
Abstract
The high interlaminar strength in the multilayered structure is one of the crucial parameters of lighter-than-air (LTA) envelope material. In this work, different polyurethane (PU)-based adhesives were functionalized and their synergistic effect of adhesion with fabric has been studied. Three types of PU-based adhesives were used which were based on two-component systems that was further functionalized with carbon black and UV additives, and the peel strength was determined. PU-based adhesives were applied on a substrate, and laminates were prepared, and the gram per square meter (gsm) of the adhesives was optimized. The tensile strength, UV resistance property of the functionalized adhesives were improved and the UPF of the adhesives film was measured. Thermal properties and stability of the functionalized adhesives films were analyzed through differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA). The crosslinking and the interaction between the carbon black and PU-based thermoset adhesives was analyzed through Fourier transform infrared spectroscopy (FTIR). Also, the prepared adhesive films were exposed to artificial weathering for 200 h. Functionalized PU adhesives films show excellent weather resistance behavior as compared to neat adhesive films due to better UV resistance property of carbon black.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Polyurethane (PU)-based adhesives have attracted researcher’s attention as they exhibit good bonding, better outdoor stability, high flexibility, and shows very high peel strength. They are widely used in various fields such as textiles, automotive, military, food packaging industries, and lighter-than-air system (LTA) inflatables. PU adhesives contain urethane group (–C=O–) which is responsible for providing excellent adhesion property. PU polymer can be thermosets and thermoplastics which contains hard segments and soft segments.
Crystalline capable hard segments have hydrogen bonding among the urethane groups and show good interchain interaction while the soft segments show crosslinking with the hard segments [1]. The diverse properties of the polymeric material can be obtained through varying the hard and soft segment ratio. PU adhesives basically contain three types of building blocks that are diisocyanate, short-chain diol, or long-chain diol. PU adhesives show wide range of properties that generally depend on the chemical structure of isocyanates, polyols, and their functionalities. Usually, the types of isocyanates used in PU adhesives are toluene diisocyanate (TDI) and methylene diphenyl diisocyanate (MDI) [2].
The LTAs such as aerostat/airship envelope material as shown in Fig. 1 should have high tensile and tear strength, high gas-barrier property, high UV resistance property, good weather resistance property, and especially high interlaminate adhesion strength or peel strength. For developing LTA envelope material, multilayered coated or laminated fabrics are required for hull structure. Hull material should possess low weight, high strength-to-weight ratio in order to increase the payload capacity, flexible at low temperature range, high tensile and tear properties to avoid catastrophic failure (≈ 2500 N and ≈ 313 N for aerostat material), shows good abrasion resistance and low creep behavior for better handling, bondability or sealability properties should be excellent in order to achieve good joint and leakage of gases should be prevented so that aerostat/airship life can be increased. Nowadays, generally thermoplastic polyurethane (TPU) coated nylon, Vectran, or Kevlar fabrics (plain weave or ripstop weave) are preferred because these fabrics have ability to fulfill all the above-mentioned necessary requirements for designing hull structure of LTAs. TPU coated fabric reinforced with different nano fillers such as graphene, nano-clay contributes in improving the gas-barrier property of envelope material while the weather resistance property can be improved by adding UV absorber, antioxidant, hindered amine light stabilizer, carbon black, and some other inorganic nano additives such as TiO2, ZnO, and CeO2. Moreover, the EVOH or Mylar (DuPont, biaxially oriented polyester) film shows excellent gas-barrier property while the Tedlar (PVF) film shows good weather resistance property for multilayered laminated envelope materials. However, these polymeric films show adhesion issues with the fabric. Therefore, the interlaminar adhesion strength is one of the major challenges for aerostat/airship envelope materials [3–6].

