FSW) and it is further evolution known as friction stir processing (FSP). FSW is considered to be the most important metal joining technique to be invented over the last three decades, whereas FSP was developed to infuse microstructural changes in metallic materials. This chapter is written keeping in mind two main concepts the first being scientific basics of how microstructure evolution affects the structure-property relationship, e.g. tensile strength, hardness, etc., and the second concept being the technological development, of late with the high industrialization. This chapter will serve as a fine balance between the information related to aluminium alloys and how it responds to the solid-state welding process.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Aluminium alloys
- Solid-state welding
- Friction stir welding
- Friction stir processing
- Mechanical properties
- Microstructure
1 Introduction
Since the dawn of human civilization, materials have been the backbone of human society and the initial period of human evolution has been denoted only by materials, e.g. stone age, bronze age, copper age, iron age, etc. At present due to the digital revolution, we call it as silicon age. In the seventeenth century, industrial revolution led to the discovery and application of various metals, and these metals had to be joined for a variety of applications leading to the revival of metal joining techniques popularly known as welding. Metal joining techniques have been practised since time immemorial and the historical records have stated that the Greeks have used welding in the fifth century. This technique had proper entry into the manufacturing sector only in 1801 when Sir Humphry Davy discovered the short-pulse electrical arc. After this discovery, there had been serious inventions by various scientists, but the demand for welded products had a surge during World War 1 as various nations needed a variety of products for various applications as the demand for reliable high-performing structure components was the need of the hour.
These joining techniques are classified as fusion welding, soldering, brazing, adhesion bonding, and solid-state welding. Amongst these processes, our interest lies in the most recently developed solid-state welding technique in that we will discuss a process known as friction stir welding (FSW). The classification of the metal joining process is shown in Fig. 1. In this subsection, we will see why and how FSW developed what is the shortcoming in the conventional fusion welding process when applied to aluminium alloys and the science behind it.

Classification of metal joining process
FSW was developed and patented by The Welding Institute (TWI) in the year 1991 a process that has proved to be energy efficient, environmentally friendly and dubbed green technology these characteristics made it attractive in the following sectors automotive, aerospace, shipbuilding and electronic industry [1]. It is a combination of frictional heating and mechanical deformation caused due to the rotating tool therefore it is a thermo-mechanical process [2].
2 Why Friction Stir Welding (FSW)?
High-strength Aluminium alloys belonging to 2XXX, 6XXX, 7XXX series finds its application in aerospace components such as fuselages, wing structures these were difficult to weld using conventional fusion welding process [2].
These alloys are non-weldable in the fusion welding process due to defects like the formation of brittle phase, solidification cracking, liquidation cracking, uneven heating and cooling leading to stress build-up and porosity in the fusion zone leads to the decrease in mechanical properties. Due to these degradative actions, conventional fusion welding is least preferable, but there are exceptions, such as resistance spot-welding, but the surface preparation is quite expensive with the formation of aluminium oxide being a major deterrent [2].
2.1 Tool
In FSW, the process of metal joining is made very simple by moving a non-consumable tool moving across the butt joint the function of the tool is to heat the workpiece and to move/throw the material as the tool moves forward to produce the joint [2]. The tool is mostly cylindrical in geometry and has a tapered pin at the bottom. The major design specification here is the (D/d) ratio where the tool shoulder (D) and the pin diameter (d) should be in the ratio of 3:1 and the length of the pin should not exceed the plate thickness. For example, if the plate thickness is 5 mm the pin length should be 4.7 mm [3] the tool material used for FSW of Al alloys are tool steels which are denoted usually by H13 these tool steels possesses high-temperature strength, toughness and can withstand high temperatures. Since Al alloys have an operating temperature between (400 °C–500 °C) tools steels with tempering temperatures above 500 °C will be an ideal choice [2]. With the effect of high temperature coupled with extreme levels of plastic deformation (due to the flow of materials around the tool) a significant grain refinement takes place due to dynamic re-crystallization Mishra et al. [2] tabulated the grain size of FSW aluminium alloys and observed that they vary in the range of 1–20 μm. The various geometry of FSW tools is shown in Fig. 2.

