
Abstract
Although the future of coal mining lies belowground, the present status of Indian underground (UG) mining and, in particular, thick seam mining is not inspiring. Thick seams share about 40% of the proven Indian coal reserves. However, several consistent efforts were made, no method could sustain effective extraction, and it remained an ever-posing technical challenge to the Indian mining engineers. The longwall-based top coal caving methods (LTCC) are developed and excelled in China for their production, productivity, and conservation advantages over other thick seam mining methods. In this perspective, a study into the feasibility of the application of LTCC in Indian geo-mining conditions is taken up. The present paper reviews the LTCC mechanism, safety issues, and the global experiences for implementation in the Indian geo- mining conditions. This study contributes to evolving a bulk-producing underground mining method with conservation and safety in India.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In India, presently, thick seams up to a thickness of 4.5 m are effectively extracted from underground by only two methods, namely Bord and Pillar mining in conjunction with continuous miner and Single Pass Longwall mining (SPL) method. For the coal seams thicker than 4.5 m, these methods lead to poor conservation. Further, poor conservation is a potential source of the spontaneous heating/fire from the loss of coal in the goaf. Indian has a great history of thick seam underground mining. The experiences of multi-slice longwall mining (MSL) with inclined slicing and horizontal slicing (both by caving and stowing), sub-level caving, hydraulic mining, blasting gallery method are significant. However, none of the methods sustain in the long run. The significant reason behind their unsuccess is productivity, strata control and fire.
During the past two decades, the longwall-based top coal caving methods (LTCC) have been developed and excelled in China for their mass production, productivity, and conservational advantages over the other thick seam mining methods. Subsequently, the methods are adopted successfully in Australia, Vietnam, Turkey, and Bangladesh. The present article reviews critical parameters that affect the LTCC feasibility for its application in Indian geomining conditions.
Mine planning, particularly deep underground coal mining by mechanized longwall mining, requires a thorough understanding of the geotechnical parameters of the coal measures strata. The understanding of geotechnical parameters is an invariable part of the integrated mine planning approach. Most of the failures of previous Indian longwalls were attributed to a lack of proper understanding of geology or adequate geological data.
Regular caving of overlying roof strata immediately after support advance influences the longwall production and safety. In case of longwall top, coal caving, the top coal shall fracture, fragment adequately, and cave down onto the rear conveyor immediately after advancing the power supports. Rocks in a mining area can fail in different ways, and it can have hazardous effects if in the form of roof and side falls or air blast in underground mine, bench slope in an opencast mine, etc.
The most distinguishing feature of LTCC over the SPL method is the design of the power support. Three different support systems evolved during the LTCC development. Initially, a single conveyor support system was designed in which the canopy is provided with a chute. The fractured top coal passes through the chute is directed onto the front armored flexible conveyor by gravity. The single conveyor support system with a chute was commonly practiced during the 1980s and late 1980s. One significant example of this system is DBT 320-24/32 support (Fig. 1). In this system, coal production was restricted because cutting and caving operations could not be activated in parallel. Besides, the transport of coal through the chute caused serious dust issues.

DBT 320-24/32 LTCC support (cited by Hepplewhite et al. 2002)
The second significant design is the twin conveyors support system with a rear AFC located within the support (Fig. 2), introduced in the 1990s. The second AFC was located in the supporting basement. A rear door is designed in the support system, and the fractured top coal is directed to the rear armored flexible conveyor through this door. Thus, the drawbacks of the single conveyor support system were overcome in this system with the twin conveyor system.

The schematic view of the twin conveyors supports the system with a rear AFC located within support DT 4/400 LTCC (after Bewick 1983)
However, the following significant issues are encountered in this system:
-
The caving window was small, could not accommodate large coal blocks, and left the top coal between two adjacent supports.
-
The rear AFC was located within the support and resulted in a low clearance capacity.
-
The support canopy was fixed and could not provide a positive compressive force against the top coal.
The breakthrough during the 1990s was the development of a twin conveyors system with a rear AFC located behind the support base (Fig. 4), which has the following merits over the previous two designs:
-
no fine coal is jammed between flight bars as s the rear AFC sits on the seam floor,
-
swing up and down provision allowing sizeable top coal blocks to cave down, the swingable canopy also provides a compressive force against the top coal and results in better coal fracturing, and
-
less dust generation due to the low height of the support.
