
Abstract
Constrained groove pressing (CGP) is a method of severe plastic deformation (SPD) techniques. It is being used to enhance mechanical properties and reduction in grain size. In CGP method, the specimen of sheet metal has been subjected to a shear deformation repetitively by utilizing a set of grooved and flat dies. CGP method can be applied to low carbon steel, aluminum, copper, nickel, brass, and titanium. By applying this method, improved properties of the materials can be expected. An attempt has been made in the present work to study the effect of CGP passes on microstructure, micro-hardness, tensile strength, and yield strength of AZ31 magnesium alloy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Constrained groove pressing (CGP) process
- Severe plastic deformation (SPD)
- Mechanical properties
- Sheet metal
- Shear deformation
1 Introduction
Production of nano-structured or ultrafine grain (UFG) materials through micro-structural refinement of 100–500 nm with SPD process has captured many researchers for past couple of decades [1]. SPD process involves introduction of plastic strains through hydrostatic pressure with nominal changes in cross-sections [2]. The metals or alloys processed by SPD have non-porous structures and possess good physical as well as mechanical properties and are influential in automobile and aeronautical industries [3,4,5,6]. Major advantages of UFG materials are due to good processability at low temperatures and high strain-rate super plasticity [7]. Various processes for SPD and manufacturing of materials with UFG microstructure are as follows: equal channel angular pressing (ECAP); high pressure torsion (HPT); equal channel angular rolling (ECAR); repetitive corrugation and straightening (RCS); cyclic extrusion compression (CEC); accumulative roll-bonding (ARB); constrained groove pressing (CGP); and continuous high-pressure torsion (CHPT) processes [3, 4]. Amidst these processes, ECAR, RCS, ARB, and CGP have been applied in case of sheet metals [8]. UFG sheets are being used in automobile and aeronautical sectors.
ARB process induces intense straining of the material with only 50% decrease in thickness of the end product. From the experiments carried by Lee et al. [9] on ultra-low carbon IF steel, refinement of structure was not found. Moreover, the formation of sub-grains with low-angle boundaries caused low ductility and high strength. This process is laborious and more time-consuming.
RCS method utilizes rolling to procure strain in the material. Though the process is simple and has ability for multiple number of cycles, tensile stress on free surfaces induces defects, cracks, micro and even nano-voids. Therefore, very large strains cannot be applied which is the major aspect of an efficient SPD technique [10].
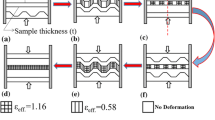
CGP technique can be utilized for creating homogeneous strains throughout the samples and also for large sheets [11]. CGP process applies repetitive shear plastic deformation on the work piece using alternative pressings with a set of corrugation and flattened dies [12]. For each CGP pass, a strain (of 1.16) on the sheet with grain refinement was imposed. The obtained microstructure has good shear bands [13, 14].
Because of good ratio of strength, weight, better formability, and exceptional resistance to corrosion, magnesium alloys are extensively utilized in automobile, aerospace, and constructional sectors. Due to hexagonally close packed (HCP) structure, Mg alloys exhibit less ductility at room temperatures [7]. There is a possibility of improving the mechanical properties through refinement of microstructures by alloying with distinctive elements, heat treatment, and thermo-mechanical processing [11]. Good amount of research has been carried out on upgrading the mechanical properties of Al and its alloys using SPD techniques [15]. Processed materials by CGP show unique and fair properties. Hence, CGP is being used in aerospace, automobile, energy, defense, and bio-medical sectors for producing several components and also for major constructions with improved safety.
Despite the fact that CGP is useful SPD method, it has certain drawbacks also. With increased CGP passes of the sheet metal, as the dies are made of sharp profiles, micro-cracks may appear on the specimen’s surface and leading to reduction in strength, ductility, and toughness of the material. This paper briefly highlights on the application of CGP method in enhancing the properties of AZ31 Mg alloy and its limitations as well.