Various geometry of FSW tools
2.2 Process
To describe the process in a bit more detailed manner the cylindrical shouldered tool with a pin profile is inserted into the joint and it moves across the workpiece. The workpieces to be welded are held by a pair of clamps placed below the weld line as the tool moves it causes heat the heat is generated due to friction caused due to the relative motion between the tool and workpiece this leads to the temperature rise as a result the metal below the tool comes to a plasticized state neither solid nor liquid the localized heating results in softening the material around the pin until here the first objective of the tool is meet now to second part the combination of tool rotation and translation leads to movement of material from the front end of the pin to the back of the pin resulting in the formation of the joint since there is no melting involved as in fusion welding this process is known as solid-state welding.
2.3 Microstructure and Grain Formation
The microstructure is a small-scale structure/cluster of atoms in a metal, ceramic, polymer, or composite that determines the physical property of the materials such as toughness, wear, and corrosion resistance. These structures can be viewed only with the help of an electron microscope having 25× magnification. When any material is subjected to welding, there will be significant microstructural changes that will reflect in determining the strength of the weld joint [2]. In early 2000, a technology for microstructural modification based on the fundamental principle of FSW was developed by Prof R. S. Mishra known as friction stir processing (FSP) [2].
During the FSW process, due to elevated temperature, the material undergoes intense plastic deformation and this results in the formation of fine equiaxed recrystallized grains [4, 5]. Grains are defined as the orientation of atoms, and the line separating the orientation is known as grain boundaries [2].
When FS is welded, and components are viewed under the microscope, we see fine grains which in turn produce sound mechanical properties. At this junction, our readers have to understand the relationship between the microstructure, grain, grain boundary and mechanical property. In any welding process, the properties and performance of the weld are determined by these features in a microstructure [2]. For the understanding purpose, the microstructure of the base material AA6061 is shown in Fig. 3, and the microstructure of FS welded AA6061 is shown in Fig. 4.

AA6061 base alloy at 500×

Microstructure of welded AA6061 at 500×
2.4 Process Parameters
The next stage for the readers to understand the FSW process parameters as it is crucial to produce sound and defect-free weld as well as in microstructure formation for any manufacturing process. The parameters play an important role the following are the parameters axial load (kN), tilt angle (deg), tool rotation speed (rpm) and tool traverse rate (mm/min) for the process to get completed. We need to follow a certain operational sequence in the joining process there are four phases. The selection of process parameters is very critical for getting the best possible microstructure leading to welds that are free from defects and other detrimental features. The process variables of FSW are given in Table 1 to enhance a better understanding of our readers [6].
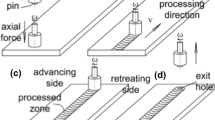
2.5 The Sequence of Operations
The main objective of this introduction is to make our readers aware that there is a solid-state welding process, and it is the most significant metal joining process of the 20th century as we go through the various topics to be discussed, we will try to unravel the science behind the process in a general manner and more particularly about how aluminium alloys have responded to this state-of-the-art process (Fig. 5).

Sequence of operation
2.6 Aluminium Alloys—Solid-State Welding
Before the readers, goes into the depth of understanding about Al alloys they have to know the metallurgical differences in weld zones. In fusion welding, we have two distinct zones one is the fusion zone and another is the heat affected zone (HAZ) but in FS welded joints there are three distinct microstructural zones known as weld nugget zone also known as the stirred zone, thermo-mechanically affected zone (TMAZ) and heat affected zone (HAZ) [7].
2.7 Welding Zones in FSW
Threadgill in 1997 made the first attempt to classify FSW microstructures His attempts were focussed only on Al alloys but were limited to features that were only visible by light electron microscopy. This was soon replaced in 2001 by American Welding Society Standard D17/3M [8]. These microstructural terms are defined below:
-
Parent material: Material in the weld, which has not been affected by the weld thermal cycle there are no visible changes in microstructure or properties.
-
Heat Affected Zone (HAZ): In this zone, there is a significant modification of the microstructure and properties of the material but there is no significant plastic deformation.
-
Thermomechanically Affected Zone (TMAZ): This zone is a distinct region when compared to the fusion welding process because here the material has been plastically deformed due to the tool and subsequent heat generated. In the case of aluminium, the plastic strain will be generated without undergoing dynamic recrystallization. When observed under an electron microscope, we can see a distinct boundary between the dynamically recrystallized zone and the deformed zone [8].
