
Abstract
Solid waste disposal can contribute to the problem of environmental degradation. Most of the waste material is plastic-based because nature is not susceptible to plastic degradation. Numerous studies have been conducted to overcome the issue of the reuse of plastic waste in various fields such as civil engineering and construction. In this study, rejected polythene packaging covers from the manufacturing industry were used for partially replacing the sand in cement-sand non-load bearing block production. The high-density polyethylene (HDPE) and low-density polyethylene (LDPE) raw plastic waste used in this study were obtained from a packaging factory “Cleanpoly Packaging Pvt. Ltd, Kegalle,” and they were obtained in the fine particle size form from the “GREEN EARTH Waste Management Technologies Pvt Ltd, Negombo.” About 1:6 cement-sand mix design and 0.45 water-cement ratio were maintained with partial replacement of recycled plastic waste instead of sand in the percentages 15%, 20%, 25%, 30%, and 35%, respectively, for the sandcrete block production. All specimens were included for testing and for determining the compressive strength, split tensile strength, and water absorption at the 7th and 28th days. The density of the specimens was also measured. The findings show that specimens with 15% recycled plastic waste partial replacement at 28 days of age curing show the highest compressive strength and highest tensile strength which are 3.39 N/mm2 and 0.38 N/mm2 compared to the controlled specimen 2.8 N/mm2 and 0.28 N/mm2, respectively.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Plastic plays a vital role in the current era. These wastes are non-biodegradable and cause environmental pollution and hygiene problems. Toxic plastic is found to be nearly 5% of municipal solid waste (MSW). Large-scale efforts are required for reducing the disposal of plastic waste in an environment, and the global consumption of the aggregate is very high due to the extensive use of concrete. The demand for the aggregate is quite high in developing cities owing to infrastructural growth. Plastic waste disposal is managed by considering the impacts of technological factors, environmental factors, regulatory factors, economic factors, and social factors. As time goes on, technology becomes more sophisticated to the point where it can process plastic waste optimally. Regulations stipulated by the government such as legislation related to policies in managing waste will be a limitation in implementing a plastic waste management system. The application of plastic waste recycling processes can improve the industry’s economy indirectly. Therefore, this can be a consideration for the industry in implementing a plastic waste management system. There is an issue currently prevailing in the Cleanpoly Packaging Pvt. Ltd, and they are looking for a solution in disposing of the waste polymers effectively. Hence, the recycled plastic materials are used in the formation of blocks as a partial replacement for fine aggregate in the project. Nowadays, disposal of plastic wastes in an eco-friendly manner is a major problem. Sand is one of the constituents used in the production of concrete has become very expensive and also becoming scarce due to the depletion of rock and the rapid development of massive structures in the construction industry of Sri Lanka. Over-extraction of the aggregate has led to environmental concerns, the diminishing of sand deposits, and an increase in the price of cement blocks. In the mass production of sandcrete blocks, partial replacement of plastic waste in the non-load bearing blocks will be more effective to cope with the sand scarcity and as well as environmental degradation.
2 Methodology
Methodology includes selection of materials, manufacturing of sandcrete blocks with recycled plastic waste, and laboratory experiments.
2.1 Materials
Recycled plastic waste: Raw plastic wastes were obtained from “Cleanpoly Packaging Pvt. Ltd, Kegalle,” since they are looking for a solution in disposing of the waste polymers effectively. Then, they were recycled and obtained in the fine particle size form in the “GREEN EARTH Waste Management Technologies Pvt. Ltd, Negombo” (Figs. 1 and 2; Table 1).

