
Abstract
Metal casting molds are widely used in the field of mechanical manufacturing and mass production. Mold materials require good temperature resistance, high thermal wear resistance. However, the mold surface is susceptible to dirt from the casting material or material oxide layer. Therefore, the need to clean the surface to reuse the mold is necessary. The layer of material that adheres to the surface is also metal, so it has good adhesion, making it difficult to clean. In addition, the required cleaning process does not affect the substrate layer, the size, and roughness of the cleaned surface. In this paper, a cleaning method for SKD61 steel mold material by fiber laser in nano-second pulse emission mode is proposed. The effect of pulsed fiber laser parameters of the laser source which includes the average power, the pulse width, and the repetition rate in the cleanliness of the treated surface, and cleaning efficiency are analyzed in detail. The experimental results showed that the selection of appropriate technical parameters can completely remove the contaminants, without affecting the substrate material and improve the roughness of the treated surface.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Metal casting molds are complex assemblies, working in an etched environment under the influence of thermal cycles and mechanical loads. Therefore, the mold material requires good mechanical properties under high temperature working conditions. The life of the mold is determined by the number of castings achieved. During casting, molten metal is injected into the mold with high injection pressure and flow rate. At that time, the molten metal will diffuse into the mold surface. At the same time, the elements in the mold material (especially iron) will diffuse into the molten metal. These processes can result in the dissolution in the material and intermetallic compounds between the mold metal and casting metal [1,2,3].
When creating an intermetallic compound, the casting material will adhere to the surface of the mold. The adhesive layer affects the mold surface quality, causing dimensional errors or reducing the quality of the molded product. Removing the metal stains layer on the mold surface by the mechanical method will be difficult due to the small coating thickness of 2–5 µm, the high hardness, and the good adhesion of the coating to the substrate [4, 5]. Meanwhile, the thermal method has disadvantages due to the influence on the mechanical properties or the geometrical parameters of the element [6, 7]. Now a day, chemical methods are commonly used using corrosive chemicals [8, 9]. This chemical is usually mainly based on a combination of strong acids (HF) and the oxidants (Hydro peroxide - \({H}_{2}{O}_{2}\)). Although this method is being applied in production, it has many disadvantages such as: an uneven layer of material removed, long cleaning time, chemical waste that is harmful to the environment. An ultrasonic vibration method is also used for mold cleaning [10]. However, this method is not effective with metal stains, and high adhesion. Laser cleaning of soiled materials is a method with many advantages such as high cleaning speed, controllability of the cleaning process, and the ability to clean any different materials. Excimer laser working at 248 nm is recommended to clean TiN coating because of the absorption coefficient of this coating with the highest excimer [11,12,13]. Excimer laser is also used to make paper or rubber injection molds [14, 15]. Especially the femtosecond pulse laser is effectively used in self-cleaning mode [16,17,18]. However, the laser sources used all work in the femtosecond pulse regime, when light decomposition molecules play a dominant role. While the research related to the metal mold cleaning mechanism in which the thermal expansion effect plays a dominant role is still limited.
In this paper, a cleaning method for cleaning temperature resistance mechanical parts by using fiber laser in the nanosecond pulse emission regime was proposed. The mold pin element with a conical shape made of heat-resistance steel SKD 11 was used as a sample. SKD11 steel has good mechanical properties even at high temperatures up to 700 ℃. The cleaning process should ensure the geometric size and surface roughness of the pin. The productivity and quality of cleaning metal stains on the pin were investigated. An influence of the set of technological parameters and the working parameters of the laser beam on the surface quality was shown through the surface roughness of the pin were studied and analyzed in detail. The depth of the removal material layer was precisely controlled by controlling the parameters of the laser source (average power, pulse width, repetition rate) and the working parameter of the laser beam (scanning speed). The experimental results show that by optimizing the technological parameters of the laser source, the ability to remove the metal stains on the heat-resistance materials and improve the surface quality of the mechanical elements after cleaning was fully possible.
2 Materials and Methods
2.1 Pulsed Fiber Laser Cleaning System
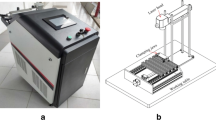
The cleaning system using fiber laser is shown in Fig. 1. A 50W fiber laser source with a center wavelength of 1064 nm is used to clean the metal stains on the pin surface. Laser radiation is transmitted in an optical fiber with a length of 2 m for easy mounting during machining. The pulse width can vary between 25–250 ns. The specifications of the fiber laser surface pin cleaning system are shown in Table 1. The peak power (Ppeak) and pulse energy (E) of the laser source is given by:
where \({P}_{a}\), \(\tau \), \({f}_{r}\) are the average power, pulse width, and repetition rate, respectively. The material removal mechanism occurs depending on the pulse energy of the laser beam and the absorption coefficient between the layer and substrate. For lasers working in the continuous regime, the depth of removal material, h, is determined by the optical absorption coefficient, α, and Beer-Lambert’s law:
where h, α \(E, {E}_{t}\) are the thickness of the removal layer, the optical absorption coefficient, laser fluence, and the threshold value of the fluence, respectively [19]. The maximum peak power of the system can reach 25 kW. In addition, the layer of material to be removed is metal, the thermal expansion mechanism is the main mechanism in the cleaning process. The technological parameters of the laser source such as the wavelength, the pulse width, and the repetition rate were used to improve the surface quality and roughness of the mechanical elements after the cleaning process.

