
Abstract
With the advancement in the building industry, the construction rate of concrete structures is increasing which directly impacts the increasing demand of the production and usage of concrete. One of the main points to be noted that concrete uses a lot of naturally available resources; making it as a non–eco-friendly material. Thus, the ingredients of the concrete should be such that they do not cause any harm to the environment, by partially replacing the main ingredients with the industry by–waste products so as to make it a “sustainable” concrete. This study focuses on the partially replacement of fine aggregates, coarse aggregates and cement with GGBS, recycled concrete aggregates and fly ash, respectively, with different proportions so as to determine the effect on its mechanical strength properties. The percentage replacement is obtained by considering Taguchi’s Approach, which uses a set of orthogonal arrays to determine the different trial mixes for the determination of the strength of “sustainable concrete” with varying proportions of fly ash (FA), GGBS and recycled concrete aggregates. The strength in compression, tension and flexure of sustainable concrete is measured, depicting that by partially replacing the main ingredients of the concrete, the mechanical strength is almost increased by nearly 75, 60 and 35% at 7 days and 40, 60 and 30% at 28 days, respectively, in compression, tension and flexure. The results than traditional concrete mix, and thus making the by—products more useful and environment a bit safer.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Concrete is known to be as a construction material, used extensively; manufactured by blending its basic ingredients of fine aggregates, coarse aggregates, cement and water. These constituents are added either in a desired pre-fixed proportion or one has to determine if the mix has to be prepared for the high-grade concrete. When all these constituents are mixed, they allowed to set and cure so as to make a hard–solid mass material, called concrete. The hard-solid mass like structure of concrete is due to the chemical reaction and heat produced during the process of mixing of constituents, between the cement, aggregates and water. Since this reaction continues for a lengthier period, the concrete mix gain its strength with age. Therefore, concrete is considered to be a composite material where the finer particles tend to fill the voids of the coarser particles to acquire strength, thus cement filled the voids of fine aggregates (or sand) and fine aggregates filled the voids of coarser aggregates. The cement–water paste which is formed during the process of mixing, also fill the voids of aggregates, in addition to coat the coarse aggregates and fine aggregates, binding the coarse and fine aggregates together and thus, making a compact concrete mass in which the aggregates are fixed together in a dense form. Thereby, it is well understood that the strength of the concrete mix directly depends on its constituents, and their respective physical, chemical and mechanical properties. As the technology advances, researches showed that properties of the concrete mix can be improved by the addition of some special constituents. Taking the example of FRC, in which different types of fibers are added to the concrete mix to enhance its properties, as the fibers restrict the cracks which are present in the concrete mix at micro-level, resulting in greater strength, durability and stiffness. Since the fibers are added as a reinforcement, the resulting concrete is called fiber-reinforced concrete. If the constituents of the concrete mix are replaced by some industrial by-products that concrete mix is considered as a green concrete or sustainable concrete. In sustainable concrete, one or all the constituents of the concrete mix is replaced by the waste products from the industry, so that the consumption of basic constituents of the concrete is less and the waste product can be used effectively. Some of the notable advantages of the green concrete are of using a great part of the recycled aggregates, as they may be environmental harmful if not employed correctly, which in turn, makes the structure more durable and low requirements in terms of maintenance.
