
Abstract
The present article describes a comprehensive literature review on multi-stage single point incremental forming (MSPIF). Multi-stage single point incremental forming is an advance metal forming process used to form sheet metal parts with steep wall angles. In MSPIF, overall deformation is distributed in intermediate stages. MSPIF provides better thickness distribution, geometrical accuracy and formability than single point incremental forming (SPIF) process. In the present literature review, research papers published during 2000–2021 are critically reviewed. Literature review is categorized in three major sections—geometrical accuracy, numerical simulation and surface roughness. Influence of various process parameters, forming conditions on responses, is studied and presented. Based on the literature review, future scope is also discussed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Multi-stage single point incremental forming (MSPIF)
- Geometrical accuracy
- Numerical simulation
- Surface roughness
1 Introduction
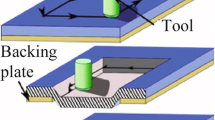
Single point incremental forming (SPIF) was invented in early 1990, and after that the process has proven to be a promising technology. It allows forming of customized products. SPIF is a flexible sheet metalworking used to form complex parts without fabricating specific die and punch, and thus reduces overall cost of product. SPIF is performed on computerized numerical control (CNC) machine to form highly accurate parts. Localized plastic deformation is imposed on sheet blank by numerically programmed spherical end tool. The sheet is held between clamping plates and backing plates. The deformation produced with SPIF process is higher than that of deep drawing and stretch forming. Therefore, the formability is higher. Park et al. [1] explained the deformation mechanism in their study. There have been controversies in the mode of deformation of SPIF. Many researchers claimed that deformation is due to stretching instead of shearing, whereas others claimed the converse. Skjoedt et al. [2] proved that the mode of deformation in the SPIF process is stretching, rather than shearing. In the last two decades, intensive research has been done in SPIF process. Jeswiet et al. [3] presented a study on the advances and development of SPIF on asymmetric components in SPIF and opened various opportunities of research in the domain of SPIF process. Micari et al. [4] presented the comprehensive literature review regarding different shapes, dimensional accuracy and future scopes in SPIF. Echrif et al. [5] classified the types of SPIF based on the kind of method, number of stages, supporting system, number of forming tools used, etc. Incremental sheet metal forming (ISF) is classified into two types SPIF and two-point incremental forming (TPIF). As shown in Fig. 1c, d, dedicated die is used to support the forming component. The process is known as TPIF, and if the sheet is supported by a blank holder only, then the process is known as SPIF. If the counter tool is used besides forming tool, the process is classified as double side incremental forming (DSIF), Fig. 1b. Hybrid single point incremental forming (HSPIF) is a combination of stretch forming and incremental sheet forming. Incremental sheet forming can also be classified on the basis of number of stages used to form a component. In the single stage, the whole component is formed in single pass, whereas the multi-stage single point incremental forming (MSPIF) takes more than one passes to form a component.

Types of ISF [5]
Apart from many advantages, there are certain limitations of SPIF like maximum forming angle, non-uniformed thickness distribution and geometrical accuracy. Duflou et al. [6] analysed different limitations of SPIF processes such as geometrical inaccuracy. Many researchers have made efforts to make the ISF process more suitable in the industry. Panjwani et al. [7] developed a supporting fixture to increase geometrical accuracy. Li et al. [8] presented the comprehensive literature on multi-stage increment forming to improve geometrical accuracy. Higher forming wall angle is one of the primary concerns of the SPIF process.
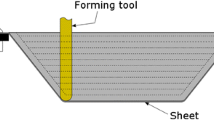
Hirt et al. [9] developed an equation (Eq. 1) known as ‘sine law’ which relates the final thickness of component (tf) with initial thickness of sheet (t0). With a wall angle \({\theta_f}\) (Fig. 2)

Schematic of MSPIF
This relation limits the excessive thinning beyond particular wall angle. They also proved that the deformation made of SPIF is close to plane strain condition. Blank material, shape of components, and thickness of the blank limits the maximum wall angle many researcher investigated on maximum wall angle of different materials. Mikari and Ambrogio [10] developed a methodology to select a standard shape for determining the maximum wall angle. After this, many researchers have found the maximum possible wall angle formed for material in a single stage.
The maximum possible wall angle in a single pass and non-uniform thickness distribution is observed to be improved in the MSPIF process. The final angle \({\theta_f}\) is formed with intermediate stages with wall angle of \({\theta_1}\) and \({\theta_2}!\). Other arrangement is same as SPIF. The reason behind higher thickness distribution of MSPIF is that large portion of volume is included while forming. Strain hardening is observed during forming which changes the mechanical properties of the material, hence decreasing deformation capacity of material. While in MSPIF strain hardening is distributed in number of stages and increases the deformation capacity, MSPIF is one of the most effective solutions to reduce the excessive thinning.