Pulsed fiber laser cleaning system.
2.2 Samples and Measurement Devices
In this study, a cylindrical mold pin with a diameter of 150 mm made of SKD61 steel was used as a cleaning sample, Fig. 2. The pin with chemical composition were shown in Table 2. This steel is commonly used in hot working dies, with high temperature resistance. During casting, molten metal is injected into the mold with high injection pressure and flow rate. When the mold has no protective layer, the molten metal will diffuse into the mold surface. These processes can produce the dissolution of the mold material and intermetallic compounds between the mold metal and casting metal. When creating an intermetallic compound, the casting metal will adhere to the mold surface. In Fig. 2, the layer of casting metal is aluminum alloy adhered to the pin. The adhesive layer is not cleaned, it may scratch the surface of the product. The sample was clamped with a 3-jaw chuck and rotated at a constant speed during the cleaning process.

Pins and dirt on the latch surface. (a): design sketch of the pin. (b): pins under test
The surface roughness of the samples was measured using a contact roughness meter (SJ-310, Mitutoyo Corp). The machine has the highest resolution of 0.002 m, and the output signals were recorded and plotted in real time. Moreover, the sample surface was imaged using an electron microscope (Digital Microscope DP74, Olympus Corp) to measure the size of the scanning area and qualitatively evaluate it. The roughness tester and electron microscope are shown in Fig. 3a and 3b, respectively. During the study, the technical parameters including average power, pulse width, and repetition rate were varied to verify their impact on the surface roughness of the sample. The samples surface was measured and evaluated with both a roughness tester and a microscope.

Testing instruments. (a): Optical microscope; (b): Roughness tester
3 Results and Discussions
To determine the effect of the average power on the surface roughness of the samples under test, the average power varied from 30% to 90% in a step of 20%. Parameters such as pulse width, repetition frequency were kept unchanged. The experimental condition was presented in Table 3. The cleaned sample surface was observed by a microscope with 10x magnification, Fig. 4. The power greater than 30%, the metal adhere on the pin surface was removed. For the adhesive aluminum alloy, the average power increased, and the roughness decreased. Therefore, the power of the laser source could be changed rapidly to remove the metal layers attached to the surface, and it also was possible to improve the surface roughness.

The effect of power variation on the pin surface.
The second technical parameter is the pulse width. The pulse width is a factor that greatly affects the pulse peak power and affects the thermal expansion process on the pin surface through the heat transfer mechanism of the material. Narrow pulse width can produce high power and excite the temperature in the machined area to change rapidly and generate stress to peel out the adhesive material. In the experiment, the pulse width was controlled between 50 ns and 200 ns. The experimental conditions were shown in Table 4. The roughness of the surface after cleaning was shown in Fig. 5. The narrower the pulse width, the lower the roughness. In this experiment, the pin surface roughness decreased from Ra = 1.68 µm to Ra = 0.99 µm as the pulse width decreased from 200 ns to 50 ns (Table 5).

The effect of pulse width on the pin surface.

