
Abstract
Ultrasonic micro machining (USMM) is well-known abrasive-based method, which is applied to numerous conductive and non-conductive hard and brittle materials like glass, quartz and advanced ceramics for producing through holes and different 3D intricate parts. In USMM, micro hole can be generated using cylindrical-shaped micro tools. For watch making industry, microfluidic, optical applications, there is requirement of generation of micro 3D feature on hard and brittle materials like glass and quartz. Ultrasonic micro machining is a promising technique for these applications. Stainless steel (SS304) was chosen for micro tool material. Three different types of abrasives (B4C, SiC and Al2O3) were taken for experimental analysis. Machining criteria like overcut and taper angle are analyzed during ultrasonic micro-hole drilling on quartz. For this experimental analysis, variable process parameters such as abrasive slurry concentration and slurry flow rate were taken into account. The effects of process parameters on overcut and taper angle of µ-hole drilled on quartz by micro-USM were investigated.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Ultrasonic micro machining (USMM) is an abrasive-based method, which is applied to conductive and non-conductive hard and brittle materials like glass, quartz and advanced ceramics to create through holes and different micro features. Abrasive slurry is disbursed into the work surface, where micro tool tip is ultrasonically vibrated. When the free abrasive particles come at the tool–workpiece interface, they get energized through the aid of ultrasonic vibration in the down stroke of tool tip and ultimately remove materials through fatigue failure. Various micro machining technologies are available for producing micro features. But, other process like micro-EDM and micro-ECM is not appropriate for electrically non-conductive materials. Using micro laser beam machining method, hard and brittle materials can be machined but due to thermal process, it can source thermal spoil to machined features of the job material [1, 2]. Unlike laser beam machining, USMM neither thermally spoils the work material nor produces significant levels of stresses. USMM is therefore suitable in machining fragile components of hard and brittle materials, where it is essential to reduce stresses or thermal distortions. It is also not a chemical and electrical process; so there is no change in chemical or physical properties of the workpiece.
For watch making industry, microfluidic, optical applications, there is need of generation of micro 3D features on materials like glass, quartz, etc. Ultrasonic micro machining is a promise technique for these applications [3]. Technique for measurement and also theoretical model to estimate the micro tool wear had been proposed [4, 5]. The mechanism of material removal in micro-USM was in both ductile and brittle manner [6]. Tool wear is a major issue in USMM, because it has an impact on the precision of micro features. The depth is affected by longitudinal wear, while the taper imposed on micro holes is determined by lateral wear [7]. In USMM, micro features can be generated using complex or simply shaped tools [8,9,10,11]. In micro-USM, abrasive slurry concentration is more influenced parameter than power rating and tool feed rate for micro-hole drilling on quartz. [12]. EPAMUSM is a magnificent technique to generate micro hole in hard and brittle material [13].
The objectives of this paper are to analyze the accuracy of micro-hole drilling on quartz by USMM, using simple cylindrical-shaped tool. The overcut and taper angle variations have been analyzed and discussed.
2 Experimental Setup Details and Planning
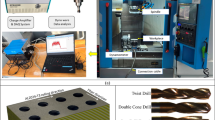
In ultrasonic micromachining (USMM), electrical energy is transformed into mechanical vibration through transducer. It moves toward the horns through coupler. The horn increases the amplitude of the vibration and directs it to the micro tool. Now, micro tool vibrates along vertical axis at ultrasonic frequency, typically 20 kHz with low amplitude. The micro-USM has a maximum power rating of 1000 W and can operate with a constant static load. At the same time, the feed rate is applied vertically download. Abrasive material is diverse in water and constantly flows across the machining zone. Figure 1 depicts a schematic representation of an ultrasonic micro machining system.

Schematic representation of ultrasonic micro machining system
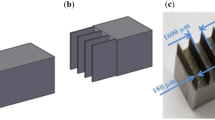
Micro tool fabricated as per design is shown in Fig. 2. Tool is designed as per required length and weight of tool. The tool material has been chosen as SS304 which is highly efficient tool material for USMM. Furthermore, stainless steel is a low-cost and easily available material. The fabricated tool is silver brazed to hexagonal bolt and then mounted in horn. The quartz material of 1 mm thickness (Size 25 × 25 mm) put on the fixture made of conductive material which is placed on magnetic base. Abrasive particles such as boron carbide, silicon carbide and aluminum oxide combined with water at normal temperature were selected as abrasive slurry. The abrasive slurry concentration varies from 10 (10 gm per 100 cc of water) to 40% during experimentation. The slurry flow rate varies from 40 ml/sec to 55 ml/sec during experimentation.