For the purpose of the modification of the properties of concrete in a better way, constituents of concrete mix are replaced partially, which are available in the market as by-products or waste products. The by-products which are available for the replacement of cement, exhibit an important property through which they can pay the role of cement clinker, without negotiating the cement role in the construction industry. Moreover, such by-products minimize the process of clinker production, which in turn have an advantage over the conventional cement, in saving raw materials, fuel and emission. The examples of the by-products available into the market as a partial replacement are “silica fumes, GGBS, RHA, FA, Sugarcane Bagasse, Wood Sawdust and many more.” Similarly, for fine aggregates (sand), the partially replaced materials are majorly derived from the industrial waste, and thus, they are considered to be as a great concern since they are considered to be hazardous for the human health and eco-system. As a result, these waste products are effectively utilized and incorporated. Crumb rubber, Quarry dust, Copper Slag, FA, RHA are some of the considerable replaced materials for sand. Also, since as the rate of construction is increasing, rate of demolition of old structures is also increasing, thereby the finer demolished waste can also be used as a better replacement for sand in terms of strength, stiffness and durability. But, while considering partial replacement of coarse aggregates is considered, there is no such proper replacement for them is found out. Commonly used partial replaced materials for traditional coarse aggregates are recycled aggregates, recycled concrete aggregates, coconut shells, tile waters, marble wastes, high-density polymers and crushed rubber. In this study, the cement, fine aggregates and coarse aggregates are partially replaced by FA, GGBS and recycled concrete aggregates in different proportions in different concrete mix samples by considering Taguchi’s Approach and then, the comments be made on which combination of the by-products is going to prove the optimum for obtaining the better mechanical strength of the concrete sample.
2 Literature Review
The study conducted by Kurda et al. [1] showed, while considering the proportion of fly ash upto 45%, concrete shows an interesting result in the strength in compression with FA at 90 days is same for 28 days. Contrary, as the proportion levels increased, the result doesn’t show positive response. Thus, this study suggests that the strength class of a FA concrete should be decided based on the age of 90 days instead of 28 days. For the incorporation of FA above 36%, RCA concrete with great ion penetration rate and low permeability is obtained. With the addition of RCA into the concrete mix, the same experienced the phenomenon of shrinkage, which doesn’t observe when FA was added to the concrete mix.
The durability of recycled aggregate concrete is mainly estimated by RA-blended adhered mortar. Guo et al. [2] observed that the inclusion of RA with a fly ash or blast furnace slag coating improves the pore structure of RA and, also can react with existing calcium hydroxide to produce additional secondary C–S–H products to strengthen the layer. Improved recycled aggregates with carbon dioxide may also react with hydration products to produce calcium carbonate for the strengthening of the micro-pore structure. Therefore, it had been concluded that for producing more durable concrete, it is recommended to use pozzolanic materials and treatment with carbon dioxide, prior to be used in concrete. Based on his study, Siavash Mahvash et al. [3] concluded that (1) Finer FA gives better strength than the corresponding activated coarser FA, (2) The gain in strength depends upon the curing time of the concrete mix and (3) Class F FA samples gained strength 3 times more than the sample of Class C FA. Also, he concluded that if the cement-based binders are used, the mechanical strength of the concrete is increased and having a better consistency.
In his study, Saha [4] focused the effect of FA on the various characteristics of the concrete, followed by the conclusions: (1) By adding class F fly ash, the compressive strength of the concrete mix after 28 days of curing was lesser and decreased sharply with the addition of FA content, (2) The addition of FA decreased the hydration rate, thus results in the drying shrinkage of FA concrete, (3) The FA-induced concrete has less-chloride permeability at 28 and 180 days of curing. This concept was attributed to the low inter-connecting voids and alkali binding associated with FA concrete and 5. The density of binder matrix has been improved by the inclusion of FA with the pozzolanic reaction.
Li et al. [5] noted that the large-sized coarse aggregates (LRCA) were used as a partial replacement. The experimental study focused the effect of LRCA on the various properties of the concrete, having following findings: (1) The LRCA bond was good. While performing the prism compressive test, a good amount of LRCA got fractured at cracking surface. The same was observed, while determining the tensile strength, (2) The difference in the magnitude of strength in compression for LRCA—induced concrete and normal concrete was marginal. The compressive strength in increased by 40 percent when incorporate with LRCA as compared to normal mix, (3) While considering the ratio of compressive strength in axial direction to experimental cube magnitudes, the value drops by 12%, and 4. While determining the split tensile strength, the error of less than 10% was observed, while comparing the magnitude of tensile strength, mathematically and experimentally.