Structure of LTA systems
Very less research has been carried out yet in the field of PU-based adhesives used in inflatable structure materials. Therefore, in designing such type of materials PU-based adhesive laminations were much preferred as it shows good bonding strength and high flexibility [5,6,7,8,9,10]. In this study, three types of PU-based adhesives (two-component system), i.e., Araldite, Uralane, and PLS were used and functionalized with UV additives and carbon black to enhance the UV resistant property and adhesion strength of laminates for LTA application. The Araldite adhesive usually shows fast curing and good UV stability. Uralane 5776 A/B polyurethane adhesive has a semi paste consistency for easy handling and spreading. Here, the main focus is to study the synergistic effect of functionalized adhesives on improving the interlaminate adhesion with a substrate and to optimize the GSM of the adhesive. The peel strength of the laminates was measured. Here, the substrate is the PU coated PET fabric but for better strength [7] and weather resistance property nylon, Vectran, and Kevlar fabrics are preferred as a base material for LTA envelope. The tensile strength and UV resistance property of functionalized adhesives film were measured. Moreover, the prepared adhesive films were exposed to artificial weathering under harsh environmental conditions for 200 h. The weather resistance property, gas (helium) barrier property, and thermal properties of the adhesives were also studied.
2 Problem Definition and Formulation
Till now, the researchers are using PU-based adhesives for developing laminated structures in LTA systems in order to achieve high strength between the laminates but the interlaminate strength still need to be improved and the research is still going on to enhance the properties of LTAs. In this study, various PU-based adhesives (two-component system) were studied that are Araldite, Uralane, and PLS which exhibits high peel strength. Very few studies were done on these adhesives. Here, the adhesives were also functionalized with UV additives and carbon black in order to improve the UV resistant and weather resistance property and to optimize the adhesive gsm of laminate structures.
3 Experimental
3.1 Materials
A commercial aliphatic polyether-based thermoplastic polyurethane was purchased from Covestro, India (formerly known as Bayer Material Science Pvt. Ltd). Following are the specifications of the PU: molecular weight (Mw) = 197,200, density = 1.15gm/ cm3, shore hardness = 85A, and refractive index = 1.503. Polyester (PET) fabric of 200 GSM (plain weave), UV additives (HALS, AO, and UV absorber) was procured from Clariant India Ltd., and carbon black nanopowder was purchased from Reinste Nano Ventures Private Ltd., dimethyl formamide (DMF), Toluene, Araldite 2028–1 adhesive (Huntsman), Uralane 5776 A/B (Huntsman), PLS adhesive, PVF film (Neoflex) gsm = 55, and BoPET film (Jindal Polyfilms) gsm = 15 (Fig. 2).

a Araldite adhesive, b Uralane adhesive, and c PLS adhesive [11]
3.2 Methods
3.2.1 Process Parameters for Adhesive Lamination
Firstly, on hot-roll coating machine, the base substrate (PET fabric) was coated TPU solution then after drying the substrate tie-coat solution which consisted of TPU, UV additives and carbon black was applied. After drying the fabric at room temperature, functionalized adhesives were applied at 0.04 mm nip roller gap to laminate the Mylar and Tedlar films using hot-roll laminator machine as shown in Fig. 3. Hence, the adhesive GSM was optimized and the peel strength was measured.

Fabric-Mylar laminated structure
-
Tie-coat layer (gap)—0.1 mm
-
GSM gain—15
-
Nip roller setting gap for adhesive—0.04 mm
-
No temperature was given
-
Speed—8.25 cm/min
-
Heating was applied for drying the adhesive
-
The temperature of laminated roll was set in a range of 80–85.
3.2.2 Formulation of Functionalized Adhesives
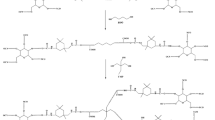
Three types of PU-based adhesives namely Araldite, Uralane, and PLS were used that are based on two-component system. In 20 ml solution of Toluene UV additives and 3% carbon black were added and sonicated for 2 h. Then, 10 gm of resin part of adhesive was mixed and stirred for 6–8 h. After that hardener was added in the solution for crosslinking and mixed thoroughly for 5 min and laminates were prepared. In case of araldite adhesive, the ratio of resin and hardener is 1:1 while in Uralane adhesive the ratio of resin to hardener is 2:1. In PLS adhesive 6% hardener was mixed (Fig. 4).