-
Weld Nugget/ nugget zone: The centre of the weld is referred to as the nugget zone dynamic recrystallization (grain refinement) takes place resulting in the formation of finer grain which is less than 4 μm resulting in the superior mechanical property as we move from the weld nugget towards the HAZ we can see an increase in grain size [2, 8]. Nugget zone can be classified into two types basin shape and elliptical nugget, basin shape nugget zone is formed due to lower tool rotation speed (300–500 rpm), whereas elliptical nugget zone is formed for tool rotation for higher speeds (> 700 rpm).
These microstructural zones are considered individual entities and exhibit characteristics like grain size, texture, precipitate size and residual stress. Based on the weld zones only the properties of the material are decided as it serves as direct evidence of characteristic material transport phenomena occurring during FSW [2].
Aluminium alloy is one of the most abundant elements present in the earth’s crust and the second-highest consumed metal next to ferrous-based alloys due to its superior property like high specific strength, high wear resistance, static strength, thermal diffusivity, etc. due to which it finds its application in various sectors like aerospace, automotive, marine, armour, etc. As we have seen in our previous discussions, the low weldability and formation of oxides make cost-effective fusion-based joining methods inefficient to use the arrival of FSW has transformed this situation making Al alloy joining a much simpler activity [9] till date the predominant focus of FSW has been for welding aluminium alloy both in academia as well as in the area of critical application another factor that makes Al alloys an attractive option is its working temperature the maximum temperature reached during the processing of aluminium is around 500 °C the range of operating temperature lies between 425–500 °C when measured using thermocouple [10]. In this sub topic, there will be a discussion on the FSW of different Al alloys and the microstructural/mechanical/corrosion characteristics of such joints followed by its application across various domains.
3 Commercial Designation of AL alloys
The commercial designation of Al alloys their alloying element and their subsequent effect are tabulated in Table 2 [9].
Initially, FSW was applied on AA2024 and AA7075 alloy, and the results showed that there was a decrease in the tensile strength, but it proved that un-weldable Al alloys can be welded so that is how this technology was introduced to weld Al alloys [9]. The details of the case study are presented in Table 3.
3.1 Microstructure
Microstructure plays an important role in deciding the property of a material it affects all materials, ranging from pure single crystals to complex engineering alloys. It can change, by orders of magnitude, a material’s mechanical behaviour (e.g. strength, toughness and hardness ductility), electrochemical effect (e.g. stress corrosion and charging behaviour) and functional properties (e.g. magnetic hysteresis and electrical conductivity). With the distinct microstructural regions/zones present the evolution of the grains takes place in the nugget zone but each region shows a distinct characterization. It is a well-established fact that a grain refinement mechanism known as dynamic recrystallization takes place in the nugget zone of the joint resulting in finer grain than the parent material grain [2, 7, 9]. This refining of grains is possible due to the action of the tool and specifically, its geometry resulting in producing ultrafine-grained (UFG) microstructure less than 1 μm smaller than the grain difficult is the deformation process and crack propagation [2].
As we have discussed the microstructure zone, we will discuss the recrystallization mechanism there are three major mechanisms discontinuous dynamic recrystallization (DDRX) continuous dynamic recrystallization (CDRX) and geometric dynamic recrystallization (GDRX) [11,12,13]. Initially, researchers stated that aluminium alloy normally doesn’t undergo DDRX, since Al alloys have a high rate of recovery; however, DDRX is found in alloys having grain sizes larger than 0.6 μm [13, 14].
Su et al. [15] investigated the FSW of AA 7050Al-T651 suggested that the CDRX mechanism is responsible for dynamic recrystallization in the nugget zone, but this was proved wrong by two investigators Su et al. [16] and Rhodes et al. [17] in 2003 who investigated AA7075–T76 by the plunge and extract technique and subjected it to rapid cooling and found out that recrystallized grain in the nugget zone is caused by DDRX mechanism for aluminium alloys. Thus, DDRX mechanism is responsible for nanostructure evolution in the nugget zone.