On the basis of his studies, Hefni et al. [6] concluded that: (1) Addition of FA as fractional replacement of cement declines the strength of mix at initial ages. A noticeable upgradation was noted between 60 to 180 days, (2) The addition of FA majorly boosted strength of concrete in all dimensions after getting exposure of the elevated temperatures, (3) Aqueous sodium silicate activator was found out to be a great activating agent for enhancing strength in compression, split tensile and flexural and 4. Stimulation of FA has a significant consequence on the concrete mix during initial investigation.
Manjunath et al. [7], the workability of mortar and the setting time of fly ash are inspected with the substitutions. 50 and 25% of cement (C) are replaced with FA; and 100, 75, 50 and 25% of Sand (S) by GGBS. In this investigation, they concluded that with an increase in FA, consistency and setting time (both initial and final) got increased, and effectively using of CaCl2 decreases setting time of pastes.
An attempt is made by Vivek [8] to investigate characteristics of geo-polymer concrete with low Ca-FA, getting replaced by 5 varying proportions of slag. Na2Si03 (105 kg/m3) and NaOH-8M mixture were employed as alkaline solution. They concluded that the magnitude of water absorption is less and compressive strength of around 75% can be achieved in just initial 4.5 setting hours.
“Basil Johny et al. [9] investigated the characteristics of sustainable concrete with replacement of RCA and slag. GGBS was replaced for 60, 50 and 40% with cement and optimal fraction was observed. For the mixes prepared by replacing 50% cement with slag and 50% coarse aggregate, it satisfies the strength criteria required for an M30 mix. Berndt [10] noted the properties of sustainable concrete containing fly ash, slag and recycled concrete aggregates by replacing cement by a percentage of fly ash or slag and natural aggregates by recycled concrete aggregates. The mixes containing 50% slag gave best overall performance.”
Shakir Ahmed et al. [11] observed the strength of concrete with percentage replacement in natural coarse aggregate with recycled concrete aggregate for M20 mix concrete. The strength of concrete decreases as the percentage of RCA increases. Dixit et al. [12] did an experimental research on the effect of the partial replacement of cement, fine aggregates and coarse aggregates with GGBS, fly Ash and recycled aggregates, depicting an increase in strength of the concrete samples in both tension and compression. The strength with the partial replacement is increased by 60% in compression and 75% in tension.
3 Concrete and Its Components
3.1 Cement
The most important component which is required in the production of concrete is cement. The cement generally consists of oxides of several metal such as calcium, silicon, etc., which has their own functions toward the properties of the cement. The following table depicts the average composition of the oxides present in the cement structure. OPC cement is considered for the concrete sample production. The grade of the OPC used is OPC 43. Also, as per IS 4031 [13], various important experiments were performed to determine the properties of the cement as given in Fig. 1 (Table 1).

Comparative strength in compression at 7 and 28 days
3.2 Aggregates
The next group of constituents of cement consists of aggregates. There are two different types of aggregates—“Fine Aggregates and Coarse Aggregates.” The aggregate size less than 4.75 mm are considered to be as “fine,” otherwise considered to be as “coarse”. Both type of aggregates is used in the production of the concrete, and thus have different roles. The amount (proportion) of the aggregates used in the concrete production depends upon the Mix Design. Similar to the cement, several experiments have to performed before using them in the concrete production as per IS 2386 [14] (Table 2):
3.3 Fly Ash
Fly ash (FA) is the by-waste originated from the electric power generation, considered to most widely used by-product in the concrete. The common structure of FA contains considerable amount of silicon dioxide, present in both amorphous state and crystalline state, calcium oxide and aluminum oxide, as given in the following Table 3. FA is available in to different forms: Class C FA and Class F FA, both have different functions and used as per the application. Since we have to use the FA to act as a binder, we will consider Class F FA. With the addition of FA, the concrete mix attains more strength as compared to the conventional concrete mix. And also, since it is a waste product and using as a partial replacement to cement, it will have a positive impact on the environment in two-folds: waste generated is using effectively and since cement is less used, there will be a net reduction in the emission of the greenhouse as well as other harmful gases.