The basic difference between SPL and LTCC mining methods are depicted in Figs. 3 and 4.

Illustrative sketch of conventional Longwall method

Illustrative sketch of Longwall top coal caving method
The chief advantages of LTCC over the Multi-Slice Longwall (MSL) method are (i) reduced production cost and time, (ii) less equipment, with one more AFC behind powered supports are enough to obtain more coal, (iii) the reduced number of face transfers, and (iv) parallelization of both cutting and caving, which benefits production and productivity (Zhongming 2001; cited by Vakili 2009). Only one set of main headings are enough for LTCC development, whereas multiple gate roads are necessary for the Multi-Slice Longwall (MSL) method.
The main advantage of LTCC over High Reach Single Pass Longwall mining (HRSPL) is the operational cost to drive gate roads per tonne of longwall coal recovered during extraction is significantly reduced. The recovery of the coal reserves is high in the case of HRSPL when compared to the LTCC method. In High Reach Single Pass Longwall mining (HRSPL), the present maximum cutting height is 7 m (Wang 2011; [19]) and commonly extracts efficiently, seam below six thicknesses. Face stability, handling of heavy and more oversized equipment, spontaneous heating, and gas emissions are the problems associated with increased height in HRSPL. Hence, LTCC with lower cutting height improves face stability and top coal removal and controls spontaneous combustion, enhancing overall safety compared with HRSPL.
The LTCC method is not feasible for every thick seam. Khanal et al. [12] recommended that the proposed area’s comprehensive Geological reports database be studied thoroughly before planning for LTCC. The critical geomining conditions applicable to top caving mining (Hebblewhite and Cai 2004, Dao 2010) are presented here:
-
(i)
Coal Seam Reserve Condition: The stable coal seam reserve of thickness between 5–10 m, inclination 0–15°, Protodyaknov coefficient of coal, f = 3 (Uniaxial compressive Strength preferably 10–25 MPa). Discontinuities in coal seams have different effects on top coal caving. In the case of the soft and highly jointed coal seam, there is a possibility of risk of formation of roof cavity and pause the entire extraction system; on the other hand, stiff and less jointed top coal caves beyond the rear canopy in the goaf that too in the form of larger blocks affecting the LTCC production.
-
(ii)
Nature of Roof and Floor: An ideal condition for the LTCC is the immediate roof that caves down with the face advance. In contrast, in the case of overhanging goaf, there is every possibility of risk of air-blasts and further support failures. The immediate roof shall collapse down so that the filling height should be equal to the height of shearer cutting. The floor lithology should be strong.
-
(iii)
Caving characteristics of top coal: The top coal cavability and fragmentation depend on the peak front abutment pressures and horizontal stress component. The horizontal stress component is manifested in cutter roof failure and restricts the load transfer from upper strata to lower strata. However, the effect of the same will be nullified once the first top coal caving takes place.
-
(iv)
Geological Structure: The geological structure should preferably be without considerable coal seam fluctuation or folds or faults of big throw and free of igneous intrusions. There should not be any hard stone layers of more than 300 mm in thickness in top coal.
-
(v)
Other significant parameters:
-
i.
The expected life of the mine for LTCC working,
-
ii.
Longwall Face Reserve: Normally, the top caving face length is 150–350 m; the panel length is 1000–3000 m, panel reserve is preferably 1–20 million tons.
-
iii.
Status of the financial health of the mine,
-
iv.
database of comprehensive Geological reports of the mine area [12],
-
v.
Mechanization Culture and machinery and equipment available at the mine for standard longwall extraction,
-
vi.
Danger due to inundation: All the precautions against the danger of inundation shall be risk assessed standard code of safe operating procedures, and trigger response action plans shall be formulated.
-
vii.
The danger of spontaneous heating & fires: Besides accelerating the advancing speed of the longwall face to complete within the incubation period of the seam, all other standard measures, including correct ventilation by pressure-balancing, goaf inertisation by nitrogen flushing Etc., should be planned to prevent any risk of spontaneous heating and fires.
-
i.
2 Geotechnical Principles of LTCC
The LTCC terminology includes “top coal,” “immediate roof,” and “main roof” strata which can be are defined in the following manner (Peng 2008, Vakili 2009):
-
i.
The “Top coal” is the upper portion of a coal seam over the extraction horizon and below the immediate strong strata. The top coal is not mined by shearer but caves under gravity with the progress of panel behind powered supports on a rear armored chain conveyor.