The development of MSPIF in research domain was started from 2000. There are numerous applications of MSPIF in various sectors. Because of the nature of the process, it is one of the most flexible sheet metal forming processes. Worldwide researchers have applied their efforts to improve the response characteristics of the MSPIF process to make it industry-acceptable standards. Some researchers have investigated the use of forming process to various industry-specific free form shapes like vehicle headlight reflector, generatrix shapes for piping, etc.
Present work contributes a comprehensive review of the MSPIF process. Efforts made by worldwide researchers are critically reviewed mainly focusing on the effect of MSPIF on geometrical accuracy, thickness distribution, surface roughness, numerical simulation and applications in various sectors. Finally, scope for future research work is discussed.
2 Literature Review
MSPIF has three important challenges, namely geometrical accuracy, surface roughness and rigid body translations. Literature related to different domains is classified based on different responses like geometrical accuracy, surface roughness and numerical simulation.
2.1 Geometrical Accuracy
Geometrical error is the degree of deviation between desired shape and actual part after forming. Geometrical accuracy is one of the main responses in MSPIF process. It is observed that the geometrical accuracy of parts formed with MSPIF is better than SPIF process. Many researchers have worked to determine the most influencing parameters on geometrical accuracy. Ambrogio et al. [11] experimentally studied the effect of parameters on geometric error, and they reported that step depth and tool diameter are most influencing parameters. Duflou et al. [6] compared the MSPIF component with CAD model of the same component. Nirala et al. [12] also observed that geometrical accuracy of MSPIF component reduces with generation of stepped features. Otsu et al. [13] studied the effect of changing of wall angle per stage on the geometric accuracy and also compared the accuracy with the components formed with single-stage forming. Li et al. [14] analysed the effect of stepping rate on geometrical accuracy and reported that the geometrical accuracy increases with increase in stepping rate provided that stepping rate value should be in range of 50 to 250 mm/min. They investigated the influence of change of materials on geometrical accuracy and reported that change of material has major influence on geometrical accuracy. Li et al. [15] experimentally investigated the effect of strength coefficient (K) and feed rate (v1) on geometrical accuracy of component formed with MSPIF strategy. Suresh et al. [16] compared the geometrical accuracy of each stage with the geometrical profile obtained by FEA simulation. Dai et al. [17] investigated the influence of process parameters on geometrical accuracy to form a non-axisymmetric component using multi-stage strategy. They reported that step depth, rotational speed and feed rate are the significant process parameters on geometrical accuracy. They also increased the geometrical accuracy using multi-stage strategy. Vignesh et al. [18] explained the influence of tool path, forming strategies on geometrical accuracy. Gajjar et al. [19] investigated the effect on influence of process parameters on geometrical accuracy and reported that number of stages and incremental depth are significant process parameters for geometrical accuracy.
From the available literature, it is observed that geometrical accuracy of multi-stage process is a major concern. Stepped features formed at bottom increase overall depth of the part formed with MSPIF. Because of this, the actual shape deviates from the desired shape; hence, the geometric error increases. It is also noted that the process parameters like total number of stages, material type and stepping rate are the most influencing parameters on geometrical accuracy. Prediction of intermediate geometry helps in monitoring the process. Efforts are made to predict the intermediate shapes in MSPIF, but still there is no full proof approach to predict the geometry with analytical approach. However, MSPIF process gives better geometrical accuracy than SPIF.
2.2 Numerical Simulation
In past few years, considerable efforts have been made in the field of metal forming. Finite element method (FEM) simulations are helpful to evaluate process mechanism. No theoretical model is reliable to predict the MSPIF process; however, several assumptions are made to make the prediction possible. The formability of components formed with MSPIF can be predicted by considering strength and thickness of the sheet blank, contact point between forming tool and sheet. Due to involvement of friction, deformation, material flow and other factors, prediction of material properties is complex. Therefore, a literature review of numerical simulation methods like FEM, finite difference method (FDM) and finite volume method (FVM) of MSPIF process has been discussed in the present article. From evaluation of MSPIF strategies, and their deforming mechanics, it become mandatory to apply a FE model which contains an accurate fracture criterion.