3.4 Glass Granulated Blast Furnace Slag (GGBS)
It is derived from quenching process of “blast furnace slag” of molten iron in water or steam, so as to get a granular—glassy product, which again being processed after drying and converted into finer-texture particles. Since, GGBS is also considered to be as a by-product or waste product to the environment, and this is also used as a partial replaced material to the constituents of the concrete (both cement and sand). Here, GGBS is taken as a partially replaced material for sand, and the properties are determined for mixing the same into the concrete sample. The composition of GGBS is enlisted in Table 4.
3.5 Recycled Aggregates
RCA or specifically known as “Recycled Concrete aggregates” are basically crushed aggregates which can be easily available from the demolition site. Nowadays, some of the concrete manufacturing organizations are giving special importance toward the building of construction and demolition plant, which will only focus on such kind of demolished material, which after processed to some extent, can be used again into the construction industry. The basic purpose behind using the recycled concrete aggregates is their strength and durability. In the previous studies, the mechanical strength of the concrete sample got increased after the partial replacement (or fully sometimes) of the coarse aggregates with recycled concrete aggregates. Recycled concrete aggregates show better values as compared to normal coarse aggregates, in regarding to permeability and water absorption.
4 Concrete Mix Design
Concrete mix design is a stipulated procedure for the determination of the various proportions of the constituents of the concrete. After performing the concrete mix design, the various properties of the concrete mix can be determined, both in the fresh and hardened state. The fresh properties basically determine the workability, whereas the hardened properties include the determination of the mechanical strength (Table 5). In this study, the concrete mix proportioning is carried out for M 25 grade, as per the latest IS—10,262: 2019 [15]. As per IS—10,262: 2019, fck = 25 N/mm2, Nominal maximum size of aggregate = 20 mm, cement content = 330 kg/m3, Sand Content = 735 kg/m3, Coarse Aggregates = 1480 kg/m3 and W/C Ratio = 0.45. The actual quantities of the constituents for determination of the strength of one standard cube (150 mm × 150 mm × 150 mm) can be carries out as:
Volume of concrete required for 1 cube (assuming 25% wastage) 0.153 × 1.25 = 0.004218 m3, thus Cement = 1.450 kg, Sand = 3.157 kg, Coarse Aggregates = 5.715 kg and Water = 0.640 kg. Also, for the determination of the strength in the tension, the volume of the concrete required for one cylindrical mold can be given as: Cement = 1.750 kg, Sand = 4.055 kg, Coarse Aggregates = 7.100 kg and Water = 0.755 kg. The results of the various properties of M25 grade mix can be noted as:
5 Methodology and Observations
The experimental approach adopted for this study is Taguchi’s Approach. This method was invented by Dr. Taguchi, in which the problem can be solved by considering Orthogonal Arrays. With the help of this methodology, experimental specimens can be reduced by considering all the optimal situations and control parameters. Also, the array approach provides the best result due to the optimization of the given problem [16, 17]. In this study, fly ash, GGBS and recycled coarse aggregates are partially replaced as cement, fine aggregates and coarse aggregates, in different proportions; which can be carried out by Taguchi’s Approach. The replacement proportions considered are 10, 20 and 30%; the representation can be done as given in Table 6.
With the consideration of Taguchi’s Approach, we will have nine different specimens (P1–P9) from the above considered proportions which will yield optimum results. After considering the specimens with different proportions of the partially replaced constituents and performing the experiment, the strength in compression, tension and flexural at 7 and 28 days can be observed as follows (Table 7):
6 Results and Discussion
After conducting the experiments related to determining the mechanical strength of the concrete mix of grade M25, without and with partial replacement materials, it had been observed that usage of these by-products to the environment found productive.
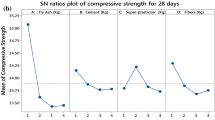
Considering the strength in compression, it had been found that the strength of the sustainable concrete is maximum in case of the specimen which consists of the partial replaced proportion of 30% of FA with cement, 30% of fine aggregates with GGBS and 20% of coarse aggregates with recycled concrete aggregates. The percent increment with respect to normal concrete sample is 75.55% in case of 7 days and 37.77% in case of 28 days of curing. The graphical representation of the strength obtained after performing the compressive test is given as Fig. 1.