-
ii.
The “Immediate roof” is the layer of band overlying the top coal. The Immediate roof may fail and cave either instantly or after the advance of powered support.
-
iii.
The main roof is the strata above the immediate roof but beneath the fractured Zone. The primary roof strata can fail; this main roof has an essential role in longwall working and power support capacity determination. Because the main roof does typically not cave and specific length overhangs, and it can still transmit the horizontal force. The mapping of these terms in the site is vital to analyse the face conditions.
Stress distribution in LTCC: As far as the bottom extraction part of the coal seam is concerned, the LTCC mechanism generally matches the conventional Longwall caving mechanism.
Xie et al. [5] studied the LTCC mechanism on a 7.5 m thick and nearly flat coal seam in China. Using numerical modeling techniques, the researcher studied the direction and magnitude of the major and minor horizontal principal stresses. It was observed that the peak front abutment pressure acts about 6 m ahead of the face.
The abutment pressures extend up to a distance of 40 m ahead of the face. In this case study, the horizontal stress was double the vertical stress. Yasitli and Unver [22] conducted FLAC3D numerical modeling studies of LTCC panel on Omerler underground mine, Turkey. The coal seam was about 8.0 m thick, inclined at a slope of 10°, and the depth was 240 m. The shearer cut the bottom 2.8 m of the coal seam, and the rest of the 5.2 m is recovered from the top coal caving. Under these conditions, it was observed that the peak front abutment pressure was acting at a distance of 7 m from the face, which finally reduced to a normal stress field after 70 m ahead. The effect of the shield and spatial shape of the drawing body was not considered in most studies.
3 Top Coal Caving Mechanism
3.1 Top Coal Failure and Fracturing Process
The process of failure of top coal by its fracturing and development of cracks in the top coal is the most critical criteria in the success of the LTCC system. Zhongming et al. 1999 observed that the top coal fracturing is basically due to the abutment stresses and depends on the strength of the coal. The same was corroborated by other researchers (Humphries and Poulsen 2008). The shear failure and tensile cracking cause the failure and fracturing of the top coal. The cracking and fracturing process initiates when peak front abutment stresses are generated due to the extraction process. Under the influence of these stresses, the top coal undergoes horizontal dilation. Because it is the top coal is subjected to the vertical load without proper confinement in the horizontal direction (Fig. 5). The subsequent stage is caving the fractured top coal and falling along with the rear canopy onto the rear AFC by gravity.

Conceptual model of Longwall top coal caving
Humphries and Poulsen 2008 observed that poor fracturing created formations with larger blocks from the top coal. The poor fracturing leads to poor recovery and creates practical problems of blockage of the conveyor. Excess fracturing leads to issues of support and strata management. The degree of fracturing can be estimated by simulation through numerical modeling techniques. Humphries et al. 2006, Humphries and Poulsen 2008, Wang et al. 2014 advocated that the top coal fracturing process can be divided into four phases/zones as shown in Fig. 6.

The top coal fracturing process in four phases/zones (Humphries et al. 2006)
Zone-I is the deformation zone that is located ahead of the peak front abutment stress. In this Zone, coal deformation is primarily elastic.
Zone-II is the compression fracturing zone which is located in between the face line and the peak front abutment stress. Zone -II is the high-stress concentrated Zone where fracturing and fragmentation of the top coal occurs. It is observed that this Zone extends up to a distance of 15 m from the face line. In this Zone, high vertical stress without or with the least horizontal confinements results in the top coal’s horizontal dilation.
Zone-III is the loosening zone that is located precisely above the support canopy. As the face retreats, the cycles of loading and unloading repeatedly lead the top coal to break. In this Zone, vertical displacement is more significant than horizontal displacement, particularly in the upper top coal.
Zone-IV or Caving zone: This Zone is located at the rear of the canopy of the face supports. Coal in the bottom portion of this Zone is broken into small blocks and quickly drawn. The upper top coal is often compressed into an arch and is drawn by articulating the rear caving door or advancing the supports. Small blocks in the lower part of the Caving zone (i.e., Zone-IV1) are straightforwardly dealt with by a rear armored chain conveyor. However, the top part of the Zone (i.e., Zone-IV2) is collected into the rear armored chain conveyor by moving the articulated rear canopy (Humphries et al. 2006; Humphries and Poulsen 2008; Wang et al. 2014).