Raw plastic waste in the form of bags

Recycled plastic waste in the form of fine aggregate
Cement: Cement is one of the binding materials in this project. Ordinary Portland cement (OPC) conforming to Sri Lankan standard code SLS 107 was used in the study.
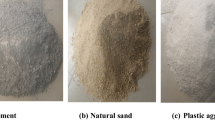
Sand: River sand was used as the fine aggregate, and sieve tests were done before adding into the mixture. The clean, sharp river sand which is free from clay, loam, dirt, and organic or chemical matter was used in this study.
Water: Water is an important ingredient of sandcrete as it actually participates in the chemical reaction with cement. Water not only makes bonds between all particles of sandcrete blocks but also helps to make bonds stronger through curing.
2.2 Test Specimens and Testing
The specimen for the compressive strength test was also used to determine the block density. It will be weighed to determine the weight of the block before specimens was placed for compression test (Table 2).
A water absorption test was carried out to determine the water absorption property of recycled plastic waste partially added cement-sand blocks. Three samples of each mix proportion cement-sand blocks were used for the absorption test. First, the samples were kept in an oven at a temperature of 100 °C (Fig. 6) for 24 h, and the dry weight of the blocks was measured. Then, the similar blocks were immersed entirely in a water basin for 24 h. Then, the wet weight of blocks was measured. Water absorption was calculated in the percentage of the ratio of the reduction in weight to the dry weight of the block. Water absorption of individual blocks was determined, and the average value was calculated.
The compressive strength was carried out on 150 mm cubes in accordance with BS 1881-116, and the tensile strength of sandcrete block specimen was determined by using a cylindrical specimen consists 150 mm diameter and 300 mm height.
The curing process is recognized as the most essential part of the exercise because the strength achieved by the blocks depends upon the curing of the blocks. There is a gain of compressive strength with the continuation of the curing process. Curing was commenced after twenty-four hours of block manufacturing and continuously done until the testing day. Blocks were cured by placing them into the water basin in the fully immersed position (Figs. 3, 4, 5, 6, 7, and 8).

Specimens manufactured for testing compressive and tensile strength

Specimens placed at water basin for curing

Testing for split tensile strength

Blocks in oven

Measuring weight

Keep the cubes to rest for drying surface water
3 Results and Discussions
3.1 Density
A block with good workability will facilitate the production of a high-density block. These factors illustrate the existence of differences in density that occurs between all the samples tested. Raw materials and the manufacturing process influence the density of cement blocks. The density of the manufactured specimen is affected by the mechanical properties of cement blocks containing HDPE and LDPE. The results of the average density of the sandcrete blocks after 7 days and 28 days are displayed in Table 3 and Fig. 9.

Variation of average density with the percentage of RWP (as partial replacement for sand)
From the graph of the results obtained, they ranged from about 1535.407 kg/m3 to 1922.764 kg/m3 depending on the proportion of sand in the mix and the age of curing. And 15% recycled plastic waste added cement blocks specimen recorded the highest average density at 7 days of curing and 28 days of curing with the value of 1922.764 kg/m3, 1672.495 kg/m3, respectively. The lowest density was recorded for a block with 35% recycled plastic waste for 7 day at 1762.07 kg/m3, while the same percentage block specimen also recorded the lowest density at 28 days at 1535.407 kg/m3.
3.2 Water Absorption
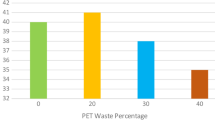
Water absorption of a unit block is related to porosity. High water absorption of a block will cause swelling of the soil particles in the blocks and it will cause a decrease in strength. Average water absorption for sandcrete block specimen produced is indicated in Table 4 and Fig. 10.

Variation of average water absorption with the percentage of RWP (as partial replacement for sand)
The water absorption of sandcrete block varies between 4.73 and 9.97%. The recommended maximum value of water absorption for a sandcrete block is 15%. Specimen with 30% recycled plastic waste instead of sand showed the lowest water absorption reading at the age of 28 days curing which is 4.73%. Meanwhile, 15% recycled plastic waste added block recorded the highest value at the age of 28 days of curing at 9.97%. Water is the agent of chemical reactions in cement to bind all the raw materials in the mixing of a block. Hence, it can be concluded from the results attained that the mixing proportion of raw materials in a block have a huge impact on deviating the percentage rate of water absorption in the block.
3.3 Compressive Strength
The compressive strength is a vital aspect in assessing the load-bearing capacity of a block. It is determined by using the compressive strength testing machine. The strength characteristics of recycled plastic waste added cement-sand blocks were compared with the minimum standard compressive strength value of cement-sand blocks at 28 days. It is known as 2.8 N/mm2 as per BS6073: Part 2: 1981.
Figure 11 shows the reading of the compressive strength of the RPW added sandcrete blocks. The recycled plastic waste was used as a partial replacement for sand with a constant amount of cement. The average 28 day compressive strength of samples (5%, 10%, 15%, 20%, and 25% of RPW) satisfied the minimum standard compressive strength value of cement-sand block at 28 days (2.8 N/mm2). The average compressive strength of sandcrete blocks ranged from 2.6 N/mm2 to 3.39 N/mm2.