2 Methodology
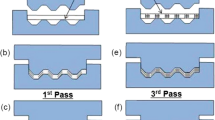
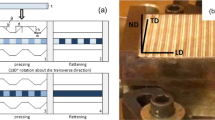
The CGP procedure is one among the promising SPD processes which can bring about UFG sheets. It can be utilized for manufacturing of sheet metals and its alloys. Figure 1 shows the illustrative diagram of CGP process and its array of pressings. Each cycle consists of four passes (in which, two passes for grooved die and the other two passes for flattened die). Initially, a sample sheet in Fig. 1a is arranged in the space between the upper and lower dies with grooves. In the first pass, the specimen is pushed by a set of grooved dies as in Fig. 1b. For the second pass, the specimen (grooved) is flattened with two flat dies as in Fig. 1c. Later, the second pass, the work sheet is turned by 1800over the axis which is perpendicular to plane of the sheet as in Fig. 1d. The un-deformed regions (if any) can be well deformed in next pressing due to dissymmetry of the grooved die as in Fig. 1e. Lastly, a steady distribution of strain, plastic in nature can be achieved all over the sheet by a set of flat dies as in Fig. 1f [7].

Schematic diagram of CGP process [7]
3 Influence of CGP Process Parameters
3.1 Temperature
Yogesha et al. [12] have investigated the tensile and fracture behavior of Al–Mg alloy (AA 5052) applying cryo-rolling and post-deformation annealing. Deformed samples (of 90% reduction of thickness) show enhancement in strength (291 MPa), hardness of value 110 HV in CR samples. Strength of 313 MPa and hardness of 122 HV are achieved in cryo-groove-rolled specimens. This is on account of large density of misplacement and reduced size of the grains. Post-annealing of the sheets (of 90% shrinkage of thickness) leads to enhancement in ductility and fracture toughness. The cryo-groove rolled and samples after the process of annealing have exhibited good fracture toughness of 142 kJ/m2 when compared with that of cryo-rolled sheets of 29 kJ/m2 due to grains of large size and dips detected in TEM and fractographic studies.
Fong et al. [14] have considered AZ31 magnesium alloy plate and subjected to CGP process in three deformed cycles at temperatures from 503 to 448 K. The micro-structural stability of the material is investigated through annealing carried isothermally at temperature from 473 to 623 K for various time intervals. The first cycle is performed at 503 ± 5 K, while the second and third ones are at 448 ± 5 K. They have noticed exceptional grain growth at 623 K indicating more regular distribution of grain size. XRD analysis shows that the peak intensity ratio observed is lower at 623 K.
Liu and Chen [16] have observed that processing of a high deformed material below recrystallization temperature can restore its ductility and toughness with significant influence of precipitates within the matrix. Hence, straining intensifies the desired condition for further precipitations. More annealing temperatures result in generation of a consistent recrystallized structure and appreciable drop in micro-hardness when compared to those for as-cast Mg alloy. Properties of AZ31 strips are improved through high temperature CGP process [17].
3.2 Groove Angle and Width
Groove angle and width are major processing parameters in CGP. Moradpour et al. [18] have considered the gap in between the top and bottom dies equal to thickness of sheet (of 3 mm) having 45° groove angle. It is noted that groove width has prominent impact on cracking propagation in the sheet.
Moskvichev et al. [19] have found 45° groove teeth angle as optimal in obtaining the plastic strain accumulation. The size of height of teeth, width, thickness, and space between teeth is reported as 1.5 mm. They have observed the accumulated strain enhancement proportionally with increasing number of pressing cycles.
Wang et al. [20] have demonstrated the importance of the parameters of die structure like groove width and its angle for analyzing the microstructure, distribution of strain, and mechanical properties of material. Best combination of the process parameters provides optimal solution.
3.3 Friction
When the specimen is subjected to SPD, strength decreases due to generation of cracks on surface. Hence, the influence of friction between die and sheet must be examined. Moradpour et al. [21] have made investigations on wear resistance, weight loss morphology, and friction coefficient of worn surfaces. The wear resistance is prominently increased by CGP-CR process and evolution of UFGS.