3.2 The Caving Process
As illustrated by Humphries et al. 2006, the top coal is fractured due to the vertical front abutment pressures. Further, it is loosened by the mining cycles. With the advancing of the support, the lower restraint to the top coal is removed. Hence, the broken top coal falls directly onto the rear armored flexible conveyor. The top coal will cave on the rear side of the canopy at a certain angle above the supports called the caving angle. The caving angle is dependent on the strength of top coal. Hard coals are observed to cave comparatively at an angle of 40 to 70°, whereas soft coals have an angle of caving up to 100 to 110°, as shown in Fig. 7.

Caving angle in LTCC (Humphries and Poulsen 2008)
All the above concepts arrived due to observations of Chinese LTCC panels in the last two decades. The in-situ stress environment of the site, abutment stresses induced during extraction, the strength of the top coal, cavability of roof rocks were extensively studied in China. The studies were based on physical modeling as well as numerical modeling techniques.
The combined effect of the abutment stresses induced during extraction, cavability of roof rocks, and chock movement should exceed the top coal’s strength. Under this condition, fresh fractures are induced, and the natural fractures of bedding planes and cleats further lose the entire top coal thickness and allow reasonable caving. However, the size of caving fragments of top coals dictates the recovery. Maximum recovery of top coal is achieved when the percentage of caved top coal fragments is conveniently evacuated by the rear conveyor and not lost in goaf. In a highly jointed rock mass such as coal measure rock, there is an assumption that the roof rock caving is mainly controlled by discontinuities (Vakili 2009; Dao 2010). Vakili (2009) advocated four concepts by which the caving is shown in Fig. 8.

Conceptual caving models. a Bulking factor model; b vertical discontinuities; c horizontal discontinuities; d combined horizontal-vertical discontinuities (after Vakili 2009)
4 Main Technical Issue of Top-Coal Caving
As per the experiences, coal of moderate strengths is suitable for LTCC.
4.1 Hard-Top Coal Management
In the LTCC method, a significant problem arises with the cavability and fragmentation of the top coal due to higher coal strengths. Coals that do not yield properly may even lead to the problems of air blast and spontaneous heating. Thus, the solution is softening the top coal. The obvious question is in what way the hard-top coal can be made soft. Methods like high-pressure water injection in coal seams and deep-hole blasting could not result from desired results. Chinese research on the subject resulted in three methods, namely, Pre-blasting, Hydraulic Fracturing, and vibration.
-
i.
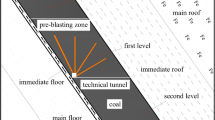
Pre-blasting: At the Omerler underground mine in Turkey, though 1.5 m thick bottom part of the top coal was caved correctly, the top part problems arose with the rest 3.5 m top coal caving process. In another case, pre-blasting was necessitated at the Xinzhouyao Coal Mine in north China to improve maximum coal recovery [20]. Pre-blasting in 3.5 m of the coal seam was recommended to attain proper top coal caving. The case was analyzed through numerical modeling by FLAC3D software Itasca (Unver and Yasitli 2006, [22]).
-
ii.
Hydraulic Fracturing: Huang et al. 2015 reported that a standard and safe production was achieved by applying hydraulic fracturing with 20 MPa pressure. The study on this subject is ongoing.
-
iii.
Vibration Technology: The immediate lower part of top coal flows correctly, but the problem is with the middle and top parts of the top coal. The middle and top parts of the top coal form a stable arch with larger blocks and get locked, creating caving and flowing. It was stimulated by numerical modeling that these blocks can be unlocked by creating horizontal vibration forces, making the arch unstable. For this, a mechanism of producing low frequency and high-power vibrations is made on the top of shield support, as shown in Fig. 9. These vibrations reduce that top coal’s cohesion and friction angle, thereby breaking the stable arch formation. With the aid of a vibration mechanism, in the Wang Zhuang mine, Lu’an Coal Industry Company, the recovery ratio of top coal was stated to be increased by 3%.
Fig. 9 
Vibration system provided on the shield (Xie et al. 2006 cited by Alireza Jabinpour et al.)

