
Abstract
The interfacial heat transfer coefficient (IHTC) formed at the casting-mould interface is an important parameter to affect the quality of cast product. Hence, the present study aims to perform the heat transfer analysis on the interface of mould and casting. The effect of pouring temperature and the properties of the cast metal were investigated by evaluating interfacial heat flux and interfacial heat transfer coefficient (IHTC) using transient temperatures inside the mould and casting. During the experiments, transient temperatures inside the mould and casting are recorded. Effects of pouring temperature, casting material and mould material on the transient heat flux and IHTC are also studied. From the results, both interfacial heat flux and interfacial heat transfer coefficient are found to be increasing with increase in pouring temperature keeping all other parameters constant. At same pouring temperature, interfacial heat flux is found to be independent of casting material, whilst IHTC is found to be dependent on the properties of casting material. Peak value of IHTC is found to be much higher in case of zinc metal casting as compared to aluminium metal casting. Novel and physically based analytical interpretation of the results is provided. The results will be useful for metal forming industries to develop better castings at lower costs.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Interfacial heat transfer coefficient
- Metal casting
- Permanent mould
- Inverse method
- Interfacial heat flux
1 Introduction
A sudden change in the temperature is observed at the interface of a hot and a cold contacting body. It is due to resistance to heat transfer between the contacting surfaces known as thermal contact resistance. Its reciprocal is called interfacial heat transfer coefficient (IHTC). IHTC is an important parameter in modelling and designing of casting operation. For the casting, the thermal contact resistances, found at the casting and mould interface, have been considered amongst the crucial factors to control the mechanical and physical properties of the final castings [1]. Casting involves (a) pouring of molten metal into a mould cavity, (b) allowing it to solidify and (c) removing the part from the mould. As the molten metal starts solidifying, it shrinks, and a gap is formed between the casting and inner wall of the mould which is occupied by the metal oxide gases released during solidification of the molten metal. This gap results in an additional thermal resistance which leads to a considerable temperature gradient between the mould wall and casting. Rate of heat transfer through the mould-casting interface is a function of this temperature gradient and (IHTC) at the interface. Quality of casting products depends on the rate of heat transfer through the mould-casting interface during solidification and cooling of the casting materials. Microstructure of casting products and its mechanical properties depend upon the solidifying and cooling process of the casting. Further, casting defects such as hot spots can also be avoided by proper cooling practices. Therefore, accurate knowledge of interfacial heat transfer coefficient (IHTC) at the mould-casting interface is necessary in design of casting process [2]. In casting, it depends on various factors such as mould/die material casting material, initial temperature of the mould, pouring temperature of the molten metal, coating material and its thickness at the inner wall of the mould, pressure at the interface, ambient condition and types of casting method. Interfacial heat transfer has been an important area of research in past few decades [3,4,5,6].
Interfacial or surface heat flux and interfacial heat transfer coefficient are two important parameters for the study of systems involving heat transfer [7]. Prabhu et al. [8] performed experiments to analyse heat flux at the die-casting interface. Castings of lead, zinc and aluminium metal were cast in three different moulds made up of steel and graphite. Inverse method was used to obtain the interfacial heat flux during solidification of the casting. Surface temperatures and IHTC have been evaluated. Correlations of maximum value of heat flux with thermal diffusivities and transient heat flux with time were formulated. Kim et al. [9] performed experiments to evaluate interfacial heat transfer coefficient at the die-casting interface. Cylindrical copper die was used to cast aluminium castings during the experiments. Temperature data with time at the casting surface and inside the die were used as an input to solve inverse problem. Interfacial heat transfer coefficient was analysed during different phases of the casting material such as liquid phase, solid phase and during solidification. Effects of ceramic and carbon coatings at the die surface and superheating of casting material on the IHTC were also analysed. Peak values of IHTC were found maximum when no coating was applied and minimum for carbon coating. Oliveira et al. [10] applied the non-linear inverse heat transfer method to estimate heat transfer coefficient at interface of the metal and sand mould. Experiments have been performed on plate shape castings with varying thicknesses for aluminium alloys. The IHTC was observed to depend on the casting material. Bohacek et al. [6] estimated the heat transfer coefficient at the cast-mould interface using the air gap thickness which was calculated by applying a plane stress model. Model was applied for different coating thicknesses, rotation rates and temperatures of solidus. Oliveira et al. [11] applied the Levenberg–Marquardt technique to estimate the thermal contact resistance at metal–mould interface, hence to find out the interfacial heat transfer coefficient. The finite volume method was utilized to solve for the cooling process of an alloy casting in a mould. Heat dissipation in only one side of the mould has