
Abstract
A lot of focus has been laid on the studies of carbon-related materials (CRMs). Owing to self-lubricating properties, high strength, high density, high hardness, and good electrical conductivity, CRMs find a variety of applications. Recent studies have shown that the carbon-related materials have been successfully incorporated in the Al, Mg, Cu and their alloys. Also, they serve as additives in different lubricating oils in order to obtain the improved tribological properties. Further, their use as coating materials also resulted in the enhancement of wear resistant capability of different materials. The aim of this paper is to discuss the recent developments in related to CRMs in field of tribology.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Energy conservation is the most important aspect of sustainable development [1]. Lot of energy is consumed due to the friction between materials under sliding contact. In automobiles, one-third of the losses are incurred in overcoming the friction itself and only one-fifth of the total fuel energy is effectively used to propel the vehicles [2, 3. Tribological studies are aimed at controlling the friction and wear of not only the macro-sized materials but also of the micro-/nano-sized materials [4]. Coatings and surface texturing on the other hand are also the potential ways that can help in reducing the friction [5].
For further reducing of frictional coefficient and wear loss of the materials, small concentration of different additives (anti-wear, extreme pressure, anti-friction, anti-corrosion) are added in lubricants to improve the overall behavior of the lubricating oils. [6, 7. The use of nanoparticles in composite materials is also an important aspect of material development as it results in improved properties (mechanical & tribological) in contrast to the bulk materials [8]. The size and volume fraction of the nanoparticles are key components in this aspect.
Carbon materials are most widely used as additives in bulk material as well as in lubricants because of good corrosion behavior, good mechanical properties, high thermal conductivity and good lubricating properties [9]. Figure 1 shows the number of articles published related to carbon materials in the field of tribology. The data were extracted from SCOPUS database by using the three set of keywords such as carbon + tribology + composites, carbon + tribology + lubrication and carbon + tribology + coatings. Diamond and graphite are the naturally occurring allotropes of the carbon, but they can be synthesized in any size, shape and properties by various physical and chemical methods. Carbon nanomaterials are regarded as most attractive materials for minimizing energy consumption. Apart from the lubricant additives, they can be used as additives in bulk material and for the development of coatings in order to attain the better tribological properties.

Source SCOPUS
Number of articles published related to the use of carbon-related materials in last five years.
Carbon atoms have the ability to form three types of hybridizations and on the basis of that the carbon allotropes are classified in three categories—sp3 hybridization, sp2 hybridization and sp hybridization (Fig. 2). Another classification is on the dimensionality—zero-, one-, two- and three-dimensional (Fig. 3). Each of these carbon atoms has its own distinct advantages due to which they find their specific application in each field. A brief description of the various carbon atoms used along with their classifications has been presented in Table 1. This paper presents an insight into the different studies carried with the use of carbon related materials. The paper is structured to present the studies related to the use of CRMs in different metal matrix composites. In the next section, their use as lubricant additives in different oils has been presented. Further, their use as coating materials has also been discussed in detail.