4.2 Inflammable Gas Emission and Outburst
The total methane emission in LTCC is higher than other methods due to its higher production from the entire thickness of the coal seam. Further, the cracked Zone in the roof rocks is higher, leading to gas migration from the adjacent seams. Jian Wu et al. 1999 classified the LTCC face into four parts, namely A, B, C, and D, based on the presence of inflammable gas and methane, as shown in Fig. 10.

Methane distribution in the face (after Wu et al. [8])
In Zone A, the lowest methane concentrations can be observed at the face due to higher (about 70%) ventilating air quantity. All the methane emissions from the goaf and caving coal have to pass through Zone C. The air velocities are smaller in this Zone, so a high methane concentration is observed. As such, the methane concentrations in the Zone are observed in zones A and C. The rear side of the support is zone D, where higher methane concentrations are found. However, all the gas from this Zone flows into the face area.
The gas problems are dealt with in the following ways:
-
i.
Gas Drainage: Methane drainage is an invariable precaution to prevent firedamp explosions. Methane drainage results in the reduction of original gassiness. Gas drainage can be done in four stages: pre-drainage, gas drainage during mining, and gob gas drainage.
-
ii.
Proper ventilation design: In China, the mines are primarily gassy. Since 1992, the E form of ventilation system (Fig. 11) has been effectively used. This system includes one additional heading to the U form. A heading called a gas drain is driven at the top of the coal seam. No person or equipment is deployed or allowed in this heading. The leakage air in goaf and above the power supports is drained from this heading.
Fig. 11 
E type ventilation system

4.3 Spontaneous Heating/Fire
Since a certain amount of caved top coal is invariably left in the goaf, the risk of spontaneous heating is omnipotent in LTCC. Jian Wu, Yueping Qin, and Minghua Zhai presented vide their paper on “Mining Safety of Longwall Top-coal Caving in China” during the 8th US Mine Ventilation Symposium, to be held on June 14–17, 1999, on the campus of the University of Missouri-Rolla stated that the experiences in the LTCC mines led to the following preventive measures:
-
i.
Fast rate of extraction: The goaf of the LTCC panel can be categorized into three zones of susceptibility for spontaneous heating/fire, namely, spontaneous combustion: cooling zone, oxidation, and asphyxia zone. The oxidation zone shall always be kept minimum. The rate of longwall face retreat shall be improved to keep the oxidation zone to the minimum; thereby, the risk of spontaneous heating/fire can be eliminated. Further, the extraction shall be completed within the incubation period.
-
ii.
Goaf area with Nitrogen gas leads to oxygen deprivation in the area. The Nitrogen gas is injected into the goaf area through pipeline arrangement.
-
iii.
Injection of mud slurry in the goaf is one of China’s most commonly adopted methods to prevent spontaneous combustion.
-
iv.
Reinforcement the roof and sides of the gateroads to fill up the cracks and prevent air leakage into the sides.
-
v.
Pressure balancing: Maintaining the pressure difference between the LTCC face and goaf areas to keep their pressures minimum. This measure prevents entry of methane from goaf into the working area and air leakage into goaf.
4.4 Respirable Dust
Heavy dust concentrations in the LTCC workings is a significant issue, which causes the Coal Miner’s Pneumoconiosis, a lung affecting disease. Dust issues are more prevalent among LTCC mines, and the major sources are:
-
(i)
intake roadways,
-
(ii)
coal discharge points at (a) the BSL to belt conveyor in the main gate, (b) crusher, and (c) front/rear AFC transfer point,
-
(iii)
coal caving, (iv) chock movement, (v) shearer drum cutting, and
-
(iv)
coal spalling ahead of the leading drum of the shearer.
An LTCC system needs stringent coal dust prevention measures. The following methods have been adopted for dust control [8] at LTCC faces:
-
i.
Replacement of high caving gate supports with the low caving gate supports.
-
ii.
Water-cloud dust control should be improved. Sprayers are positioned beneath the front canopy to contain the dust generated by the shearer drum. Sprinklers are fitted on the gob shield, which sprays automatically as the support or top-coal moves. Further, to improve the dust control effect, a wetting ingredient is sometimes dissolved in water. In China, preliminary injection inseam is commonly employed.
-
iii.
Wet collecting net system: Chen et al. [3] conducted research and developed a wet collecting net system. The curtain, which can encompass the full cross-section of the critical dust-prevention regions via flexible adjustments, shall enclose the entire cross-section of the critical dust-prevention regions via flexible adjustments. According to them, this device had a dust removal efficiency of 69.6%.