been considered so as to ensure uphill and unidirectional solidification. Vishweshwaran et al. [12] numerically investigated a one-dimensional transient heat conduction model at the metal–mould interface in order to find out the interfacial heat transfer coefficient during horizontal directional solidification of Sn–5-wt% Pb alloy. The unknown IHTC was estimated using an inverse method of particle swarm optimization along with Bayesian framework. Aksoy and Koru [1] estimated the interfacial heat transfer coefficient and heat flux at the interface of casting mould. They worked on the pressure casting of cylindrical mould made of AlSi8Cu3Fe aluminium alloy. IHTC and heat flux were determined by using experimentally measured temperatures. Further, machine learning algorithms were utilized in order to determine IHTC. ANNR algorithm has been observed as the most accurate model. Natsume et al. [13] carried out experiments on unidirectional castings of Al-1mass% Si alloy and acquired the cooling curves during solidification. The time-dependent heat transfer coefficient was determined to evaluate the suitability of the method for real experimental data. Jayakrishna et al. [14] established an inverse heat transfer model based on Salp swarm optimization algorithm for the estimation of heat flux at the hot faces of a mould in thin slab continuous casting. A funnel-shaped mould was assumed having complex arrangement of cooling slots. The estimated heat flux profile was utilized to observe the fluid flow and thermal characteristics of the solidifying steel strand inside the mould. Stieven et al. [15] developed two numerical models to estimate the IHTC in directional solidification. The models were based on thermal resistance and thermal gradient formulation at the interface of metal–mould. In the literatures, it was found that experiments for the study of heat flux at mould-casting interface with copper die were generally performed which is costly [7]. Mild steel might be a good alternative to serve as die material. Further, study using mild steel die with zinc as casting material was not properly performed. In addition, it has been noted that heat transfer analysis at the interface of aluminium casting and mild steel die has not been performed. Therefore, in the present work, the objective was to study interfacial heat transfer at the mould-casting interface for different mould and casting materials for various parameters. Further, experiments were performed using indigenously fabricated experimental setup. The experimental results were first used to estimate the interfacial heat flux and interfacial heat transfer coefficient at the mould-casting interface. Finally, the effect of different pouring temperature on the interfacial heat flux and interfacial heat transfer coefficient was studied. Hence, heat transfer experiments were performed by taking pure aluminium and zinc as casting materials, whilst mild steel was taken as die material. The heat transfer analysis performed in study might be useful for metal forming industries to develop better castings at lower costs.
2 Materials and Method
2.1 Numerical Methodology
Transient heat flux is estimated numerically by using inverse heat conduction method. A hollow cylindrical die is considered whose top and bottom surfaces are insulated. When the casting material is poured into the die, a transient heat flux will be subjected at the inner curved surface of the cylinder, as shown in Fig. 1. Here, heat transfer is assumed to be in radial direction only through the cylinder wall to atmosphere and assumed to be neglected in all other directions. Conjugate gradient method with adjoint problem has been employed to solve the inverse heat conduction problem for the estimation of unknown transient heat flux at the die-casting interface. In the inverse problem, thermophysical properties of the die, casting, boundary conditions and transient temperature data in the die and casting at different radial locations have been provided as an input to estimate the unknown heat flux with time. The transient temperature distribution in the wall has been provided for various die and casting materials. The steps involved in conjugate gradient method are direct problem, inverse problem, sensitivity problem, adjoint problem, gradient equation, iterative procedure, stopping criterion, computational algorithm [16]. The implicit form of finite difference method has been used for discretizing the intermediate boundary value problems as it is unconditionally stable and fast convergent. All the problems have been programmed with MATLAB.

Geometry of the die and computational grid formation
Mathematically, the one-dimensional heat conduction problem considered is given as:
The solution of the inverse problem is done in such a way that the following objective function is minimized:
where Ti is the temperatures estimated by the inverse problem and Yi is the measured temperatures.
2.2 Experimental Methodology
Casting experiments are performed using permanent moulds/dies of cylindrical shape. Temperature history inside the die wall at radial locations and inside the casting material near the surface is recorded. These temperature data are given as input to the inverse method, and heat flux at the die-casting interface and transient temperature at the inner die surface are estimated. Using the heat flux and interface temperatures, thermal contact conductance during solidification of the casting is calculated. The die used in the experiments is made up of mild steel (Thermal conductivity = 54 W/mK, thermal diffusivity = 1.48 × 10−5 m2/s) in the form of a hollow cylinder having outer diameter of 100 mm, inner diameter of 50 mm and height of 100 mm. Four blind holes of 3 mm diameter have been created on the top side of the die and 40 mm in depth at four different radial locations 5 mm (centre to centre) apart from each other, as shown in Fig. 2a.