Formulation of functionalized PU adhesive
3.2.3 Accelerated Artificial Weathering
The functionalized adhesive films and neat adhesive films were exposed under artificial weathering conditions in artificial weatherometer (Atlas-Xenotest 440). The test cycles were performed according to following standard: ISO 4892-2 + A1:2019. Artificial weatherometer provides weathering environment by using light sources such as filtered long arc Xenon (2000 W) so that the resistance of the film samples against weathering can be measured. The change in properties of each film with respect to the unexposed film was compared as well as analyzed after 200 h under particular exposure conditions as mentioned in Table 1.
4 Characterization and Testing
4.1 ATR-FTIR
FTIR spectroscopy (Nicolet 6700 ATR-Thermo Fisher Scientific) was used to gather FTIR spectra of neat and functionalized adhesive films before and after exposure (200 h) in accelerated artificial weathering by directly scanning the adhesive film surfaces. Number of scans taken scanning the sample surface was 64.
4.2 Tensile Testing and Peel Strength Testing
Tensile testing of neat adhesive films and functionalized films were performed using Instron testing machine according to standard ASTM D5035. The testing was done with a gauge length of 5 cm and clamp width of 5 cm and extension rate of 300 mm/min. The peel strength was also carried out on Instron mechanical testing machine according to standard ASTM D 1876. The size of the testing sample was 12 cm × 2.5 cm.
4.3 Helium Gas Permeability
Helium gas permeability through neat PU-based adhesive films and functionalized adhesive films was evaluated by using Labthink Classic 216 gas permeation tester according to ASTM D1434 standard. The tester measures the helium gas transmission rate (GTR) through differential pressure method. The test was performed at an ambient temperature of 25 °C having 100 kPa test gas flow pressure and a constant helium gas pressure of 0.4 MPa.
4.4 Ultraviolet Protection Factor (UPF)
The ultraviolet protection factor (UPF) of neat adhesive films and functionalized adhesive films was analyzed using LABSPHERE instrument according to AS/NZS 4399:2017 testing standard method having wavelength range between 290 and 400 nm. For each sample, scanning was performed at four different places and the average values was taken to evaluate the UPF mean values.
4.5 Differential Scanning Calorimetry (DSC)
Differential scanning calorimetry (DSC) measurement was carried out on a DSC25 (TA Instruments) with in a temperature range of −60–250 °C having ramp rate of 10 °C/ min in nitrogen atmosphere and isothermal time is 1 min. The adhesive films were heated up to 250 °C, then cooled down to -60 °C and again heated up to 250 °C with same ramp rate and isothermal time.
4.6 Thermogravimetric Analysis (TGA)
Thermal stability of neat and functionalized adhesive films was analyzed by a TGA method (TGA55, TA Instruments). The experiment was done with a heating rate of 10 °C/min in nitrogen atmosphere in the temperature range of 50–800 °C. The flow rate of nitrogen gas was 60 ml/min.
5 Results and Discussion
5.1 Fourier Transform Infrared Spectroscopy (FTIR) Analysis
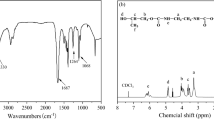
FTIR technique is used to identify the chemical structures of the different PU-based adhesives and functionalized PU adhesives. Carbon black contains some groups such as OH, C=O, and COOH, and these groups form hydrogen bonding with urethane linkage. It has been found that in (Fig. 5a) the presence of (1720–1730 cm−1) peak shows the C=O urethane linkage in neat PLS adhesive while in functionalized PLS (1720–1730 cm−1) peak almost disappear showing that the carbon black is properly dispersed in the adhesive and also the hydrogen bonding occurs between carbon black and PU-based PLS adhesive. After 200 h exposure a slight peak at (3448 cm−1) shows the presence of free N–H stretching which might be due to oxidation. In (Fig. 5b), the peaks at (2850–2970 cm−1) shows the symmetric and asymmetric C-H stretching of methylene groups. Peaks at (1660–1690 cm−1) shows the C=O stretching, and (1505–1600 cm−1) shows N–H bending. Peak band of (1104 cm−1) shows C–O stretching of aliphatic ether, while in exposed Uralane film this peak becomes broad due to oxidation. In (Fig. 5c), peaks at (3300–3380 cm−1) shows N–H stretching of urethane and (1660–1690 cm−1) shows C = O stretching. The peak intensity at (1260 cm−1) shows N–H of amide linkage which slightly increases due to oxidation. Although not much change was observed under 200 h exposed Uralane and araldite adhesive film.