On the other hand, considering the strength in tension at 7 days, it had been found that the strength of the sustainable concrete is maximum in case of the specimen which consists of the partial replaced proportion of 20% of FA with cement, 30% of fine aggregates with GGBS and 10% of coarse aggregates with recycled concrete aggregates and at 28 days, the maximum strength was observed with the combination of partial replaced proportion of 30% of FA with cement, 30% of fine aggregates with GGBS and 20% of coarse aggregates with recycled concrete aggregates The percent increment with respect to normal concrete sample is 62.14% in case of 7 days and AT 28 days, the percentage was found 59.60. The graphical representation of the strength obtained after performing the split tensile test is given as Fig. 2.

Concrete strength in tension at 7 and 28 days
While considering the strength in flexure, it had been found that the strength of the sustainable concrete is maximum in case of the specimen which consists of the partial replaced proportion of 30% of FA with cement, 30% of fine aggregates with GGBS and 20% of coarse aggregates with recycled concrete. The percent increment with respect to normal concrete sample is 32.56% in case of 7 days and nearly 28% in case of 28 days of curing. The graphical representation of the strength obtained after performing the split tensile test is given as Fig. 3.

Flexure strength at 7 and 28 days
7 Conclusion
Considering the M25 grade concrete, as per the latest revision of IS 10262: 2019, the proportions of the various concrete constituents are determined, and then, they were partially replaced with the waste or by-products, which are harmful to the environment as well as human beings, in different proportion as per Taguchi’s Approach, the study noted that:
-
1.
With the partial replacement of the cement, sand and coarse aggregates with FA, GGBS and Recycled concrete aggregates, respectively, the strength in both compression as well as tension is increased.
-
2.
For strength in compression, the optimum specimen found out in case of “S9,” where the specimen is prepared by 30% partially replaced cement and fine aggregates with FA and GGBS, and 20% partially replaced coarse aggregates with recycled concrete aggregates. The percent increase in the strength in compression is found to be 75.55% (7 Days) and 37.77% (28 days).
-
3.
For strength in tension. the optimum specimen found out in case “S6” where the specimen is prepared by 20% partially replaced cement with FA, 30% with of fine aggregates with GGBS, and 10% partially replaced coarse aggregates with recycled concrete aggregates at 7 days and “S9” where the specimen is prepared by 30% partially replaced cement and fine aggregates with FA and GGBS, and 20% partially replaced coarse aggregates with recycled concrete aggregates at 28 days. Percent increase in the strength in compression is found to be 62.14% (7 Days) and 59.60% (28 days) of curing.
-
4.
For strength in flexure, the optimum specimen found out in case of “P9,” where the specimen is prepared by 30% partially replaced cement and fine aggregates with FA and GGBS, and 20% partially replaced coarse aggregates with recycled concrete aggregates. The percent increase in the strength in compression is found to be 32.56% (7 Days) and 27.89% (28 days).
-
5.
While considering the strength, the specimen “S9”-30% partially replaced cement and sand and 20% partially replaced coarse aggregates with cement, fine aggregates and coarse aggregates, is found to be the ideal combination, followed by the combination of partially replaced materials with proportions of 20, 30 and 10%, respectively.
Previous studies [6, 8, 12] showed that the partial replacement of cement, fine aggregates and coarse aggregates with GGBS, fly ash and recycled aggregates by using the Taguchi’s Approach, depicts strength increment in concrete samples in both tension and compression. The strength with the partial replacement is increased by 60% in compression and 75% in tension. Also, from this study, we can conclude that a sustainable concrete can be produced with the help of waste or by-products, which are harmful to the environment. With this approach, we will minimize the use of cement, through which a enormous volume of CO2 is generated during the concrete making process when mixed with water, and also, the injurious impacts on the environment if the stated waste products aren’t used in an effective way. When we combine concrete with these materials, the results are positive in the mechanical strength, and thus we can blend these waste materials with the concrete and finds application in concrete industry, thus making a green and sustainable environment.