4 Influence of CGP on Mechanical Properties
Table 1 presents achieved mechanical properties after CGP process of AZ31 Mg alloy.
Zimina et al. [7] have made investigations on the microstructure and micro-hardness mapping with UFG structure through CGP by twin-roll casting of AZ31 Mg strips. 90% drop in grain size and 43% increase in micro-hardness of the specimen were found after the CGP.
Fong et al. [14] have processed AZ31 (Mg alloy) plate adopting the CGP process under three cycles of deformation and at temperature from 503 to 448 K. The method yields 1.8 µm grain size with homogeneous UFG microstructure. An increase of 38% was noticed in yield strength of the material.
Moradpour et al. [18] have made comparative studies on the microstructure and micro-hardness of the constrained groove pressed and annealed as-cast specimen. The material exhibits heterogeneous structure. It is restored by fine and constant recrystallized structure sub-sequential aging at 450ºC for a period of 10 h. The size of the grains in the surface layer is smaller (10–20 µm) than that in the sample (200 µm). The micro-hardness values are up to 85 HV0.1, which are 20% more than that of the TRC strip.
Wang et al. [20] have performed CGP of AZ31, Mg alloy sheets at room temperature, 423 K, 473 K, 523 K, and 573 K to examine the cracking behavior and the significance of number of passes and working temperature on the mechanical properties and microstructure. The mean grain size is reduced by 59%, micro-hardness increased by 11%, ultimate yield strength increased by 33%, tensile strength enhanced by 9%, and percentage of elongation is 18.5%.
Moradpour et al. [21] have carried out CGP-CR process on Al–Mg alloy and implemented up to two pressings at room temperature for developing the plastic strain of 4.64. Up to two pressings of CGP-CR process, they have observed appearance of UFGS with a mean sub-grain size reduction up to 95%, enlarged tensile strength of 7.5%, and 71% increase in hardness.
Lin et al. [22] have made investigations on the grain refining and there by affecting the properties of AZ31 Mg alloy using advanced technology of warm constrained groove pressing (WCGP). The effective distribution of strain in the sheet is found to be uniform and consistent after completing fourth stage CGP process at 473 K. The grain size is decreased up to 55%; hardness is increased by 24%, an increase in yield strength by 17%, and tensile strength by 19%.
Thuy et al. [23] have used AZ31 (Mg alloy) strips of 60 × 60 × 3 mm3 for CGP for four cycles at elevated temperatures. They have observed UFG structure and maximum grain size reduction of 92% in the highest deformation regions. They are able to achieve an increase in strength up to 38% and elongation of 35%.
5 Advantages and Limitations of CGP Method
5.1 Advantages
CGP method can be applied to sheet metal processing which is a major advantage over the SPD processes like ECAP, HPT, and ARB. The dimensions of the specimen during CGP do not change as observed in case of constrained groove rolling (CGR) process. Due to this, tensile stresses do not develop in the specimen which is an added advantage with CGP technique. ARB process requires a bonding between two plates, due to which the mechanical properties of the specimen may degrade because of interfacial bonding [24]. Hence, CGP process provides a good alternative to ARB technique.
A significant change in specimen thickness can be observed in the specimen worked by RCS process which is not observed in case of CGPed specimens.
5.2 Limitations
The CGP technique has certain disadvantages also. The number of passes that the sheet metal has to undergo is limited because of the sharp die profile, due to which micro-cracks can appear on the specimen surface decreasing the mechanical properties like strength, ductility, and toughness [25].
6 Conclusions
Constrained groove pressing method is a SPD process, which is being adopted as a strengthening technique for sheet metal processing. This paper briefly presents on the recent advances in CGP process with the following conclusions:
-
The size of the grains decreases by increasing the no. of CGP pressings. The degree of grain refinement in the first stage is rapid and decreases for the successive passes.
-
From the tabulation, it is evident that the sample grain size can be decreased even up to 95%, if processed through CGP-cross route process.
-
Micro-hardness values of AZ31 magnesium alloys when processed through hot rolling CGP can be increased as low as 11%.