a Casting die, b K-type thermocouple, c experimental setup
Due to cylindrical shape of the die and symmetrical heat flux condition, heat transfer can take place in radial and axial directions. Since we are considering one-dimensional radial heat transfer, we have to inhibit the heat transfer in axial direction. For this purpose, the insulating covers at the top and bottom of the die have been provided. The insulating covers are made up of concrete material having thermal conductivity much less than the die metals. Further, small holes are provided at the top plate for inserting thermocouples and to release the trapped air during casting. Six mineral-insulated Chromel–Alumel (K-Type) very fine thermocouples of 0.1 mm diameter covered in a SS probe of 40 mm length and 1.5 mm diameter (Fig. 2b) are used to measure the temperatures. These thermocouples are having range of 200–1260 °C with accuracy ± 1.1 °C or ± 0.4%. All the thermocouples are connected to the temperature data logger. The temperature data logger indicates temperatures in the real time as well as save these temperatures with time in a data storage device. The temperature data logger can have a resolution of 1 °C.
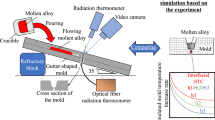
A coal-based pit furnace has been used to melt the casting material. The pit furnace can melt maximum of 20-kg metal at a time. It is fitted with an electric blower. Figure 2c shows the actual pictorial view of the combined setup which shows the metallic die with top and bottom insulation slabs and all the thermocouples placed in die and in casting gap. Pouring temperature is an important parameter in order to produce defect-free sound castings. For each set of material, experiments are performed for three different pouring temperatures. Two materials, namely aluminium and zinc, are taken for producing castings. Both the materials are selected because of their applications in casting, low melting point and easy availability and wide industrial application.
Casting experiments are performed in order to study the interfacial heat transfer at the casting-mould interface. Initially, experimental setup is assembled as shown in Fig. 2c by placing the die between top and bottom insulating plates. Then, the thermocouples are fixed at the required locations at which temperature has to be recorded. Four thermocouples are inserted inside the holes drilled for them in the die wall. One thermocouple is placed very close to the die wall at the same depth at which thermocouples in the die wall are inserted. In order to prevent this thermocouple from getting stuck inside the solidifying casting, a copper sleeve is used to protect it. A thermocouple is placed on the hole through which molten metal is poured in order to measure the pouring temperature of the molten metal. All the thermocouples are connected to data logger in order to record the transient temperatures. Simultaneously, casting material is melted inside the furnace and then superheated up to the desired pouring temperature. Once the molten metal reached the desired temperature, it is poured inside the mould, and temperatures are recorded through the data logger. The temperatures are recorded until the temperatures inside the die reach the steady-state conditions. Typical temperature versus time curves for aluminium and zinc casting materials are shown in Fig. 3a and b, respectively.

a Transient temperature data of thermocouples for aluminium casting, b Transient temperature data of thermocouples for zinc casting
In these curves, T (casting) refers to the temperature of casting near the interface. T1, T2, T3 and T4 are the temperatures inside the mould wall with T1 being closest to the interface. It can be noticed from these curves that as the molten metal is poured into the mould, the mould temperatures closest to the interface (T1) increase more rapidly to a maximum temperature. After the occurrence of a peak, these temperatures decrease at a slower rate and become nearly constant after a short period of time. For example, in Fig. 3b, temperature T1 inside the mould increases rapidly as the molten zinc is poured into the mild steel mould. It reaches a peak value of 222 °C in 24 s and then decreases slowly to a value of 210 °C and then become nearly constant. Temperatures at other locations (T2, T3 and T4) inside the mould increase rapidly at the initial stage when the molten metal is poured. Then, these temperatures increase at a slow rate and become approximately constant after a period of time.
Temperature inside the casting near the mould-casting interface, T (casting), initially rises very fast to a peak value and then decreases at a relatively slower rate to the freezing point of the casting metal. After the solidification of the casting near the interface is completed, the temperature of the casting decreases at a nearly constant rate which is much lower as compared to the liquid state of the casting. Initially, the temperatures may be lower than the expected values due to the delayed response of the thermocouples. Further, the temperatures can be found lower due to the thermal contact resistance at the interface of thermocouples and mould/casting materials.