4.5 Summary of Risks Associated With the LTCC Method
See Table 1.
5 Implementation of LTCC in China, Australia, Vietnam, and Turkey
LTCC Face No. 8603 of Yangquan coal mine was the first successful in achieving an output of 140,000 tonnes per month in 1990 with a recovery ratio at the working face of over 80% (Jian et al. 1999).
-
5.1.
The LTCC method was first introduced in China in 1982 and then advanced swiftly over the next two decades. Currently, production from the LTCC method accounts for nearly 10% of China’s underground production (Tien 1998).
-
5.2.
After five years of applying the LTCC method to extract the 5.6–6.5 m thick coal seams with a gradient of 3–80 in Dontan mine, Yazhou coalfield, the maximum monthly output increased from 151,786 tonnes in 1994 to 501,068 tonnes in 1999, and annual productivity increased from 2,821 tonnes to 14,306 tonnes per man. The maximum annual production of a face has reached 5.1 million tonnes per year (Yingdi et al. 1999).
-
5.3.
Now, the LTCC method is being extended to implement in more difficult geo-mining conditions like soft, weak roof/floor, hard and strong roof/coal seam, steep, ultra-thick, gaseous, seams prone to spontaneous heating.
-
i.
LTCC is working with soft and weak roof/ seam/floor conditions in about eleven Nos. of mines in China, namely Lu’an Wuyang, Lu’an Tunliu, Datong Tongxin, Quandian, Yankuang Nantun, Pingzhuan Gushan, Luling, Xinji No. 1, Zhuxian, Xinyao, Shitanjing Wulan.
-
ii.
At the same time, Hard and strong roof/seam conditions were also negotiated while working LTCC in about eleven Nos. of mines in China, namely Meiyukou, Xinzhouyao, Mahuangliang, Dafosi, Jinyuan Honghui No. 1, Taixi Baijigou.
-
iii.
Steeply dipping & Ultra-thick seams are extracted in about eight mines in China, namely Luweihu, Liudaowan, Dahonggou, Jianguo, Wangjiashan, Yaojie, Adaohai, Huating.
-
iv.
Soft & Marginally Thick seams are worked in three mines in China, namely Xishan Chengzhendi, Renlou, Huainan Mines, Pingdingshan No. 12, Handan Yunheling. Gassy seams at Lu’an Tunliu, Tingnan, Dafosi, Laohutai, Baijigou, Gengcun, and Qingqiu are also worked by LTCC.
-
v.
Further, it is to note that eight mines having coal seams prone to spontaneous heating at Dayan No. 2, Ciyaopu No. 2, Qingshuiying, Daxing, Zhuxianzhuang, Qianqiu, Yimei, Changchun are worked successfully by this method.
-
i.
-
5.4.
After China, the LTCC method was subsequently successfully applied in Australia, Vietnam, Turkey. Feasibility studies were conducted in India by CSIRO, Australia.
Some of the important LTCC working mines are briefed in Table 2.
6 Indian Geomining conditions Vis-a-Vis Global Experiences
Thick seams are nearly 40% of proven Indian coal reserves. Thickness varies from 4.5 to 15 m normally. The coals are stronger, with UCS ranging from 25–50 MPa. The thickness of some of the thick seams and their strength (UCS) is shown in Fig. 10 (Figs. 12 and 13).

Seam thickness and strength (UCS) of Indian thick coal seams (discluding GVCF)

Thickness and strength (UCS in MPa) of GVCF thick coal seams
The thickness of the top coal is a critical factor that may influence the caving performance of the top coal. Usually, thinner top coal will cave right behind the support. Therefore a better recovery rate is expected. With thicker top coal, caving at early stages may not be as good as for thinner top coal due to the delay in caving the upper layers of the top coal. However, as the face advance distance increases, the top coal caving performance will improve. In practice, however, the overall impact will be minimal if operational measures are taken to improve the top coal caving performance and recovery rate. Another effect of the thickness of the top coal is that with the same caving angle, as the top coal gets thicker, in some cases, the upper portion of top coal will cave to the floor at distances too far away to be reached from the longwall face (Dao). Hard coals are observed to cave comparatively at an angle of 40 to 70°, whereas soft coals have an angle of caving up to 100 to 110°. Hence, suitable parametric studies on the effect of cutting/caving thickness ratio, the strength of coal, and discontinuities are to be carried out to assess top coal caving feasibility.