3.2 Mechanical Properties
FSW results in significant microstructural evolution around the nugget zone, TMAZ and HAZ leading to a significant change in mechanical properties when examined post-weld certain properties like ductility, fatigue, strength and fracture toughness are properties, which are examined. Research has also shown that on subjecting FSW samples to tensile tests the mechanical properties are significantly higher than those of MIG and TIG welded ones [11]. A case study on how strength and ductility react to FS welded Al alloy has responded.
3.3 Strength and Ductility
Mahoney et al. [7] investigated FSW AA7075–T651 (T-refers to thermal ageing) the nugget zone was identified from that tensile specimen was machined in two different directions longitudinal and transverse. The longitudinal section contains only fully recrystallized grains from the nugget zone, whereas the transverse section contains grains from all the four weld zones in the Table 4, we will be comparing the tensile strength yield strength across both directions and how it has responded to FSW. The FSW sample was taken and subjected to post-weld thermal ageing treatment heat-treated at 121 °C for 24 hrs
Tensile strength across the nugget zone across the longitudinal cross-section FSW AA7075–T651.
Tensile strength across the nugget zone across the transverse cross-section FSW AA7075–T651.
From the Table 5, we can conclude that the samples tested in the longitudinal cross section exhibited a decrease in tensile and yield strength but exhibited an increase in ductility, whereas in the transverse section there has been a decrease in strength and ductility. This proves that there will be an increase in ductility in nugget zone. Factors affecting the Tensile strength of FSW 2024Al-T4 was studied and presented in the proceedings of the first international symposium on FSW. Was studied and presented at the proceedings of the first international symposium on FSW from that study we can conclude that for a constant ratio of tool traverse speed, yield, and ultimate strengths increase with increasing tool rotation rate and ductility also improves [2].
3.4 Corrosion Properties and Corrosion Characteristics
The various microstructural zones will reveal different corrosion resistance for materials under applications; it is therefore very significant to know the corrosion behaviour of the FSW welds and reveal the fundamental mechanisms for corrosion in various FSW alloys across the various zones.
Corrosion studies were studied extensively in recent years to understand the effect of FSW on corrosion and stress corrosion cracking. Pitting and stress corrosion were investigated by Frenkel et al. [18] on AA5454 and its corrosion tests were compared against FSW, base material and gas tungsten arc welded (GTAW) samples the following observation was summarily noted.
Corrosion pits in FSW were found in the HAZ region, whereas in the GTAW process large dendrites inside the fusion zone. When compared to base metal FSW welds showed greater resistance when compared to parent material and GTAW weld. Frenkel et al. [18] stated that FSW weld showed greater resistance consistently next these samples were subjected to stress corrosion cracking through U-bent test the samples were kept in 0.5 M NaCl solution for 20 days and polarized at + 60 mV post the test results showed that FSW, base metal samples did not show signs of stress corrosion cracking, whereas GTAW sample cracked at the same condition. Samples obtained were subjected to another test know as slow strain rate tests (SSRT) in this test the anodically polarized samples of FSW, GTAW welds, the base metal reported a loss in ductility indicating a possible stress corrosion cracking still the loss in ductility for FSWwelds was lower when compared to GTAW welds.
AA2024 a common heat treatable aviation-grade aluminium alloy was investigated by a researcher by Corral et al. [19] he clearly stated that the pitting and stress corrosion cracking resistance of FSW welds was superior to that of the base material. Despite these advantages, high-strength Al alloys do show certain susceptibility towards corrosion researchers Corrals et al. [19], Davenport et al. [20] and Jariyaboon et al. [21] investigated FSW welds in 2024Al-T351 and 7010Al-T651 after welding these samples were subjected to post-weld treatments to improve corrosion resistance the post-weld heat treatment was excimer laser treatment this treatment leads to a remarkable improvement in corrosion resistance of FSW samples leading to higher pitting potential this improvement was due to reduction in the undesirable precipitate, suppressing of intergranular corrosion within HAZ and a change in the grain boundary chemistry.