3 Results and Discussion
3.1 Zinc Casting in Mild Steel Mould
Castings of zinc metal have been produced inside mild steel mould for three different pouring temperatures. Variation of heat flux with time, for these castings, is shown in Fig. 4a. Q1, Q2 and Q3 are transient heat flux estimated at the mould-casting interface for pouring temperatures 750 °C, 550 °C and 500 °C, respectively. At all the three pouring temperatures, heat flux is increasing rapidly as soon as the molten metal is poured into the casting. It is reaching the peak values for Q1 and Q2 in nearly 32 s. Peak value of Q3 is taking a little longer and occurring in 40 s. Peak value of heat flux for Q1 (639.09 kW/m2) is much greater than peak values for Q2 (296.40 kW/m2) and Q3 (249.85 kW/m2). The occurrence of peak heat flux can be associated with the formation of thin shell of solidified metal at the interface and/or completion of filling of mould with molten metal [10]. After attaining the peak values, the heat flux starts decreasing. As the solidification propagates, slopes of all the three curves decrease. After the completion of solidification, the heat flux at the interface decreases due to shrinkage of casting and expansion of mould which is result of heat transfer from casting to the mould. Heat flux values for Q1 become miniscule after 88 s, whilst values of Q2 and Q3 take longer time of nearly 120 s. It is evident from the figure that the maximum value of heat flux is increasing with increasing the value of pouring temperature.

a Variation of heat flux with time for three different pouring temperatures for zinc casting, b variation of IHTC with time for three different pouring temperatures for zinc casting
Variation of interfacial heat transfer coefficient with time is shown in Fig. 4. IHTC1, IHTC2 and IHTC3 are interfacial heat transfer coefficients at the mould-casting interface for pouring temperatures 750 °C, 550 °C and 500 °C, respectively. IHTC has been calculated using estimated transient heat flux and temperature gradient at the interface. The IHTC curves thus obtained are somewhat similar to the heat flux curves. Peak values of IHTC are increasing with increase in pouring temperature as well. Values of IHTC in all the curves increase rapidly to a maximum value and then decrease to a negligible value at a comparatively slower rate. Peak value of IHTC1 (3453.98 W/m2K) is much higher than the peak values of IHTC2 (1060.86 W/m2K) and IHTC3 (1085.70 W/m2K). Curve for IHTC2 and its peak value is not as expected. It can be due to the delayed response of the thermocouple used to measure the interface temperature of casting and/or experimental error induced in the temperature measurements. Curve for IHTC3 increases to a maximum value of 1085.70 W/m2K in initial 40 s and then decreases for nearly 60 s to reach its minimum value. After 56 s, values of IHTC1 and IHTC3 are comparable and their curves have similar slopes.
3.2 Aluminium Casting in Mild Steel Mould
Castings of aluminium metal have been produced inside mild steel mould for three different pouring temperatures. Variations of heat flux with time, for these castings, are shown in Fig. 5a. Q1, Q2 and Q3 are transient heat flux estimated at the mould-casting interface for pouring temperatures 730 °C, 710 °C and 670 °C, respectively. As the molten metal is poured into the mould cavity, heat flux increases suddenly and reaches a maximum value in 32 s for all the pouring temperatures. It can be easily observed that maximum value of heat flux is increasing with increase in the pouring temperature. Peak values for Q1, Q2 and Q3 are 595.37 kW/m2, 473.22 kW/m2 and 323.72 kW/m2, respectively. Then, the values of heat flux keep decreasing throughout the considered time span. Values of heat flux for Q1 become negligible in 104 s, whilst for Q2 and Q3, it took nearly 120 s. It can be observed that area under the curve for Q3 is much less as compared to Q1 and Q2. It is because the molten metal is poured nearly at melting point in case of Q3, whilst in case of Q1 and Q2, it is superheated to a higher temperature.

a Variation of heat flux with time for three different pouring temperatures for aluminium casting, b Variation of IHTC with time for three different pouring temperatures for aluminium casting
Variation of interfacial heat transfer coefficient with time is shown in Fig. 5b. IHTC1, IHTC2 and IHTC3 are interfacial heat transfer coefficients at the mould-casting interface for pouring temperatures 730 °C, 710 °C, and 670 °C, respectively. As the molten metal is poured into the mould cavity, IHTC values for all the pouring temperatures increase rapidly to a peak value. Maximum values occur in 32 s for IHTC1 and IHTC3 curves which are same as in case of heat flux curves. Whilst a peak shift is observed in case of IHTC2 curve as it took 40 s to reach its maximum value. Peak values of IHTC1, IHTC2 and IHTC3 are 1862.55 W/m2K, 1349.96 W/m2K and 807.21 W/m2K, respectively. Hence, peak values of IHTC are also increasing with increase in pouring temperature. After attaining peak values, IHTC decreases continuously throughout the time span considered. Values of IHTC1 diminish a bit earlier as compared to the values of IHTC2 and IHTC3.
