
Abstract
In pipeline design, the position of the pipe connection is one of the weakest links because the wall of the pipe is weakened by opening and the continuity of the original structure is destroyed. Besides, the forces and torques applied by pipes through nozzles can produce high stresses in local areas of nozzles. This paper is based on transient thermo-mechanical theory, submodel method is adopted to establish the tee weld structure model. The stress distribution in key weld positions of tee pipe under temperature alternating load is analyzed. At the same time, the stress in the local discontinuous area where the stress changes rapidly at the connection between the nozzle and the shell is analyzed accurately. Finally, the strength of the weld is evaluated. The results show that the maximum stress is concentrated at the weld seam, the maximum stress is 226.03 MPa, and the maximum stress gradually spreads around the branch pipe. The maximum stress calculated by the submodel method is 238.65 MP. The stress linearization of the maximum stress concentration position of the weld was evaluated. The conclusion has an important guiding role in reducing the operation failure risk, structural stress failure risk, and production medium leakage risk of tee pipes under complex temperature alternating conditions.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Tee pipe is a very common equipment in the natural gas processing plant and other industrial production fields. Among them, tee pipe welding is one of the weak parts of the pipe. Due to the specific mating structure, there is obvious stress concentration. Under the action of various loads such as temperature fluctuation, vibration, and impact, there is a great risk of fatigue failure at the weld, which may induce pipeline leakage or even explosion and other serious consequences [1, 2]. However, there is no calculation standard or specification for weld fatigue strength, related research reports are also very limited. Therefore, it is necessary to adopt an effective method to comprehensively evaluate the structural strength of tee pipes. Correct evaluation of the harmfulness of tee structure is directly related to the problem of the whole pipeline system security and economy.
Currently, most scholars use the finite element method (FEM) to solve the stress distribution under different parameters of pipes. Du [3] carried out numerical simulation and theoretical calculation of thermal stress of single pipe crack under steady-state conditions, and the results showed that the maximum stress-causing plastic deformation occurred on the outer wall. Sun [4] calculated the temperature field and stress field of the reactor pressure vessel by using FEM and determined the crack propagation path in different directions and the corresponding stress distribution by using the extended finite element method (XFEM). Si [5] carried out creep-fatigue crack tests on improved X12Cr rotor steel under 600 loads using C(T) sample. Chen [6] studied the fracture mechanics of confined thermal shock in nuclear reactor pressure vessels (RPV). The results show that the location of the deepest crack front and the crack surface should be considered. Kandil [7] analyzed the stress distribution of pressure vessels under steady-state action and obtained the relationship between average stress and stress amplitude under different working conditions. Barsoum [8] obtained the plastic and failure model constants of autoclaves through the uniaxial tensile test and notched ring test. Chen [9] discussed the inducement of the low-temperature working condition of liquid ethane pipeline and simulated the low-temperature stress of liquid ethane pipeline under special phase transformation working conditions.
Scholars have done a lot of research on the stress analysis of pipelines, but all of them ignore the stress and strength analysis of pressure pipelines under complex loads, which has great limitations. In this paper, a three-way pipeline in a natural gas processing plant is studied. The three-dimensional physical model of tee pipe and weld was established, and the submodel calculation method was introduced to study the temperature field and stress field changes of pipe nozzles under service conditions.
2 Design Parameters and Numerical Model Analysis
2.1 Design Parameter
The pipeline is industrial in use for a natural gas processing plant. The pipe tee connection is welded, and the welding coefficient is 0.85. Tee pipe and bend material are ASME standard SA-182F11 CL2, the material is 20G, the pipe diameter is 100 mm, the wall thickness is 10 mm, design pressure is 10 MPa, design temperature is 320 ℃, working pressure is 7.2 Mpa, working temperature is 290 ℃. The thermal expansion coefficient, elastic modulus, thermal conductivity, Poisson’s ratio, density, and other characteristic parameters of pipe fitting materials are selected according to the material characteristics in ASME-SECTION II PART-D, as shown in Fig. 1.

20G material performance (wall thickness ≤100 mm)
2.2 FE Model
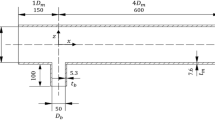
In this work, the stress distribution of the weld at the tee is mainly studied. Therefore, only the tee part of the pipeline is selected for numerical analysis. The physical model of tee and weld shall be established according to the size of the design drawing, as shown in Fig. 2. The weld model of tee pipe includes base material and weld zone, which includes welding zone, fusion zone, and heat-affected zone. The base material and weld zone are heat-treated low carbon steel. It is assumed that face A is subjected to full displacement without DOF constraints, and face B is subjected to z-direction free displacement constraints. The internal pressure of 7.2 MPa perpendicular to the surface direction was applied on the inner surface of pipe C, and the pull force (support reaction force) facing the vertical end of pipe D was applied for the Shell-Solid element submodel analysis.