4 Application of FSW in Al Alloys
Commercial application of FSW has been reported across various sectors in our chapter some selected examples will be discussed to our readers to illustrate the growing appeal of this technology as discussed before the first welded alloys were high-strength Al alloys this acted as a catalyst leading to increased awareness amongst the research community [2] our list is not a comprehensive one rather it is just an illustration of examples that have been implemented using this technology. Readers should be aware that new appear of applications do emerge over some time FSW doesn’t restrict the operating temperature range of aluminium alloy with Al alloy finding applications in sectors working at cryogenic temperature (e.g. oxygen tanks and rocket fuel tanks) and to slightly higher temperature applications (e.g. heat exchanger) this technology can be used, users should be aware of a difference here the process doesn’t have an operating temperature but the material does have one in case of Al alloys we have to be careful not exceed 500 °C if there an excess it will lead to serious microstructural modifications. Most FS weld joints are butt weld joints with increased frequency in the usage of lap weld and friction stir spot welds being observed [8].
Below we have discussed comprehensively the sectors in which FSW finds its way toward applying itself as an alternative technology.
4.1 Armour
High-strength aluminium alloys due to their combination of strength and extraordinary ballistic performance have been used as armour. UK armed forces used an Al alloy grade known as DEFENSE STANDARD 95-022 aluminium alloy. It was based on AA7017 grade (Al–Mg–Zn), these served as armour plate in the tank for the gunner to mount their guns since the early 70s its thickness varies between 6 mm and 120 mm [22]. These armour alloys were welded using a fusion welding process like MIG welding using Al–Mg fillers. However, over a period the joints experienced stress corrosion failure coupled with liquidation cracking along the grain boundaries of the heat-affected zone [2, 23]. With the invention of FSW these alloys were again welded in 1995 and tested for weld quality and failure analysis FSW performed better against the conventional welding process, since then FSW has been incorporated to increase the speed of welding and the thickness of plates that can be joined [23].
In the US infantry division, the U.S. Marine Corps has used a vehicle known as amphibious assault vehicle (AAV) whose structural members are made up of AA2519-T87 the main structural component known as the hull was welded using a conventional fusing process like gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW), this process produced low ductility due to which the combat vehicles couldn’t pass the important ballistic test. To overcome this shortcoming, a company is known as concurrent technologies corporation (CTC) FS welded one-inch-thick AA 2519-T87 alloy and proved that this alloy exhibited a tensile strength of 389 MPa which was 124 MPa than the GMAW process and a 300% increase in ductility theses enhanced features helped it pass the ballistic test with ease [24]. This has been the role of FSW in this sector and T—Refers to thermally aged.
4.2 Aerospace
In the initial years, FSW was implemented to weld aerospace alloys high strength aluminium alloys like 2XXX and 7XXX series this was the classical example of the technique known as technology pull these aluminium alloys are used as structural members in aircraft components like fuselage, wings, etc., thereby leading to producing lightweight components as it reduced the usage of fasteners thereby reducing weight and cost [2]. Reducing rivets by nearly 60–70% has been the major takeaway in this sector [8].
Eclipse aviation an aerospace company pioneered the use of FSW in aircraft structures, using it extensively in the primary structure of Eclipse 500 in the year 1998 in this aircraft nearly 7300 fasteners were replaced by 263 welds [2, 8, 25].
This technology to a greater extent replaced fusion welding process like variable polarity plasma arc (VPPA) which had induced thermal stress. Using FSW Boeing aerospace manufactured rocket fuel tanks for delta II and IV rockets the end users reported zero defects leading to huge cost saving over the previous process. They also reported that the tensile strength improved from 270 to 300 MPa [2, 9, 26]. Large fuel tanks for the space shuttle launch vehicle and military aircraft C-17 Globemaster III are all-welded using the FSW technique by using the same technology the Japanese were able to send the H2B rocket for space exploration [2, 8, 27, 28].
Thus, the role of the FSW joint is using Al alloys in aerospace structure for various explorative activities is comprehensive just a brief explanation with examples is given above.