FTIR spectra of unexposed and exposed neat and functionalized adhesive films a PLS adhesive, b Uralane adhesive, and c Araldite adhesive
5.2 Peel Strength Test
Table 2 shows the values of adhesive gsm gain and the peel strength of laminated PET fabric. The following results are obtained after testing the peel strength of laminated fabric. In case of Uralane adhesive, better peel strength was obtained that is 7-8 N while the gain in gsm was less in case of PLS adhesive that is around 7gsm. Figure 6 shows the peel samples of laminated fabric.

a Laminated and coated PET fabric and b peel samples of laminates
5.2.1 Tensile Properties of Adhesive Films
Tensile properties of functionalized adhesive films are improved as compared to neat films as shown in (Fig. 7). Carbon black (3%) dispersed properly in the adhesives and good crosslinking as well as hydrogen bonding between the CB and urethane linkage as shown in FTIR significantly enhanced the tensile strength of functionalized adhesive films. Although when these films are exposed to artificial weatherometer under harsh environmental conditions for about 200 h the tensile strength of PLS and Uralane functionalized adhesive decreases while in araldite it increases. Similarly, Uralane and araldite neat adhesive films show increment in tensile strength as compared to PLS adhesive. The improvement in strength is might be because of crosslinking between the PU-based adhesives. It was observed that araldite adhesive does not degrade that much within 200 h exposure.

a Tensile strength of unexposed neat and functionalized adhesive films and b tensile strength of exposed (200 h) neat and functionalized adhesive film
5.3 Helium Permeability Testing
Figure 8a shows the result of helium gas permeability unexposed adhesive films. It was observed that helium permeability of unexposed functionalized adhesive film was slightly changed compared to neat adhesive film. However, when the film was exposed up to 200 h, the helium permeability was significantly improved. This behavior was attributed due to the crosslinking of intermolecular chains of PU that leads to crosslinked structure of formation but after certain time period of exposure PU-based adhesive can be degraded because of the breaking of intermolecular bond between the crosslinking chains (Table 3).

a Helium gas permeability of unexposed neat and functionalized adhesive film; b helium gas permeability of exposed (200 h) neat and functionalized adhesive film
5.4 UV Protection Factor (UPF) Analysis
Ultraviolet protection factor (UPF) is used to measure the UV resistance property of material. It shows the amount of UV-B and UV-A radiations can be transmitted or blocked by any material. This test was performed using LABSPHERE instrument according to AS/NZS 4399:2017 testing standard. The wavelength range was 290-400 nm. UV rays blocked in UV-A and UV-B region was evaluated along with UPF mean value. UPF rating is calculated by following equation [12].
where
Eλ—solar UVR spectral irradiance (W·m−2 nm−1).
Sλ—solar spectral irradiance.
∆λ—wavelength interval measurement (nm).
Tλ—average spectral transmittance.
Figure 9 shows the UPF values of unexposed and exposed adhesive films. UPF mean value of neat Uralane adhesive was higher as compared to araldite and PLS, while the UPF value of functionalized adhesive film was much higher as compared to neat adhesive film which shows that the interaction of carbon black with PU adhesive results in excellent UV resistant property (UPF–2000). Although neat adhesive film when exposed to 200 h in artificial weathering shows improvement in UV resistant property due to formation of cross-links between the PU chains.

UPF mean values of a unexposed adhesive film and b exposed adhesive film
5.5 Thermogravimetric Analysis (TGA)
Thermal stability of PU-based adhesive was analyzed through TGA technique. Figure 10a shows the TGA curve of neat and functionalized adhesive films. The 2% weight loss temperature (T2%) in Uralane neat adhesive was observed at 234.18 °C (onset temp—329.18 °C), while in functionalized Uralane T2% was 227.76 °C (onset temp—333.76 °C); whereas in neat araldite adhesive was 109.56 °C (onset temp—300 °C) and 223.09 °C (onset temp—298.82 °C) was observed in functionalized araldite adhesive. In PLS, neat adhesive (T2%) was 266.88 °C (onset temp—350.86 °C) and 188.78 °C (onset temp—339.62 °C). The following trend was observed due to the addition of carbon black and UV additives which are less thermally stable as compared to neat PU-based adhesives.