-
The mechanical property, yield strength of the work material can be increased up to 38%, when specimen is subjected to three deformation cycles of CGP.
-
The tensile strength of the material can be enhanced up to 38%, when the CGP process is done at elevated temperatures.
7 Research Gaps
The Ballistic properties have a major role in defense sectors. CGP process can improve these ballistic properties. Materials having good ballistic properties are preferred in army vehicles and associative equipments, security cars, etc. Processing of these materials by CGP technique will definitely enhance mechanical properties [26].
Materials like armor steel possesses high strength and have wide applications in aerospace and defense sectors due to their explicit properties. Armor steel is being used in producing army vehicles. Structural efficiency (i.e., strength to weight ratio) also gets enhanced through processing of the armor steels adopting the CGP technique [27]. Hence, there is a possibility of realizing the lightweight materials for improving the portability of the vehicles and maintenance of protection standards as well.
Further, research on CGP can defeat limitations of this process. Future work can be carried in order to enhance the strength, ductility, and toughness of the material by combining CGP with certain heat treatment methods like quenching, annealing, and tempering.
References
Valiev RZ, Islamgaliev RK, Alexandrov IV (2000) Bulk nanostructured materials from severe plastic deformation. Prog Mater Sci 45:103–189
Lavernia EJ, Han BQ, Schoenung JM (2008) Cryomilled nanostructured materials: processing and properties. Mater Sci Eng A 493:207–214
Khodabakhshi F, Kazeminezhad M, Kokabi AH (2011) Mechanical properties and microstructure of resistance spot welded severely deformed low carbon steel. Mater Sci Eng A 529:237–245
Khodabakhshi F, Kazeminezhad M, Kokabi AH (2012) Resistance spot welding of ultra-fine grained steel sheets produced by constrained groove pressing: optimization and characterization. Mater Charact 69:71–83
Khodabakhshi F, Kazeminezhad M, Kokabi AH (2014) On the failure behaviour of highly cold worked low carbon steel resistance spot welds. Metal Mater Trans A 45:1376–1389
Khodabakhshi F, Kazeminezhad M, Kokabi AH (2015) Metallurgical characteristics and failure mode transition for dissimilar resistance spot welds between ultra-fine grained and coarse-grained low carbon steel sheets. Mater Sci Eng A 637:12–22
Zimina M, Bohlen J, Letzig D (2014) The study of microstructure and mechanical properties of twin- roll cast AZ31 magnesium alloy after constrained groove pressing. IOP Conf Ser: Mater Sci Eng 63:012078. http://iopscience.iop.org/1757-899X/63/1/012078
Nazari F, Honarpisheh M (2018) Analytical model to estimate force of constrained groove pressing process. J Manuf Process 32:11–19
Lee S-H, Saito Y, Park K-T, Shin DH (2002) Microstructure and mechanical properties of ultra-low carbon IF steel processed of accumulative roll-bonding process. Mater Trans 43:2320–2325
Asghari-Rad P, Nili-Ahmadabadi M, Shirazi H, Nedjad SH (2016) A significant improvement in the mechanical properties of AISI 304 stainless steel by a combined RCSR and annealing process. Adv Eng Mater. https://doi.org/10.1002/adem.201600663
Nazari F, Honarpisheh M (2019) Analytical and experimental investigation of deformation in constrained groove pressing process. Proc Inst Mech Eng C: J Mech Eng Sci 233(11):3751–3759
Yogesha KK, Kumar N, Joshi A, Jayaganthan R, Nath SK (2016) A comparative study on tensile and fracture behaviour of Al–Mg alloy processed through cryorolling and cryo groove rolling. Metallogr Microstruct Anal 5:251–263. https://doi.org/10.1007/s13632-016-0282-0