Micro tool design for USMM
3 Measurement of Responses
The micro-hole drilling experiments were executed by USM of Sonic-Mill Model AP-1000. Optical microscope (Leica DM 2500) is used to capture the images of drilled holes and for the measure of dimension of the holes. The optical images are captured for calculation of overcut at entrance, overcut at exit and taper angle.
3.1 Measurement of Overcut
After machining, the workpiece is cleaned using acetone. The overcut is the measure of increased diameter of machined hole. Diametrical overcut is measured as the difference in diameter of machined hole and the diameter of micro tool as given in Eq. (1).
where, Do is diametrical overcut, Dh is diameter of machined hole and Dt is diameter of micro tool before machining.
3.2 Measurement of Taper Angle
At first, diameter at entrance and exit surface of micro hole produced on quartz were measured by optical microscope. For calculating the taper angle, as given in Eq. (2) is used.
- where, Dentry:
-
Entrance diameter of micro hole,
- Dexit:
-
Exit diameter of micro hole, and
- t:
-
Workpiece thickness.
4 Results and Discussion
The investigational analysis has been done on quartz during USMM. Micro tool of SS304 of 330 µm was used. Three different type of abrasive (B4C, SiC and Al2O3) of grain size 14 µm was used by changing abrasive concentrations and abrasive flow rate. µ-holes were generated successfully on Quartz using the USMM. The warmth of work material was equal to the slurry, because slurry was circulating around machining zone. The variables of major machining responses of USM µ-hole drilling, such as overcut and taper angle, were analyzed with respect to abrasive slurry concentration and slurry flow rate for different type of abrasive.
4.1 Variation of Overcut with Process Parameters
The variation of overcut with abrasive slurry concentration is shown in Fig. 3. Lower overcut of USM micro-hole drilling is obtained 28 μm, 34 μm and 37 μm for Al2O3, SiC and B4C abrasives, respectively, at low abrasive slurry concentration as 10%. Overcut varies in the same manner at higher abrasive slurry concentration for all three type of abrasive. As abrasive slurry concentration increases, overcut also increases since more number of abrasives are available during machining. Overcut is obtained as 34 μm, 40 μm and 46 μm for Al2O3, SiC and B4C abrasives, respectively, at higher abrasive slurry concentration (40% by weight).

Variation of overcut with abrasive slurry concentration
The variation of overcut with slurry flow rate is shows in Fig. 4, while three different types of abrasive are used. The lower value of overcut is obtained as 27 μm, 29 μm and 37 μm for Al2O3, SiC and B4C abrasives, respectively, at 10% abrasive slurry concentration. At 10% abrasive slurry concentration overcut is less while using Al2O3 and SiC as compared to B4C.

Variation of overcut with slurry flow rate

Variation between taper angle and abrasive slurry concentration

Variation between taper angle and slurry flow rate
4.2 Variation of Taper Angle with Process Parameters
Figure 5 shows that taper angle is a smaller amount when abrasive slurry concentration is low (10% by weight). The lower value of taper angle is 1.41 °, 1.70 ° and 2.14 ° for Al2O3, SiC and B4C abrasives, respectively, at low abrasive slurry concentration (10% by weight). Taper angle increases with increasing abrasive slurry concentration. Taper hole is formed due to non-uniform machining as tool is gradually entered into the workpiece. The taper angles of 2.0 °, 2.23 ° and 2.87 ° are obtained for Al2O3, SiC and B4C abrasives, respectively, at high abrasive slurry concentration (40% by weight).
Figure 6 demonstrates the variant of taper angle with slurry flow rate. The taper angle of 1.05 °, 1.1 ° and 1.5 ° are obtained for Al2O3, SiC and B4C abrasives, respectively, at lower slurry flow rate (40 ml/sec). Taper angle increases with increase in slurry flow rate, as fresh abrasive particle available in machining zone and erode more material also from the bottom part of the hole. The taper angles of 1.8 °, 2.0 ° and 2.25 ° are obtained for Al2O3, SiC and B4C abrasives, respectively, at higher slurry flow rate (55 ml/sec).
Figure 7 shows the micro graph of micro-hole drilled on quartz by ultrasonic micro machining through developed circular cross section micro tool.