The effect of repetition frequency on the pin surface.
To determine the effect on the roughness of the cleaned surface, the repetition rate was varied from 100 kHz to 250 kHz. Other parameters were maintained throughout the process. The experiment results were shown in Fig. 6. The repetition frequency affects the superposition of pulses in the pulse train. Therefore, the repetition directly affects the heat transfer on the pin surface. The overlap tends to cause the high temperature to remain constant throughout the scanning time. This effect is different from the pulse width effect. While the pulse tended to increase the thermal stress on the surface due to the high instantaneous energy, so the cleaning speed was faster. The repetition frequency tended to melt and flatten the crests to improve the surface texture. By controlling the repetition frequency, the roughness Ra = 0.28 can be achieved at a repetition frequency of 250 kHz. This is the best roughness when changing the technological parameters of the laser source.
4 Conclusions
The influence of the technological parameters of the source on the interaction of the laser beam with the metal layer on the surface of the heat-resistant material was studied in detail. Surface quality after the cleaning process was assessed by the 2D roughness of the surface. Each parameter showed a different level of influence on the surface roughness. Average power and pulse width were the determining factors for the generation of shock waves on the surface of the cleaned part. These parameters were used to control the cleaning rate and improved the surface finish of the cleaned metal. However, the repetition frequency was the most impact to improve the roughness by maintaining a high constant temperature on the surface and smoothing the surface waviness. Moreover, the study also showed that the nano-second pulsed fiber laser cleaning method can also be applied to a variety of materials in the mechanical field, even those with high heat resistance materials.
References
Wang, F., Ma, Q., Meng, W., Han, Z.: Experimental study on the heat transfer behavior and contact pressure at the casting-mold interface in squeeze casting of aluminum alloy. Int. J. Heat Mass Transf. 112, 1032–1043 (2017)
Zhang, A., Liang, S., Guo, Z.P., Xiong, S.M.: Determination of the interfacial heat transfer coefficient at the metal-sand mold interface in low pressure sand casting. Exp. Thermal Fluid Sci. 88, 472–482 (2017)
Vyas, A.V., Sutaria, M.P.: Investigation on influence of the cast part thickness on interfacial mold-metal reactions during the investment casting of AZ91 magnesium alloy. Int. J. Metalcast. 15(3), 1021–1030 (2021)
AlZain, S., Kattadiyil, M.T., AlHelal, A., Alqahtani, A.: Effect of intraoral mechanical cleaning techniques on bond strength of cast crowns to metal cores. J. Prosthodont. 29(1), 69–73 (2020)
Yilmaz, O., Anctil, A., Karanfil, T.: LCA as a decision support tool for evaluation of best available techniques (BATs) for cleaner production of iron casting. J. Clean. Prod. 105, 337–347 (2015)
Pintore, M., Starykov, O., Mittler, T., Volk, W., Tonn, B.: Experimental investigations on the influence of the thermal conditions during composite casting on the microstructure of Cu–Al bilayer compounds. Int. J. Metalcast. 12(1), 79–88 (2018)
Koru, M., Serçe, O.: The effects of thermal and dynamical parameters and vacuum application on porosity in high-pressure die casting of A383 Al-alloy. Int. J. Metalcast. 12(4), 797–813 (2018)
Xu, W., et al.: Mechanical properties, in vitro corrosion resistance and biocompatibility of metal injection molded Ti-12Mo alloy for dental applications. J. Mech. Behav. Biomed. Mater. 88, 534–547 (2018)
Hong, C.I., Lim, J.W.: Efficacy of acid cleaning on the deoxidation of titanium powder using calcium. Korean J. Metals Mater. 56(3), 205–209 (2018)
Riedel, E., Horn, I., Stein, N., Stein, H., Bähr, R., Scharf, S.: Ultrasonic treatment: a clean technology that supports sustainability in casting processes. Procedia CIRP 80, 101–107 (2019)
Jia, X., Zhang, Y., Chen, Y., Wang, H., Zhu, G., Zhu, X.: Laser cleaning of slots of chrome-plated die. Opt. Laser Technol. 119, 105659 (2019)
Zhang, G., et al.: Investigation on mechanism of oxide removal and plasma behavior during laser cleaning on aluminum alloy. Appl. Surf. Sci. 506, 144666 (2020)
Li, G., et al.: The quality improvement of laser rubber removal for laminated metal valves. Optics Laser Technol. 139, 106785 (2021)
Rosati, C., et al.: Laser removal of mold growth from paper. Appl. Phys. A 117(1), 253–259 (2014). https://doi.org/10.1007/s00339-014-8507-z
Ye, Y., et al.: Laser cleaning of the contaminations on the surface of tire mould. Int. J. Mod. Phys. B, 31(16–19), 1744100 (2017)
Bizi-Bandoki, P., Valette, S., Audouard, E., Benayoun, S.: Effect of stationary femtosecond laser irradiation on substructures’ formation on a mold stainless steel surface. Appl. Surf. Sci. 270, 197–204 (2013)
Choi, S.H., Sohn, I.B., Lee, H.: Femtosecond laser-induced line structuring on mold stainless steel STAVAX with various scanning speeds and two polarization configurations. Int. J. Precis. Eng. Manuf. 13(6), 845–854 (2012)
Michalek, A., et al.: Sub-micron structuring/texturing of diamond-like carbon-coated replication masters with a femtosecond laser. Appl. Phys. A 126(2), 1–12 (2020). https://doi.org/10.1007/s00339-020-3303-4
Razab, M.K.A.A., et al.: A review of incorporating Nd: YAG laser cleaning principal in automotive industry. J. Radiat. Res. Appl. Sci. 11(4), 393–402 (2018)
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Vu, T.T., Nguyen, T.D., Vu, T.T., Hoang, H.H. (2022). Investigating the Effect of Pulsed Fiber Laser Parameters on the Roughness of Heat-Resistant Parts in Cleaning Processes. In: Le, AT., Pham, VS., Le, MQ., Pham, HL. (eds) The AUN/SEED-Net Joint Regional Conference in Transportation, Energy, and Mechanical Manufacturing Engineering. RCTEMME 2021. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-1968-8_40
Download citation
DOI: https://doi.org/10.1007/978-981-19-1968-8_40
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-1967-1
Online ISBN: 978-981-19-1968-8
eBook Packages: EngineeringEngineering (R0)