Iseki [20] used a FEM model to determine bulging height, stress distribution and strain. The analysis-based shell theory of plane strain distribution. Duflou et al. [6] predicted the geometrical accuracy numerically. They reported that there seems an error in prediction of geometry of the bottom surface. FEA model of frustum cone was evaluated by Li et al. [21] to simulate MSPIF, and formability was investigated. Liu et al. [22] validated feasibility of models M1 and M2 by finite element analysis. The TPIF process was simulated using FE modelling to analyse the thickness strains and material flow mechanism, and the FEA simulation and results obtained by experiments were matching. Wu et al. [23] performed the FEA modelling to prove FLSD for MSPIF component. They accurately modelled the depth of fracture point and FLSD. Suresh et al. [16] studied the FEA for thickness distribution, forming strains and geometric accuracy. Zhu et al. [24] validated the formability of the process by using numerical simulations. Li et al. [25] established a highly precise FEA model to predict the fracture in material during MSPIF process. The model was based on modified Mohr–Coulomb criterion. Wu et al. [23] performed FEA simulation to analyse geometrical deviation and thickness distribution variation by stepped features. Zhu and Liu [26] used FEA modelling to simulate thickness distribution of the component formed with virtual body strategy.
From the literature related to numerical simulation, it is observed that different techniques can be applied on various materials which are difficult by experimental analysis. Many material constants which are useful in predictive model can be determined easily using FEA simulations. Thickness strains easily and accurately predict from FEA simulations. Complex phenomenon like rigid body translation in MSPIF is accurately simulated using FEA simulations.
2.3 Surface Roughness
Surface quality is one of the major challenging areas of SPIF. The SPIF forms a component with number of parallel contours which creates the localized plastic deformation. The distance given between two successive contours creates tool marking, and therefore, the surface roughness of SPIF process is poor than conventional deep drawing. In SPIF, tool moves from a particular location only single time but due to multi-stage deformation, tool has to move several times from same location, creating extra tool marks on sheet surface. But in the literature very less study has been reported regarding surface roughness on MSPIF process, whereas much research has been reported regarding SPIF process. It was noted that surface quality is directly affected by feed rate and step depth. Ambrogio et al. [27] studied the effect of step depth on surface finish of SPIF process and reported that lesser incremental depth and lesser amount of wall angle reduce the surface roughness. Durante et al. [28] investigated the effect of tool rotation on SPIF process. They found its effect on surface roughness, and they also reported that effect of tool rotation is mainly significant for friction coefficient and horizontal component of force but not on surface finish. Skjoedt et al. [2] observed a phenomenon of surface wear with increasing forming stages. Palumbo et al. [29] studied the effect of temperature and tool rotation on titanium alloy in SPIF on car door shell geometry. They concluded that surface roughness increases as the step depth and tool rotation increase. Raju and Narayanan [30] investigated the optimization technique using combination of Taguchi grey relational analysis (TGRA) and response surface methodology (RSM) to identify optimum process parameters for better surface finish. They concluded that feed rate was the most dominant parameter for all output response presented in study, with next dominant parameters incremental depth and tool size. The experiments confirmed that the hybrid optimization technique improved in grey rational grade (GRG) value. Raju et al. [31] studied the effect of multiple sheets on surface roughness on commercially pure aluminium sheet. Results showed that surface roughness significantly affects by number of sheets. Kumar et al. [32] investigated the influence of parameters on surface finish of AA2024-O sheet and reported that average surface roughness value of conical geometry increases with a decrease of tool size and corner radius of the forming tool. An increase in wall angle has an adverse effect on surface finish. Kumar et al. [33] studied the process parameters step size, tool size and tool rotation on average surface finish of SPIF components. The average surface roughness of part increases with respect to decrease in tool size and tool rotation. However, surface roughness decreases with respect to a decrease in step depth. Vijaykumar et al. [34] investigated the effect of parameters on surface quality and concluded that surface roughness increases with increase in feed of tool. Gajjar et al. [19] investigated the effect of process parameters on surface quality of MSPIF component and reported that forming stages and step depth have significant effect on surface roughness. Mulay et al.[35] investigated the influence of various lubricants on SPIF. The efforts were made to get better surface finish, and they concluded that the corrosion is higher in full deformed sheet than initial sheet and also reported that residual stress is major factor for corrosion.
From the literature review, it is observed that very less work has been done in the field of surface properties on MSPIF process. Researchers have reported that increasing wall angle in single stage decreases the surface finish of parts formed with MSPIF process. It is also found that increase in forming stages increases the surface roughness. Therefore, experimental investigation must be carried out to determine most influencing parameters on surface roughness in MSPIF process. Also, parametric optimization should be performed to minimize surface roughness.
3 Scope for Future Research
Researchers from all over the world have worked to improve MSPIF process suitable for industries. But still formability, thickness distribution and rigid body translation of MSPIF components are major limitations in MSPIF. From thorough study of the available literature, the scope for research is identified as given under.