References
Rawaz, K., de Brito, J., & Silvestre, J. D. (2017). Combined influence of recycled concrete aggregates and high contents of fly ash on concrete properties. Construction and Building Materials 157, 554–572.
G. Hui, Caijun, S., Xuemao, G., Jianping, Z., Yahong, Tung-Chai, L., Haibo, Z., & Yuli, W. (2018). Durability of recycled aggregate concrete: A review. Cement and Concrete Composites, 89, 251e259.
Siavash, M., López-Querol, S., & Bahadori-Jahromi, A. (2017). Effect of class F fly ash on fine sand compaction through soil stabilization. Heliyon, 3, e00274
Ashish Kumer, S. (2018). Effect of class F fly ash on the durability properties of concrete. Sustainable Environment Research, 28, 25e31.
Tan, L., Jianzhuang, X., Cimian, Z., & Zheng, Z. (2016). Experimental study on mechanical behaviors of concrete with large-size recycled coarse aggregate. Construction and Building Materials, 120, 321–328.
Yasmin, H., Abd El Zaher, Y., & Wahab, W. A. (2018). Influence of activation of fly ash on the mechanical properties of concrete. Construction and Building Materials, 172, 728–734.
Manjunath, S. N., Sivapullaiah, P. V., & Kumar, M. P. (2015). Implication of partial replacement of cement with FA and sand by GBS on setting time and workability of mortar. International Journal of Research in Engineering and Technology (IJRET), 4(1), 47–52.
Vignesh, P., & Vivek, K. (2015). An experimental investigation on strength parameters of flyash based geopolymer concrete with GGBS. International Research Journal of Engineering and Technology (IRJET), 2 (02).
Johny, B., George M. V., & John, E. (2014). Study of properties of sustainable concrete using slag and recycled concrete aggregates. International Journal of Engineering Research and Technology, 3 (09).
Berndt, M. L. (2009). Properties of sustainable concrete containing fly ash, slag and recycled concrete aggregate. Construction and building materials, 23(7), 2606–2613.
Ahmed, M. S., & Vidyadhara, H. S. (2013). Experimental study on strength behaviour of recycled aggregate concrete. International Journal of Engineering Research Technology, 2, 76–82.
Dixit, A., & Hooda, Y. (2019, June). Experimental evaluation on compressive and tensile behavior of concrete utilising GGBS, fly ash and recycled aggregates. International Journal of Engineering and Advanced Technology (IJEAT). ISSN: 2249-8958, 8 (5).
IS 4031: 1988. Methods of physical tests for hydraulic cement.
IS 2386: 1963. Methods of test for aggregates for concrete.
IS 10262: 2019. Concrete mix proportioning—Guidelines.
Ghani, J. A., Jamaluddin, H., Rahman, M. N., & Deros, B. M. (2013). Philosophy of Taguchi approach and method in design of experiment. Asian Journal of Scientific Research, 6 (1), 27–37, 19.
Antony, J., Warwood, S., Fernandes, K., & Rowlands, H. (2001). Process optimization using Taguchi methods of experimental design. Work Study, 50(2), 51–58.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Hooda, Y., Bansal, S., Gupta, A. (2022). Parametric Strength of Sustainable Concrete Using Fly Ash, GGBS and Recycled Aggregates as Per Taguchi's Approach. In: Gupta, A.K., Shukla, S.K., Azamathulla, H. (eds) Advances in Construction Materials and Sustainable Environment. Lecture Notes in Civil Engineering, vol 196. Springer, Singapore. https://doi.org/10.1007/978-981-16-6557-8_40
Download citation
DOI: https://doi.org/10.1007/978-981-16-6557-8_40
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-6556-1
Online ISBN: 978-981-16-6557-8
eBook Packages: EngineeringEngineering (R0)