a TGA curve for neat and functionalized adhesive film; b DSC thermograms for functionalized adhesive film
5.6 Differential Scanning Calorimetry (DSC) Analysis
Figure 10b represents the DSC thermogram of functionalized PU-based adhesive. In PLS functionalized adhesive, an endotherm peak was observed at 40 °C which relates to the glass transition temperature of PLS (Tg); while in Uralane and araldite functionalized adhesive an endothermic peak was shifted to higher temperature between 85–120 °C which shows the Tg of hard segments of adhesive.
6 Conclusion
In LTA systems, adhesion strength between the laminates must be higher. In this study, three types of PU-based adhesive (Uralane, Araldite, and PLS) were used and functionalized by using carbon black (3%) and UV additives. The peel strength of laminated fabric in functionalized Uralane adhesive was very high (7–8 N). The gsm gain was less in case of functionalized PLS and also adhesion strength was better. The hydrogen bonding between the carbon black and PU-based adhesives significantly improves the tensile properties of functionalized adhesive films especially PLS shows good breaking strength. Functionalized adhesives films show excellent UPF values (2000) which led to improve the weather resistance property also. However, thermal stability of functionalized adhesives decreases slightly because carbon black and other UV additives start decompose at lower temperature as compared to PU-based adhesives. Moreover, when prepared films were exposed to artificial weathering up to 200 h the functionalized adhesive shows excellent weather resistance behavior. Thus, functionalized PLS and Uralane adhesives can fulfill the requirement for LTA laminated structures as compared to araldite adhesive. Therefore, these adhesives can be preferred in the future for the preparation of multilayered coated and laminate structures for LTAs.
References
Dodiuk H, Belinski I, Dotan A, Kenig S (2006) Polyurethane adhesives containing functionalized nanoclays. J Adhes Sci Technol 20(12):1345–1355. https://doi.org/10.1163/156856106778456573
Sheikhy H, Shahidzadeh M, Ramezanzadeh B, Noroozi F (2013) Studying the effects of chain extenders chemical structures on the adhesion and mechanical properties of a polyurethane adhesive. J Ind Eng Chem 19(6):1949–1955. https://doi.org/10.1016/j.jiec.2013.03.008
Armağan OG, Kayaoğlu BK, Karakaş HC, Güner FS (2013) Improving the adhesion strength of polypropylene nonwoven laminated fabrics Using low-pressure plasma. Fibres Text East
Pizzi A (2006) Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J Adhes Sci Technol 20(8):829–846. https://doi.org/10.1163/156856106777638635
Dasaradhan B, Ranjan Das B, Kumar Sinh M, Kumar K, Kishore B, Eswara Pra N (2017) A brief review of technology and materials for aerostat application. Asian J Textile 8(1), 1–12, Dec. https://doi.org/10.3923/ajt.2018.1.12
Kumar A, Sati SC, Ghosh AK (2016) Design, testing, and realisation of a medium size aerostat envelope. Def Sci J 66(2):93–99. https://doi.org/10.14429/dsj.66.9291
Mishra D, Kumar Sinha V (2010) Eco-economical polyurethane wood adhesives from cellulosic waste: synthesis, characterization and adhesion study. Int J Adhesion Adhes 30(1), 47–54, Jan. https://doi.org/10.1016/j.ijadhadh.2009.08.003
Adak B, Joshi M (2018) Coated or laminated textiles for aerostat and stratospheric airship
Mahesh V, Joladarashi S, Kulkarni SM (2019) An experimental study on adhesion, flexibility, interlaminar shear strength, and damage mechanism of jute/rubber-based flexible ‘green’ composite. J Thermoplast Compos Mater. https://doi.org/10.1177/0892705719882074
Raza W, Singh G, Kumar SB, Thakare VB, Challenges in design & development of envelope materials for inflatable systems [Online]. Available: www.tjprc.org
Pidilite Polyurethane Adhesive—FEVICOL PLS 500, Tin Can, Rs 215/litre | ID: 4831464197. https://www.indiamart.com/proddetail/polyurethane-adhesive-fevicol-pls-500-4831464197.html. Accessed 07 Sept 2022
Louris E et al (2018) Evaluating the ultraviolet protection factor (UPF) of various knit fabric structures. IOP Conference Series: Materials Science and Engineering 459(1). https://doi.org/10.1088/1757-899X/459/1/012051
Acknowledgements
The authors are very grateful to Joint Advanced Technology Centre (JATC), DRDO India and IIT Delhi to provide research facilities for the completion of this research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Tomar, S., Mandlekar, N., Rana, B., Joshi, M., Butola, B.S. (2023). Functionalization of Polyurethane-Based Adhesives with UV Additives for LTA Applications. In: Shukla, D. (eds) Lighter Than Air Systems . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-6049-9_8
Download citation
DOI: https://doi.org/10.1007/978-981-19-6049-9_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-6048-2
Online ISBN: 978-981-19-6049-9
eBook Packages: EngineeringEngineering (R0)