4 Conclusion
The analysis of interfacial heat transfer at the mould-casting interface has been done in this work by taking pure aluminium and zinc as casting materials whilst mild steel as die material. Conclusions on the basis of this study are as follows:
-
Interfacial heat flux and interfacial heat transfer coefficient depend on pouring temperature of molten metal and mould material.
-
Both heat flux and IHTC tend to increase with increase in the pouring temperature.
-
Interfacial heat transfer coefficient depends upon properties of casting material.
-
Maximum value of IHTC for zinc casting is found to be much more than aluminium casting for same mould material.
-
Mild steel can be used as a good alternative to serve as die material. It will be useful for metal forming industries to develop better castings at lower costs.
References
Aksoy B, Koru M (2020) Estimation of casting mold interfacial heat transfer coefficient in pressure die casting process by artificial intelligence methods. Arab J Sci Eng 45:8969–8980
Rajaraman R, Gowsalya L, Velraj R (2018) Interfacial heat transfer coefficient estimation during solidification of rectangular aluminum alloy casting using two different inverse methods. Front Heat Mass Transf 11(23):1–8
Prabhu K, Ashish AA (2002) Inverse modeling of heat transfer with application to solidification and quenching. Mater Manuf Process 17:469–481
Mirbagheri S (2006) Modelling of metal–mold interface resistance in the A356 aluminium alloy casting process. Commun Numer Methods Eng 23:295–312
Hamasaiid A, Dour G, Loulou T, Dargusch MS (2010) A predictive model for the evolution of the thermal conductance at the casting-die interfaces in high pressure die casting. Int J Therm Sci 49(2):365–372
Bohacek J, Kharicha A, Ludwig A, Wu M, Karimi-Sibaki E (2018) Heat transfer coefficient at cast-mold interface during centrifugal casting: calculation of air gap. Metal Mater Trans B 49:1421–1433
Wang F, Ma Q, Meng W, Han Z (2017) Experimental study on the heat transfer behavior and contact pressure at the casting-mold interface in squeeze casting of aluminum alloy. Int J Heat Mass Transf 112:1032–1043
Prabhu K, Mounesh H, Mahadeva S, Ashish A (2003) Casting/mould interfacial heat transfer during solidification in graphite, steel and graphite lined steel molds. Int J Cast Met Res 15:565–571
Kim HS, Cho IS, Shin JS, Lee SM, Moon BM (2005) Solidification parameters dependent on interfacial heat transfer coefficient between aluminum casting and copper mold. ISIJ Int 45(2):192–198
Zhang A, Liang S, Xiong S (2017) Determination of the interfacial heat transfer coefficient at the metal-sand mold interface in low pressure sand casting. Exp Thermal Fluid Sci 88:472–482
Oliveira EP, Stieven GM, Lins EF, Jerson RPV (2019) An inverse approach for the interfacial heat transfer parameters in alloys solidification. Appl Therm Eng 155:365–372
Vishweshwara PS, Gnanasekaran N, Arun M (2019) Inverse estimation of interfacial heat transfer coefficient: during the solidification of Sn-5wt%Pb alloy using evolutionary algorithm. In: Advances in materials and metallurgy. Lecture notes in mechanical engineering, Springer, Singapore
Natsume Y, Oka Y, Ogawa J, Ohno M (2020) Estimation of time-dependent heat transfer coefficient in unidirectional casting using a numerical model coupled with solidification analysis and data assimilation. Int J Heat Mass Transf 150:119222
Jayakrishna P, Vaka AS, Chakraborty S, Ganguly S, Talukdar P (2021) Interfacial heat flux estimation in a funnel-shaped mould and analysis of solidification characteristics in thin slab continuous casting. ASME J Heat Transf 143(12):122401
Stieven GM, Soares DR, Oliveira EP, Lins EF (2021) Interfacial heat transfer coefficient in unidirectional permanent mold casting: modeling and inverse estimation. Int J Heat Mass Transf 166:120765
Ozisik MN, Orlande HRB (2000) Inverse heat transfer: fundamentals and applications (1st ed.), CRC Press, New York (NY)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Asif, M., Sadiq, M.M., Muaz, M. (2023). Heat Transfer Analysis at Mould-Casting Interface for Improving the Casting Process. In: Singh, R.P., Tyagi, M., Walia, R.S., Davim, J.P. (eds) Advances in Modelling and Optimization of Manufacturing and Industrial Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-6107-6_33
Download citation
DOI: https://doi.org/10.1007/978-981-19-6107-6_33
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-6106-9
Online ISBN: 978-981-19-6107-6
eBook Packages: EngineeringEngineering (R0)