FE model
Considering the complexity and precision of the solution, the effect of grid independence is eliminated. The model is divided into unstructured grids, and the overall grid quality is above 0.8, the meshing is shown in Fig. 3.

Grid division
3 Result Analysis
3.1 Temperature Field Analysis
Figure 4 shows the temperature variation trend in the tee pipe (40–290). It can be seen that the temperature increases linearly along the wall thickness direction during the calculation time. Figure 5 shows the temperature distribution of tee pipes under operating conditions. It can be seen from the figure that the highest temperature of the inner wall of the pipe is 290 ℃, the lowest temperature of the outer wall of the pipe is 40 ℃, and the temperature difference between the inside and outside of the pipe is 250 ℃. The lowest temperature occurs outside of the tee connection (straight pipe section). The outer wall temperature of the branch pipe is lower than that of the straight pipe. The temperature distribution in other positions of tee pipes is more uniform.

Temperature loading

Temperature field distribution
3.2 Analysis of Stress Field
Figure 6 shows the stress distribution of the pipe at operating temperature. It can be seen from the Figure that the maximum stress of the tee pipe is 226.03 Mpa, and the maximum stress point appears on the inner surface of the tee pipe connection. The stress in other positions of the tee pipe is less than 100 MPa, which is less than the maximum allowable stress of the pipeline. Compared with other positions of the tee pipe, the stress level at the weld is significantly higher, and the stress difference is 125.19 Mpa. Take the path stress changes at different positions of tee pipes, and the paths are shown in Fig. 2 (Path A–Path F). Figure 7 shows the stress distribution along different paths.

Stress distribution

Stress distribution at different paths
It can be seen from the changes of the path stress that the stress in the radial direction of path A-1–A-2 (at the weld) is larger at the pipe position, and the maximum stress is 226.03 Mpa. The stress in the vertical direction of paths B-1–B-2 is large, with a maximum of 26.219 Mpa. The stress in the radial direction of path C-1–C-2 is large, the maximum is 35.203 Mpa, and the stress is very small compared with other positions of the weld. In the straight pipe position, path D-1–D-2 every 120° position stress is larger, the maximum is 44.843 MPa. The stress in the vertical direction of paths E-1–E-2 is large, with a maximum of 30.287 Mpa. The stress in the radial direction of path F-1–F-2 is large, the maximum is 51.677 Mpa, and the stress is very small compared with other positions of the weld. It can be concluded that the stress variation at the weld is complex and much greater than that at other positions of the tee pipe.
3.3 Stress Analysis of Submodel
The submodel method is also called the cutting boundary displacement method or specific boundary displacement method. The cut boundary refers to the boundary separated by the submodel from the whole model divided by the rough mesh. And the boundary condition of the submodel is the calculated displacement of the cutting boundary position after the whole model is calculated and analyzed. The submodel is based on Saint Venant’s principle. Therefore, if the location of the sub-model is far from the stress concentration location, it is considered that more accurate solution results can be obtained. In this section, the submodel method is adopted to realize the perfect mesh division of the local area of the nozzles, and the stress in the local discontinuous area and the area with sharp stress change at the connection between the nozzles and the shell is analyzed precisely. From the calculation results of the full-size model in Sect. 3.2, it can be seen that stress concentration occurs at the weld joint position of the tee pipe, so stress changes at this position should be focused on. The chamfering operation was performed on the weld value to reduce the stress distortion caused by the sharp element, and the calculation results are shown in Fig. 8. Figure 9 shows the stress distribution along different paths.