Micro graph of micro hole on quartz
5 Conclusions
In this paper, ultrasonic micro machining method has been successfully utilized for making µ-hole on quartz by µ-tool of circular cross section. The results of the study show that process parameters such as abrasive slurry concentration and slurry flow rate have an effect on the overcut and taper angle of micro holes produced on quartz using different abrasives. From the experimental results, lower value of overcut and lower value of taper angle have been achieved as 27 µm and 1.05 °, respectively. It is also concluded that for achieving lower overcut and lower taper angle, low value of slurry concentration and low slurry flow rate has been used. For achieving lower overcut and low taper angle, Al2O3 abrasive has been preferred during micro-hole generation on quartz.
Few research works on micro feature producing on quartz by USMM process have been reported till date, but more experimental work in the area of optimization during micro feature generation on quartz by USMM process is required.
References
Chen K, Yao YL (2000) Process optimization in pulsed laser micromachining with applications in medical device manufacturing. Int J Adv Manuf Technol 16(4):243–249
Kibria G, Doloi B, Bhattacharyya B (2010) Experimental analysis on Nd: YAG laser micro turning of alumina ceramic. Int J Adv Manuf Technol l50 (5–8):643–650
Egashira K, Masuzawa T (1999) Micro ultrasonic machining by the application of workpiece vibration. Annals of CIRP; Annals of CIRP 48 (1)
Jain V, Sharma AK, Kumar P (2012) Investigations on tool wear in micro ultrasonic machining. Appl Mech Mater vol 110–116, pp 1561–1566
Zuyuan Y, Chunshi M, Chengming A, Jianzhong L, Dongming G (2012) Prediction of tool wear in micro USM. CIRP Anal Manuf Tech 61(1):227–230
Zarepour H, Yeo SH (2012) Predictive modeling of material removal modes in micro ultrasonic machining. Int J Mach Tools Manuf 62:13–23
Cheema MS, Singh PK, Tyagi O, Dvivedi A, Sharma AK (2016) Tool wear and form accuracy in ultrasonically machined microchannels. Measurement 81:85–94
Egashira K, Taniguchi T, Tsuchiya H, Miyazaki M (2004) Micro ultrasonic machining using multitools. In: Proceedings of the 7th international conference on progress machining technology (ICPMT 04), pp 297–301
Yu ZY, Rajurkar KP, Tandon A (2004) Study of 3D micro-ultrasonic machining. J Manuf Sci Eng 126(4):727–732
Sun XQ, Masuzawa T, Fujino M (1996) Micro ultrasonic machining and its applications in MEM S. Sens Actuators A: Phys 57(2):159–164
Boy JJ, Andrey E, Boulouize A, Khan-Malek C (2010) Developments in micro ultrasonic machining (MUSM) at FEMTO-ST. Int J Adv Manuf Technol 47(1–4):37–45
Kumar S, Hansda B, Das S, Doloi B, Bhattacharyya B (2017) Micro hole fabrication on quartz using ultrasonic micromachining process. Int J Precision Technol 7:222–236
He JF, Guo ZN, Lian HS, Liu JW, Yao Z, Deng Y (2019) Experiments and simulations of micro-hole manufacturing by electrophoresis-assisted micro-ultrasonic machining. J Mater Process Tech 264:10–20
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, S., Doloi, B., Bhattacharyya, B. (2023). Effect of Process Parameters on Accuracy of Holes Drilled on Quartz by Micro-USM. In: Bhattacharyya, B., Mathew, J., Saravanakumar, N., Rajeshkumar, G. (eds) Advances in Micro and Nano Manufacturing and Surface Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-4571-7_3
Download citation
DOI: https://doi.org/10.1007/978-981-19-4571-7_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4570-0
Online ISBN: 978-981-19-4571-7
eBook Packages: EngineeringEngineering (R0)