The earlier failures of several prestigious Indian longwall projects are attributed to the strong massive main roof, which is a prevalent phenomenon in Indian geo-mining conditions. While planning for LTCC, appropriate support capacity and induced caving of main roofs shall be studied.
Most Indian coal mines are of degree I or II in gassiness as defined by the Coal Mines Regulations, 2017. Hence, the methodology for dealing with inflammable gases becomes an invariable part of the mining plan for LTCC.
The authors of this paper [2] have conducted studies on top coal caving feasibility for Indian geo-mining conditions. The study revealed the following: The discontinuities of top coal mass (value of the CMRI-ISM RMR) has a major direct relationship (R2 = 1) on the FTCD followed by strength of coal (UCS) (R2 = 0.978) and the top coal thickness (R2 = 0.988). When the CMRI-ISM RMR, the coal (UCS) strength, and the top coal thickness are higher, the top coal caveability is poorer. However, as the working depth (R2 = 0.85) and cutting height (R2 = 0.6) increase, the FTCD decreases, and top coal caving improves.
The simulated FTCD values are used to develop an empirical equation,
FTCD (m) = −1.726 – 0.5039 EH + 1.498 TC + 0.0915 CMRI-ISM RMR + 0.09257 UCS-0.007519H by statistical analysis.
The FTCD index helps in the preliminary assessment of LTCC feasibility. The parameters of the FTCD index calculation involve the most commonly available data of the Indian coal mines and do not require any complex geotechnical investigations.
7 Discussion and Conclusion
The problems are many and varied, and no one technique can be of universal application. Importing technology proved elsewhere is a simple solution. However, it requires a comprehensive study of the method and effective analysis of the modifications to be incorporated to suit it for the site-specific geo-mining conditions.
This paper presents a brief and thorough review of all aspects of LTCC with global experiences. The review presents us with ample opportunity to examine the applicability of the LTCC method in India. The LTCC method has proven advantageous over the multi-slice longwall method and other thick seam underground mining methods, including High reach Single Pass Longwall mining (HRSP). The lower height of the face in LTCC facilitates comparatively low-cost equipment and offers better face conditions. Moreover, LTCC can be conveniently and economically deployed in thick seams with comparatively less human resources.
8 Recommendations
In the last 30 years, thick coal seam top coal caving has developed very quickly in China, improving efficiency with economics. Indian has extensive underground thick coal reserves of 5–12 m thick suitable for the application of LTCC. There is considerable experience from LTCC mining under various geo-mining conditions of China, Australia, and Vietnam. As per the International Cooperation Annual Report 2017-18 of the Ministry of Coal, Government of India, action for collaboration has been initiated by CIL with CSIRO in Longwall Top Coal Caving (LTCC). The recent decision of the Government of India for 100% foreign direct investment (FDI) in coal mining can be a booster for attracting highly mechanized underground mining methods like LTCC.
References
Jabinpour A, Bafghi AY, Gholamnejad J (2016) Vibration in longwall top coal caving method. Int Acad J Sci Eng 3(2):102–109. ISSN 2454-3896 102. www.iaiest.com
Balasubrahmanyam N, Budi G (2021) Techno-economic feasibility of the longwall top coal caving method based on the FTCD index: a parametric case study in India. Energies 14:6115. https://doi.org/10.3390/en14196115
Chen D, Nie W, Cai P, Liu Z (2018) The diffusion of dust in a fully-mechanized mining face with a mining height of 7 m and the application of wet dust-collecting nets. J Clean Prod 205:463–476
Si G, Jamnikar S, Lazar J, Shi J-Q, Durucan S, Korre A, Zavšek S (2015) Monitoring and modeling of gas dynamics in multi-level longwall top coal caving of ultra-thick coal seams, part I: borehole measurements and a conceptual model for gas emission zones. Int J Coal Geol
Xie H, Chen Z, Wang J (1999) Three-dimensional numerical analysis of deformation and failure during top coal caving. Int J Rock Mech Mining Sci 36