Pouraliakbar H, Jandaghi MR, Heidarzadeh A, Jandaghi MM (2018) Constrained groove pressing, cold-rolling, and post-deformation isothermal annealing: consequences of their synergy on material behavior. Mater Chem Phys 206:85–93
Fong KS, Tan MJ, Ng FL, Danno A, Chua BW (2017) Microstructure stability of a fine-grained AZ31 magnesium alloy processed by constrained groove pressing during isothermal annealing. J Manuf Sci Eng 139(8):081007-1–9
Sajadi A, Ebrahimi M, Djavanroodi F (2012) Experimental and numerical investigation of Al properties fabricated by CGP process. Mater Sci Eng A 552:97–103
Liu K, Chen XG (2015) Development of Al–Mn–Mg 3004 alloy for applications at elevated temperature via dispersoid strengthening. Mater Design 84:340–350
Zimina M, Bohlen J, Letzig D, Kurz G, Pokova M, Knapek M, Zrnik J, Cieslar M (2015) The study of the behavior of constrained groove pressed magnesium alloy after heat treatment. Acta Phys Pol, A 128(4):775–778
Moradpour M, Khodabakhshi F, Eskandari H (2018) Microstructure–mechanical property relationship in an Al–Mg alloy processed by constrained groove pressing-cross route. J Mater Sci Technol 34(8):1003–1017. https://doi.org/10.1080/02670836.2017.1416906
Moskvichev E, Kozulin A, Krasnoveikin V, Skripnyak VA (2018) Numerical simulation of deformation behavior of aluminum alloy sheets under processing by groove pressing method. Matec Web Conf 143(1):01011. https://doi.org/10.1051/matecconf/201714301011
Wang Z, Guan Y, Wang T, Zhang Q, Wie X, Fang X, Zhu G, Gao S (2019) Microstructure and mechanical properties of AZ31 magnesium alloy sheets processed by constrained groove pressing. Mater Sci Eng A 745:450–459. https://doi.org/10.1016/j.msea.2019.01.006
Moradpour M, Khodabakhshi F, Eskandari H, Haghshenas. M (2019) Wear resistance and tribological features of ultra-fine-grained Al-Mg alloys processed by constrained groove pressing-cross route. J Mater Eng Perform 1235–1252. https://doi.org/10.1007/s11665-019-3859-3
Lin P, Tang T, Zhao Z, Wang W, Chi C (2017) Refinement strengthening of AZ31 magnesium alloy by warm constrained groove pressing. Mater Sci 23(1):84–88. https://doi.org/10.5755/j01.ms.23.1.14392
Thuy PT, Hue DTH, Ngung DM, Quang P (2019) A study on microstructure and mechanical properties of AZ31 magnesium alloy after constrained groove pressing. IOP Conf Ser: Mater Sci Eng 611:012005
Fathy A, Ibrahim D, Elkady O, Hassan M (2018) Evaluation of mechanical properties of 1050-Al reinforced with SiC particles via accumulative roll bonding process. J Compos Mater 1–10
Xue K-M, Liu M, Yan S-L, Wang Z, Hua Y-L, Li P (2018) Synergic improvement of plasticity and strength of Al–Zn–Mg–Cu alloy by grain refinement and precipitates redistribution using cyclic extrusion compression. Adv Eng Mater 1800140
Siddesha HS, Shantharaja M (2014) Optimization of cyclic groove pressing parameters for tensile properties of Al6061/sic metal matrix composites. Procedia Mater Sci 1929–1936
Saeidi Googarchin H, Teimouri B, Hashemi R (2018) Analysis of constrained groove pressing and constrained groove pressing-cross route process on AA5052 sheet for automotive body structure applications. Proc IMechE Part D: J Automob Eng, IMechE 1–17
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Muni Tanuja, A., Kumar, A., Nageswara Rao, B. (2022). Review on the Application of CGP to Improve AZ31 Mg Alloy Properties. In: Deepak, B.B.V.L., Parhi, D., Biswal, B., Jena, P.C. (eds) Applications of Computational Methods in Manufacturing and Product Design. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-0296-3_21
Download citation
DOI: https://doi.org/10.1007/978-981-19-0296-3_21
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-0295-6
Online ISBN: 978-981-19-0296-3
eBook Packages: EngineeringEngineering (R0)