4.3 Marine
5XXX Aluminium series alloys are used to construct ships as they have to proved to be highly resistive against corrosive attacks. The scandinavian fishermen were the pionerrs in this sectors as they used FS welded freezer panels in their fishing trawlers. Is used as one of the main construction materials in shipbuilding as it has high corrosion resistance to seawater [2, 9]. The first commercial application of FSW in the marine sector was the joining of the 6xxx series which was used as hollow deep freezer panels in fishing trawlers the trendsetters being Scandinavian fishermen [29]. High-speed coast guard boats, fishing boats, and cruise ships have used aluminium alloy 6xxx series as bulkheads and in decks of ships, cruise ship by the name seven seas has extensively used lightweight aluminium superstructures and have been welded by FSW it has replaced MIG welding since MIG welding had defect like blowhole formation and produced cracking defect at HAZ zone due to intergranular corrosion [6, 30]. Japanese engineering conglomerate Mitsui engineering 2004 launched a fast ferry between Tokyo to Ogasawara Island it was at that time known as the world’s largest aluminium vessel and it had made extensive use of FSW in its superstructure. Shipbuilding using the FSW process has also been the earliest application in Europe to regularize its process shipbuilding standards were developed by Lloyd’s Register of Shipping issued a guideline for approval of FSW. BS EN ISO 151614-2:2005 prefabricated FSW panels in shipbuilding reduced 15% of labour time [6].
4.4 Automotive
The automotive industry extensively uses FSW in manufacturing components like light-alloy wheels, fuel tanks, suspension components engine chassis, tailor welded blanks, car body structures, seat frames, etc. [1]. Since lightweight structures are the need of the hour in this sector high strength low alloy steels are replaced with Al alloys and magnesium alloys [2]. A Norwegian company called SAPA (manufacturer of extruded aluminium profiles) manufactured a prototype of an engine cradle through FSW to reduce weight in the front end of the car the aluminium component weighed 16 kgs as compared to the 23 kgs of steel [6]. Since 1998 FSW has been used to manufacture structural components in automotive right from tailor blanks indoor panels up to structural components supporting the chassis of sports car variant of Ford slowly a variant of FSW known as friction stir spot welding (FSSW) is now being used in the series production of aluminium automotive components for several automotive companies [1].
4.5 Railways
Passenger rail vehicles are manufactured using, stainless steel or aluminium. The joining technique used is metal inert gas welding (MIG) this process produces high heat which distorts welds [1, 2]. Researchers suggested FSW as an alternative process as it produces low heat input and produces less distortion when coupled with high welding speeds using this technology long weld up to 25 in in length, complex structures with varying thickness up to 12 mm are welded [1].
High-speed aluminium railway coaches were first used by the Japanese rail company shinkansen bullet train using FSW technique using aluminium alloy 6xxx series now the Japanese manufacturer Hitachi has now begun to export FSW trains to Europe [2, 6].
The Japanese railway firms used FSW to build their railway coaches this propeeled other firms like Alstom, CAF, Hsbc Rail etc. to implement this process when they built railway coaches. This was instrumental in transforming FSW from research laboratories into industrial appplication. In railways alone the total lenght of components welded amounts to nearly 3000Kms and in the next decade 2000 new coaches are planned to be built using this process [6].
5 Advantages of FSW
-
Since it is a solid-state process defect like hot cracking, porosity, etc., which occurs during the fusion welding process is completely avoided.
-
Alloys considered non-weldable could be welded.
-
As the process is heavily mechanized, the need for skilled and manual intervention is less required.
-
Processing time is greatly reduced when compared to fusion welding as joining can be achieved in a single pass [6].
-
Very few variables/parameters are there to be controlled, whereas in fusion welding we have 8–9 parameters that have to be controlled.
-
Unlike fusion welding, two clean metal plates can be easily joined in the form of butt or lap joints without worrying about the surface conditions of the plates.
-
Lead to the production of defect-free welds, with lower residual stresses and lower distortion these advancements lead to weld low strength Al alloys.
6 Flaws/Limitations in FSW
-
There is a certain limitation of FSW it can be seen in a less constructive light in certain circumstances. For example, due to the lack of a filler wire, the process cannot use for making fillet welds [8].
-
As the process is heavily mechanized, it cannot be used to make complex weld shapes [11].
-
The cost of machines at times is too high making it impossible for everyone to buy.
-
The cost of licencing fees is quite exorbitant [6].
The flaws occurring during FS welding are given below [8] (Table 6).