Stress distribution of submodel

Stress distribution at different paths
It can be seen from the calculation results of the submodel that the maximum stress position is still at the weld, and the maximum stress is 238.65 MP (the maximum stress of the full-size model is 226.03 Mpa). Due to the sub-model technology, the mesh of the local area of the nozzles is perfectly divided, and the stress of the local discontinuous area and the area with a sharp change of stress at the connection between the nozzles and the shell is precisely analyzed. Therefore, the accuracy of finite element analysis is improved, the calculation is simplified and the time is saved by using the sub-model analysis method.
The strength evaluation of the stress concentration of the weld joint of the tee pipe was carried out. The evaluation is based on the evaluation strategy for elastic stress analysis in JB4732-1995 (Confirmed in 2005) “Steel Pressure Vessels-Analysis and Design Standards”. The stress at the stress concentration is classified and evaluated by the linearization principle. First, a linearized path is set along with the minimum distance of wall thickness through the maximum stress node; Secondly, the tee joint weld due to geometric discontinuity. Therefore, the film stress obtained from the cross-section at the intersection is the primary local film stress PL, corresponding to the primary local film stress intensity SII. The bending stress in the discontinuous area of the overall pipeline structure should be classified into the category of secondary stress. To meet the requirements of JB4732-1995 (confirmed in 2005) “Steel Pressure Vessels—Analysis and Design Standards” for each stress intensity successively assessed. The film stress plus bending stress plus secondary stress is treated according to SIV. Consequently, the stress intensity requirement of the weld seam was satisfied under operating conditions and the result was qualified. However, with the extension of the service time of the pipeline, the weld of the tee pipe may crack and other failure situations, which is easy to cause human and property losses. Therefore, in the service process of the three-way pipeline, it is necessary to increase the insulation layer at the nozzle position (reduce the heat exchange between the temperature in the pipe and the ambient temperature, and reduce the stress change caused by the temperature difference).
4 Conclusion
Based on the elastic analysis method, the stress intensity in high-stress zone of pipeline and weld was evaluated. The temperature distribution and stress distribution of the pipe and weld were analyzed by using the submodel method. The results show that the temperature along the wall thickness increases with the increase of time under operating conditions. Stress concentration exists at the weld joint of the tee pipe. And stress distribution can be obtained by stress analysis of the pipe and weld. Due to the discontinuity of the pipeline weld, there is stress concentration at the weld, and the maximum stress is 226.03 Mpa. By using the submodel analysis method, the accuracy of finite element analysis is improved, the calculation is simplified and the time is saved. The linear strength assessment was carried out in the heating process of the pipe weld, and the stress strength assessment of the weld was qualified to meet the strength requirements.
References
Wang C, Wang Z, Zhang J, et al (2021) Study on acoustic source characteristics of distributed optical fiber acoustic wave monitoring buried natural gas pipeline leakage. In: E3S web of conferences, vol 252. EDP Sciences, p 03043
Wang C, Feng X, Yang X, et al (2021) Analysis of thermal-force coupling stress field under the temperature of alternating of molecular sieve adsorption tower. In: E3S web of conferences. EDP Sciences, p 261
Du BC, He YL, Zheng ZJ et al (2016) Analysis of thermal stress and fatigue fracture for the solar tower molten salt receiver. Appl Thermal Eng 99:741–750
Sun X, Chai G, Bao Y (2017) Ultimate bearing capacity analysis of a reactor pressure vessel subjected to pressurized thermal shock with XFEM. Eng Failure Anal S1350630716301327
Si J, Yan ZR, Luo XM et al (2015) Low cycle fatigue crack growth behavior of modified rotor steel under high-temperature. Procedia Eng 130:1066–1074
Chen M, Lu F, Wang R et al (2014) Structural integrity assessment of the reactor pressure vessel under the pressurized thermal shock loading. Nucl Eng Des 272:84–91
Kandil A (1996) Analysis of thick-walled cylindrical pressure vessels under the effect of cyclic internal pressure and cyclic temperature. Int J Mech Sci 38(12):1319–1332
Barsoum I, Lawal SA, Simmons RJ et al (2018) Failure analysis of a pressure vessel subjected to an internal blast LOAD. Eng Fail Anal 91:354–369
Chen J, Guo Y, Lu G et al (2017) Low temperature characteristics of liquid ethane pipeline under phase transition. Nat Gas Oil 35(05):45–50
Acknowledgements
This work is supported by the key research and development projects of sichuan province (2020YFG0180), national natural science foundation of China (51974271), and Xinjiang oilfield company project of PetroChina (Safety risk analysis and countermeasure study of natural gas cryogenic temperature alternating condition).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Wang, X., Ma, J., Chen, J., Chen, X., Zhou, Z., Zhang, J. (2023). Temperature Alternation Stress Analysis of Tee Pipe Weld Structure Based on Submodel Method. In: Liu, X. (eds) Proceedings of 2021 China-Europe International Conference on Pipelines and Trenchless Technology. Lecture Notes in Civil Engineering, vol 212. Springer, Singapore. https://doi.org/10.1007/978-981-19-4067-5_4
Download citation
DOI: https://doi.org/10.1007/978-981-19-4067-5_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4066-8
Online ISBN: 978-981-19-4067-5
eBook Packages: EngineeringEngineering (R0)