Variation of average compressive strength with the percentage of RPW (as partial replacement for sand)
Based on the results obtained, the compressive strength at 28 days of age showed an increase of compressive strength with the increase of RPW up to 25%. Beyond RPW 25%, the compressive strength of the block decreased as shown in Fig. 11. These results can also be sustained by the results from the compressive strength test, where the specimen with the lowest RPW replacement which is 15%, recorded the highest compressive strength; therefore, it also can be observed that with lowest RPW replacement resulted in the highest water absorption of the block at the age of 28 days curing. And the specimen consists of the mix proportion with 35% RPW replacement recorded the lower compressive strength which had the highest replacement of RPW (Table 5).
However, for RPW-based blocks, the material cost for RPW was less than the material cost for sand. It is the cost-effective method with the rapid increase in the price of sand since there is no expenditure involved in collecting RPW. And the material cost will be less than conventional sandcrete blocks.
3.4 Tensile Strength
The tensile strength at 28 days of age of curing ranged from 0.24 to 0.38 N/mm2. The peak value of 0.38 N/mm2 was obtained for the specimen which contains 15% RPW as a partial replacement for sand. These values are found to be less than the compressive strength of sandcrete specimens which ranged from 2.6 to 3.39 N/mm2 (Fig. 12; Table 6).

Variation of average tensile strength with the percentage of RWP (as partial replacement for sand)
4 Conclusions and Recommendations
Plastics are non-biodegradable material that comprises a source of hazard to the environment and society in numerous emerging countries when they are disposed in a random manner and haphazardly after they have been used. Polyethylene plastic wastes were recycled and used as partial replacement of fine aggregate for producing building blocks. Sandcrete (sand and Portland cement) blocks are universally used in building construction in several developing countries.
Some conclusions can be made from the results above presented as follows:
-
(1)
Five different mix proportions of cement-sand blocks with 15%, 20%, 25%, 30%, and 35% RPW replacement (plastic-to-sand) were used to investigate the tensile strength, compressive strength, hardened density, and water absorption. The optimum mix proportion is turned out to be the 1:6 (25% RPW replacement) mix which provided the higher strength in tension, compression, and lower water absorption. Hence, mix proportion-3 can be suggested as the optimum design mix.
-
(2)
This study also shows that RPW can be used as sand replacement in block production, where the utilization of RPW can reduce the waste dump at the landfill.
-
(3)
The percentage of RPW used in the production of cement blocks affects the percentage of water absorption. From the results of experimental work that have been carried out, the percentage of water absorption decreases with the increasing percentage of RPW replacement in the production of the concrete blocks.
In order to enhance the research of using RPW in a cement block, there are numerous recommendations that are suggested to be investigated. The recommendation includes:
-
a.
Percentage of RPW replacement that can be varied to get more range of data.
-
b.
Study the effect of different mix design ratios can also be considered.
-
c.
Other kinds of testing can be conducted, for example, impact resistance testing, wetting expansion test, and drying shrinkage test.
-
d.
A feasible solution to be found to cope with the huge environmental problem arising due to the micro-plastic generation problem during the demolition of the structure after its serviceability period.
References
British Standard 6073-Part2 (1981) Precast concrete masonry units. Method for Specifying Precast Masonry Units. s.l.:s.n.
BS 3921 (1985) Specification for clay bricks. British Standards Institution, Londan
Kankama CK, Ansa-Asarea K, Meisuh BK, Sasahc J (2018) Study of recycled polyethylene plastic waste as binder in building block for greener construction
Keralli AG (2001) Durability of compressed and stabilised building block. Ph.D. thesis, University of Warwick
Ali N, Yusup NF, Khalid FS, Shahidan S, Abdullah SR (2018) The effect of water cement ratio on cement brick containing high density polyethylene(HDPE) as sand replacement
Pushpakumara BHJ, Subashi De Silva GHMJ (2012) Characteristics of masonry blocks manufactured with rice husk ash (RHA) and lime
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Srisaisoruban, S., Jamesbager, S., Kajalakshi, M., Priyadarshana, M.S.T. (2023). Evaluate the Feasibility for Making of Non-load Bearing Blocks Using Plastic Waste as Partial Replacement for Fine Aggregate. In: Dissanayake, R., Mendis, P., Weerasekera, K., De Silva, S., Fernando, S., Konthesingha, C. (eds) 12th International Conference on Structural Engineering and Construction Management. Lecture Notes in Civil Engineering, vol 266. Springer, Singapore. https://doi.org/10.1007/978-981-19-2886-4_42
Download citation
DOI: https://doi.org/10.1007/978-981-19-2886-4_42
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2885-7
Online ISBN: 978-981-19-2886-4
eBook Packages: EngineeringEngineering (R0)