7 Conclusion Remarks
Prof. Thomas W. Eagar of the Massachusetts Institute of Technology, a pioneer in the field of metal joining had clearly stated that any welding process that is invented is commercialized for mass production even before the scientist and researchers understand the basics of physics and chemistry underlying the joining process this has been true with FSW technology which has only three decades of arriving in the manufacturing scenario has had a lot of takers in the transportation sector e.g. shipbuilding with the commercialization overtaking the research aspect [2].
In this chapter critical issues and processes, and modelling of FSW Al alloys are addressed in detail. However, a few areas are left unaddressed in our research community. These relevant areas whose work has gone unnoticed limitations in the current research and recommendations for future work in the area of FSW for aluminium alloys have been summarized below:
-
Few topics like grain growth, recovery, recrystallization, and grain growth, kinetics of grain growth, microstructural stability, thermomechanical simulation have been less explored [9].
-
Since this chapter is limited to the exploration of aluminium alloys, our readers should not think FSW doesn’t have scope beyond this material. Very hard (concerning density) materials like nickel-based super-alloys, and cobalt-based super-alloys have been less explored by the contemporary researchers [9].
-
Al alloys which were once considered to be un-weldable have become weldable using FSW process, thermoplastics and hightemperature materials can also be joined using FSW by developing appropriate tools at a low cost due to which we have very few findings in this area here the research gap would be developing a low-cost tool for high-temperature applications [2].
-
Post-weld heat treatment and study of stress corrosion cracking in Al alloys have been less investigated [6].
-
The main factor that acts as an obstacle to the growth of FSW for Al alloys is the cost of the machine researchers on machine design can work on this to produce a cost-effective machine [8].
-
Analysis of material flow within the weld during FSW is a very complex issue, which has not been studied/researched properly and is still poorly understood.
-
Auxiliary energy-assisted methods like adding additional energy sources like a laser (laser-assisted friction stir welding) pre-welding heating sources, etc., have also been less explored these areas of research can be further explored because these drastically reduce mechanical effort thereby enhancing tool life and achieving sustainable manufacturing process [11].
-
Theoretical models have to be developed to understand the underlying physics behind the joint formation in FSW by using these models we can optimize welding parameters to suit the required joint characteristics [11].
-
The latest development in allied FSW processes like underwater, vibration assisted, laser assisted, electrical current-aided and ultrasonic vibration assisted. FSW has not been studied extensively these processes do provide a serious research gap that researchers can explore [11].
-
There has been a lack of work, reported on FSW of recycled Al alloys or Al MMCs [11].
Reference
https://www.twi-global.com/technical-knowledge/job-knowledge/friction-stir-welding-147. (https://www.twi-global.com/technical-knowledge/published-papers/friction-stir-welding-a-competitive-new-joining-option-for-aluminium-rolling-stock-manufacturers-october-2002)
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Materials Sci Eng R Rep 50(1–2):1–78
Padmanaban G, Balasubramanian V (2009) Selection of FSW tool pin profile, shoulder diameter and material for joining AZ31B magnesium alloy—an experimental approach. Mater Design 30(7):2647–2656
Jata KV, Semiatin SL (2000) Continuous dynamic recrystallization during friction stir welding of high-strength aluminium alloys. Air force research lab wright-Patterson of materials and manufacturing directorate
Benavides S, Li Y, Murr LE, Brown D, McClure JC (1999) Taguchi optimization of process parameters in friction stir welding of 6061 aluminium alloy: a review and case study. Scripta Mater 41:809
Daniela L, Chen Z (eds) (2009) Friction stir welding: from basics to applications. Elsevier