Wang J, Zhang J, Song Z, Li Z (2015) Three-dimensional experimental study of loose top-coal drawing law for longwall top coal caving mining technology. J Rock Mech Geotech Eng 7:318–326
Wang J, Wang Z, Li Y (2020) Longwall top coal caving mechanisms in the fractured thick coal seam. Int J Geomech 20:06020017
Wu J, Qin Y, Zhai M (1999) Mining safety of longwall top-coal caving in China. In: The 8th US mine ventilation symposium
Wang J, Yu B, Kang H, Wang G, Mao D, Liang Y, Jiang P (2015) Key technologies and equipment for a fully mechanized top-coal caving operation with a large mining height at ultra-thick coal seams. Int J Coal Sci Technol (2015, Publication)
Wang J (2016) Demonstration project of safe and efficient mining operations in extra-thick coal seam. Front Eng Manage 3:264–274
Rakesh K, Kumar SA, Kumar MA, Rajendra S (2015) Underground mining of thick coal seams. Int J Mining Sci Technol 25:885–896
Khanal M, Adhikary D, Balusu R (2015) Prefeasibility study—geotechnical studies for introducing longwall top coal caving in Indian mines. J Min Sci 50:719–732
Khanal M, Adhikary D, Balusu R (2011) Evaluation of mine scale longwall top coal caving parameters using continuum analysis. Min Sci Technol (China) 21:787–796
Özfırat M, Şimşir F, Gonen A (2005) A brief comparison of longwall methods used at mining of thick coal seams. In: Proceedings of the 19th international mining congress and fair of Turkey (IMCET), Izmir, Turkey
Ren T, Wang Z, Zhang J (2018) Improved dust management at a longwall top coal caving (LTCC) face – a CFD modeling approach. Adv Powder Technol 29:2368–2379
Tu S, Yuan Y, Yang Z, Ma X, Wu Q. Research situation and the prospect of fully mechanized mining technology in thick coal seams in China. In: The 6th international conference on mining science & technology
Klishin VI (2019) Innovative technologies for thick coal seam mining based on powered roof support with controlled coal discharge. In: IOP conference series: earth and environmental science
Wang J, Yu B, Kang H, Wang G, Mao D, Liang Y, Jiang P (2015) Key technologies and equipment for a fully mechanized top-coal caving operation with a large mining height at ultra-thick coal seams. Int J Coal Sci Technol 2(2):97–161
Wang J, Yang S, Li Y, Wei L, Liu H (2014) Caving mechanisms of loose top-coal in longwall top coal caving mining method. Int J Rock Mech Mining Sci 71:160–170
Xie H, Chen Z, Wang J (1999) Three-dimensional numerical analysis of deformation and failure during top coal caving. Int J Rock Mech Min Sci 36(5):651–658
Zhao Y, Xie Y, Guo J, Huo L (2008) The technical principle of top-coal caving with vibration and its practice. Chinese J Rock Mech Eng 27(1):187–192. Yanshilixue Yu Gongcheng Xuebao
Yasitli N, Unver B (2005) 3D numerical modeling of longwall mining with top- coal caving. Int J Rock Mech Min Sci 42(2):219–235
Yuan Y, Tu S, Zhang X, Li B (2015) Dynamic effect and control of key strata break of immediate roof in fully mechanized mining with large mining height. Shock Vibr 2015
Li Z, Xu J, Yu S, Ju J, Xu J (2018) Mechanism and prevention of a chock support failure in the longwall top-coal caving faces: a case study in Datong Coalfield, China. Energies 11
Zhang Z, Wang J, Wei W, Chen Y, Song Z (2018) Experimental and numerical investigation on coal drawing from the thick, steep seam with longwall top coal caving mining. Arab J Geosci 11:1–19
Acknowledgements
The views expressed in this paper are those of the authors and not necessarily that of the Directorate General of Mines Safety and also express their sincere gratitude to all those who helped directly or indirectly in preparing this manuscript. The analysis and work reported in this paper form part of the Ph.D. work of the first author.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Balasubrahmanyam, N., Budi, G. (2022). Critical Aspects of Longwall Top Coal Caving Method for Application in Indian Geomining Conditions. In: Verma, A.K., et al. Proceedings of Geotechnical Challenges in Mining, Tunneling and Underground Infrastructures. ICGMTU 2021. Lecture Notes in Civil Engineering, vol 228. Springer, Singapore. https://doi.org/10.1007/978-981-16-9770-8_4
Download citation
DOI: https://doi.org/10.1007/978-981-16-9770-8_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9769-2
Online ISBN: 978-981-16-9770-8
eBook Packages: EngineeringEngineering (R0)