-
i.
Optimization of process parameters should be performed to minimize surface roughness in MSPIF process.
-
ii.
Most of the research in MSPIF and SPIF is carried out for axisymmetric parts. Investigation on automobile parts, aerodynamic shapes and more practical geometries should be performed.
-
iii.
Research efforts are required to reduce the stepped features without decreasing the wall thickness to minimize surface roughness in MSPIF process.
-
iv.
Further study is required on effect of spring back on geometrical accuracy in MSPIF process.
-
v.
Effect of different tool materials on surface properties of parts formed by MSPIF process should be studied.
-
vi.
Effect of number of forming stages on geometrical accuracy and thickness distribution in MSPIF process should be investigated.
4 Conclusion
Research papers published during 2000 to 2021 have been reviewed in the present work. The literature review is presented in three sections—geometrical accuracy, numerical simulation and surface roughness. It is found that MSPIF forming strategies greatly influence the properties of formed component. Based on the critical literature review, scope for future research work has been discussed.
References
Park JJ, Kim YH (2003) Fundamental studies on the incremental sheet metal forming technique. J Mater Process Technol 140(1–3):447–453
Skjødt M, Silva MB, Martins PAF, Bay N (2010) Strategies and limits in multi-stage single-point incremental forming. J Strain Anal Eng Des 45(1):33–44
Jeswiet J, Micari F, Hirt G, Bramley A, Duflou J, Allwood J (2005) Asymmetric single point incremental forming of sheet metal. CIRP Ann 54(2):88–114
Micari FABRIZIO, Ambrogio G, Filice L (2007) Shape and dimensional accuracy in single point incremental forming: state of the art and future trends. J Mater Process Technol 191(1–3):390–395
Echrif SBM, Hrairi M (2011) Research and progress in incremental sheet forming processes. Mater Manuf Processes 26(11):1404–1414
Duflou JR, Verbert J, Belkassem B, Gu J, Sol H, Henrard C, Habraken AM (2008) Process window enhancement for single point incremental forming through multi-step toolpaths. CIRP Ann 57(1):253–256
Panjwani D, Priyadarshi S, Jain PK, Samal MK, Roy JJ, Roy D, Tandon P (2017) A novel approach based on flexible supports for forming non-axisymmetric parts in SPISF. Int J Adv Manuf Technol 92(5):2463–2477
Li X, Han K, Li D (2018) Multi-stage two point incremental sheet forming. J Phys Conf Ser 1063(1):012064
Hirt G, Junk S, Witulski N (2002) Incremental sheet forming: quality evaluation and process simulation. In: Proceeding of the 7th ICTP conference, pp 925–930
Micari F, Ambrogio G (2004) A common shape for conducting incremental forming tests. In: 1st Incremental forming workshop, University of Saarbrucken, vol 9
Ambrogio G, Costantino I, De Napoli L, Filice L, Fratini L, Muzzupappa M (2004) Influence of some relevant process parameters on the dimensional accuracy in incremental forming: a numerical and experimental investigation. J Mater Process Technol 153:501–507
Nirala HK, Jain PK, Roy JJ, Samal MK, Tandon P (2017) An approach to eliminate stepped features in multistage incremental sheet forming process: Experimental and FEA analysis. J Mech Sci Technol 31(2):599–604
Otsu M, Ogawa T, Muranaka T, Yoshimura H, Matsumoto R (2017) Improvement of forming limit and accuracy in friction stir incremental forming with multistage forming. Procedia Engineering 207:807–812
Li Z et al (2017) Analysis of geometrical accuracy based on multistage single point incremental forming of a straight wall box part. Int J Adv Manuf Technol 93(5):2783–2789
Li Z, Lu S, Chen P (2017) Improvement of dimensional accuracy based on multistage single point incremental forming of a straight wall cylinder part. Int J Precis Eng Manuf 18(9):1281–1286
Suresh K, Regalla SP, Kotkundae N (2018) Finite element simulations of multi stage incremental forming process. Mater Today: Proc 5(2):3802–3810
Dai P, Chang Z, Li M, Chen J (2019) Reduction of geometric deviation by multi-pass incremental forming combined with tool path compensation for non-axisymmetric aluminum alloy component with stepped feature. Int J Adv Manuf Technol 102(1):809–817
Vignesh G, Pandivelan C, Narayanan CS (2020) Review on multi-stage incremental forming process to form vertical walled cup. Mater Today: Proc 27:2297–2302