Mahoney MW, Rhodes CG, Flintoff JG, Bingel WH, Spurling RA (1998) Properties of friction-stir-welded 7075 T651 aluminium. Metall Mater Trans A 29(7):1955–1964
Threadgill PL, Leonard AJ, Shercliff HR, Withers PJ (2009) Friction stir welding of aluminium alloys. Int Mater Rev 54(2):49–93
Rajiv Sharan M, Sarathi De P, Kumar N (2014) Friction stir processing. In: Friction stir welding and processing. Springer, Cham, pp 259–296
Reynolds AP, Lockwood WD, Seidel TU (2000) Processing-property correlation in friction stir welds. In: Materials science forum, vol 331. Trans Tech Publications Ltd, pp 1719–1724
Christy JV, Mourad AHI, Sherif MM, Shivamurthy B (2021) Review of recent trends in friction stir welding process of aluminium alloys and aluminium metal matrix composites. Trans Nonferr Metals Soc China 31(11):3281–3309
Rollett A, Rohrer GS, Humphreys J (2017) Recrystallization and related annealing phenomena. Newnes
Sunil, BR (2019) Surface engineering by friction-assisted processes: methods, materials, and applications. CRC Press
Bowen AW (1990) Texture development in high strength aluminium alloys. Mater Sci Technol 6(11):1058–1071
Su J-Q, Nelson TW, Mishra R, Mahoney M (2003) Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Materialia 51(3):713–729
Su J-Q, Nelson TW, Sterling CJ (2003) A new route to bulk nanocrystalline materials. J Mater Res 18(8):1757–1760
Rhodes CG, Mahoney MW, Bingel WH, Calabrese M (2003) Fine-grain evolution in friction-stir processed 7050 aluminium. Scripta Materialia 48(10):1451–1455
Frankel GS, Xia Z (1999) Localized corrosion and stress corrosion cracking resistance of friction stir welded aluminium alloy 5454. 55(02)
Corral J, Trillo EA, Li Y, Murr LE (2000) Corrosion of friction-stir welded aluminium alloys 2024 and 2195. J Mater Sci Lett 19(23):2117–2122
Davenport AJ, Ambat R, Jariyaboon M, Connolly BJ (2004) The corrosion susceptibility of friction stir welds (FSW) in the aerospace. In: Corrosion and protection of light metal alloys: proceedings of the international symposium, vol 2003. The Electrochemical Society, p 403
Jariyaboon M, Davenport AJ, Ambat R, Connolly BJ, Williams SW, Price DA (2007) The effect of welding parameters on the corrosion behaviour of friction stir welded AA2024–T351. Corrosion Sci 49(2):877–909
https://standards.globalspec.com/std/13498970/DEF%20STAN%2095-022
Bassett JC, Birley SS (2000) Proceedings 2nd international symposium on ‘friction stir welding’. Gothenburg, Sweden, TWI
Colligan KJ, Fisher JJ, Gover JE, Pickens JR (2002) Friction stir welding in the AAAV. Adv Mater Processes 160:39–41
Christner B, McCoury J, Higgins S (2003) Development and testing of friction stir welding (FSW) as a joining method for primary aircraft structure. In: Fourth international symposium on friction stir welding, pp 12–14
Wang G, Zhao Y, Hao Y (2018) Friction stir welding of high-strength aerospace aluminium alloy and application in rocket tank manufacturing. J Mater Sci Technol 34(1):73–91
Du B, Sun Z, Yang X, Cui L, Song J, Zhang Z (2016) Characteristics of friction plug welding to 10 mm thick AA2219-T87 sheet: Weld formation, microstructure and mechanical property. Mater Sci Eng A 654:21–29
Nimura K, Akiyama K, Egawa K, Ujino TAKUMI, Sato TOSHIAKI, Oowada YOUICHI (2013) Technologies and prospects of the H-IIB launch vehicle. Mitsubishi Heavy Ind Tech Rev 50(1):63
Midling OT, Kvale JS, Dahl O (1999) TWI 1st international symposium on friction stir welding. Thousand Oaks, California, USA, pp 14–16
Gesto D, Pintos V, Vazquez J, Rasilla J, Barreras S (2008) TWI seventh international symposium on friction stir welding, May 20–22, 2008. Awaji Island, Japan
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
Conflict of Interest
The authors confirm that they have no conflict of interest and this article complies with ethical standards prescribed by the scientific community.
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Jebabalan, K., Dennison, M.S. (2023). Solid-State Welding of Aluminium Alloys. In: Vignesh, R.V., Padmanaban, R., Govindaraju, M. (eds) Advances in Processing of Lightweight Metal Alloys and Composites. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-19-7146-4_6
Download citation
DOI: https://doi.org/10.1007/978-981-19-7146-4_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-7145-7
Online ISBN: 978-981-19-7146-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)