Gajjar S, Sisodia V, Jagtap R, More K, Kumar S (2020) Experimental investigation on geometric accuracy and surface roughness of formed part in multistage single point incremental forming (SPIF) process. In: Innovative design, analysis and development practices in aerospace and automotive engineering. Springer, Singapore, pp 209–222
Iseki H (2001) An approximate deformation analysis and FEM analysis for the incremental bulging of sheet metal using a spherical roller. J Mater Process Technol 111(1–3):150–154
Li J, Geng P, Shen J (2013) Numerical simulation and experimental investigation of multistage incremental sheet forming. Int J Adv Manuf Technol 68(9–12):2637–2644
Liu Z, Daniel WJ, Li Y, Liu S, Meehan PA (2014) Multi-pass deformation design for incremental sheet forming: analytical modeling, finite element analysis and experimental validation. J Mater Process Technol 214(3):620–634
Wu S, Ma Y, Gao L, Zhao Y, Rashed S, Ma N (2020) A novel multi-step strategy of single point incremental forming for high wall angle shape. J Manuf Process 56:697–706
Zhu H, Li J (2018) Tool path generation for the five-axis CNC multi-stage incremental forming. Int J Adv Manuf Technol 95(9):3197–3213
Li Z, Lu S, Zhang T, Feng T, An Z, Xue C (2020) Numerical prediction of ductile fracture in multi-stage single point incremental forming based on phenomenological modified Mohr–Coulomb. Measurement 154:107505
Zhu H, Liu, L. (2021). Research the CNC incremental forming of straight-wall parts based on a virtual auxiliary body. J Mater Process Technol 288:116841
Ambrogio G, De Napoli L, Filice L, Gagliardi F, Muzzupappa M (2005) Application of incremental forming process for high customised medical product manufacturing. J Mater Process Technol 162:156–162
Durante M, Formisano A, Langella A, Minutolo FMC (2009) The influence of tool rotation on an incremental forming process. J Mater Process Technol 209(9):4621–4626
Palumbo G, Brandizzi M (2012) Experimental investigations on the single point incremental forming of a titanium alloy component combining static heating with high tool rotation speed. Mater Des 40:43–51
Raju C, Narayanan CS (2016) Application of a hybrid optimization technique in a multiple sheet single point incremental forming process. Measurement 78:296–308
Raju C, Haloi N, Narayanan CS (2017) Strain distribution and failure mode in single point incremental forming (SPIF) of multiple commercially pure aluminum sheets. J Manuf Process 30:328–335
Kumar A, Gulati V, Kumar P (2018) Effects of process parameters on surface roughness in incremental sheet forming. Mater Today Proc 5(14):28026–28032
Kumar A, Gulati V, Kumar P (2018) Investigation of surface roughness in incremental sheet forming. Procedia Comput Sci 133:1014–1020
Vijayakumar MD, Chandramohan D, Gopalaramasubramaniyan G (2020) Experimental investigation on single point incremental forming of IS513Cr3 using response surface method. Mater Today Proc 21:902–907
Mulay A, Ben S, Ismail S (2020) Lubricant selection and post forming material characterization in incremental sheet forming. In: IOP conference series: materials science and engineering. IOP Publishing, vol 967, no 1, p 012072
Kim TJ, Yang DY (2000) Improvement of formability for the incremental sheet metal forming process. Int J Mech Sci 42(7):1271–1286
Iseki H, Naganawa T (2002) Vertical wall surface forming of rectangular shell using multistage incremental forming with spherical and cylindrical rollers. J Mater Process Technol 130:675–679
Young D, Jeswiet J (2004) Wall thickness variations in single-point incremental forming. Proc Inst Mech Eng Part B J Eng Manufacture 218(11):1453–1459
Wu M, Zha G, Zirui G (2017) FEA of vertical parts formed with multistage incremental sheet metal forming based on the forming limit stress diagram. Int J Adv Manuf Technol 93(5):2155–2160
An ZG, Yan D, Qie JJ, Lu ZL, Gao ZY (2020) Effect of process parameters on formability of a AZ31 magnesium alloy thin-walled cylindrical part formed by multistage warm single-point incremental forming. Front Mater 7:151. https://doi.org/10.3389/fmats
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bari, N., Kumar, S. (2022). A Review on Multi-stage Incremental Sheet Forming. In: Kumar, S., Ramkumar, J., Kyratsis, P. (eds) Recent Advances in Manufacturing Modelling and Optimization. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-9952-8_56
Download citation
DOI: https://doi.org/10.1007/978-981-16-9952-8_56
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9951-1
Online ISBN: 978-981-16-9952-8
eBook Packages: EngineeringEngineering (R0)