Classification according to hybridization

Classification according to dimensionality
2 CRMs as Additives in Metal Matrix Composites (MMCs)
When one or more materials are added in a metal to enhance or tailor its certain properties, it is termed as MMCs. Different types of additives are added to the base matrix for enhancing its mechanical (yield strength, tensile strength, compressive strength, toughness, hardness) and tribological properties (coefficient of friction, wear resistance). In this section, a discussion on the various carbon-based materials in Al-, Mg- and Cu-based matrix has been made.
2.1 Aluminum Matrix Composites (AMCs)
The use of AMCs is one of the active areas in the material development. There is need for the lightweight materials with high mechanical strength and improved wear resistance properties, and different studies have been carried out in this direction [22, 23. Slathia et al. [24] fabricated hybrid composite of AA 2024 reinforced with ZrO2 (6 wt%) and graphite (1.5, 3 and 4.5 wt%). Density and microhardness decreased while ultimate compressive strength increased with increasing wt% of graphite.
Xiong et al. [25] fabricated graphene nanoplatelets (GNPs)-reinforced AMCs at four different compositions from 0.3 to 1.2 vol.% by spark plasma sintering (SPS). Chemical bonding improved between the reinforcement material and Al matrix and the load transfer efficiency of the interface has increased. Turan [26] fabricated MWCNT, GNPs and fullerene (C60)-reinforced AMC using semi-powder technique at 0.25 wt% of reinforcement. Enhancement in the yield strength and tensile strength of the composites was observed with the addition of carbon materials. The C60 reinforcement resulted in maximum hardness, tensile strength and yield strength.
Tsemenko et al. [27] fabricated carbon nanostructure (CNS)-reinforced AMC by using powder metallurgy technique and studied the effect of particle size of aluminum powder on the fused carbon nanofibers. İt was observed that prepared matrix resulted in the enhancement of mechanical properties. Liu et al. [28] fabricated graphene nanosheets (GNS)-reinforced AMC by in situ technique. 200% improvement in tensile strength was observed at 2.5 vol.% of GNS. Cavaliere et al. [29] studied the microstructure and the mechanical properties of the AMC reinforced with CNT fabricated by SPS technique at 0.5 and 1 wt%. Higher density was observed at lower wt% of CNT, while the porosity and the tensile strength increased at higher concentration of reinforced material. Kwon et al. [30] fabricated single and dual reinforced AMC with nanodiamond (nD) and MWCNT by mechanical milling and hot pressing technique. Vickers hardness increased by five times, and the flexural strength increased by seven times. From the above studies carried out, it can be observed that addition of various reinforcements can result in the improved mechanical and tribological properties.
2.2 Magnesium Matrix Composites
The use of magnesium matrix composites has also remained an active area of research. In this direction, Say et al. [31] successfully fabricated AZ61/CNT- and AZ91/CNT-reinforced composite by chemical vapor deposition technique. Authors used the different reinforcement at 0.1, 0.2 and 0.5 wt% conc. Increased value of strength was observed with the increase in reinforcement. Further, the maximum corrosion resistance was observed for 0.2 wt% reinforcement.. Du et al. [32] fabricated GNPs-reinforced ZK60 magnesium matrix composite at 0.05 and 0.1 wt% reinforcement by melt stirring, casting and hot extrusion process. Maximum value of hardness was observed at 0.05 wt% reinforcement. Further, it was also observed that yield strength (tensile and compressive both) also increased.
İn another study, Yuan et al. [33] fabricated AZ91-GNS magnesium matrix composite by thermal reduction process at 0.1, 0.3, 0.5, 0.8 and 1.2 wt% of reinforcement. Maximum value of hardness, ultimate tensile strength, yield strength and elongation were observed at 0.5 wt% reinforcement. Turan et al. [34] fabricated fullerene (C60)-reinforced composite using the semi-powder metallurgy technique at 0.5 wt% of reinforcement and studied the microstructure, wear, corrosion and mechanical properties of the reinforced composite. Hardness, yield strength and the ultimate strength increased in comparison with the unreinforced magnesium. Wear rate and COF decreased, while the corrosion rate increased for the reinforced magnesium. In another study, Turan et al. [35] fabricated composite reinforced with MWCNT, GNPs and C60 reinforcements at 0.5 wt% by semi-powder metallurgy. Highest hardness observed for C60 and the MWCNT-reinforced composite exhibited poor corrosion resistance. Thus, from the above studies, it can be determined that addition of reinforcements leads to an improvement in properties (both mechanical & tribological), but the issues related to corrosion resistance need to be explored further.
2.3 Copper Matrix Composites
Different studies have been carried out with regard to the copper matrix composites. In this direction, Zhang et al. [36] fabricated hybrid composite reinforced with graphene and carbon fiber with fixed 0.5 wt% CF and two contents 0.1 and 0.4 wt% of G reinforcements. Hardness and yield strength increased with increasing wt% of G reinforcement, while elongation decreased. Shao et al. [37] fabricated Cu/GNP-reinforced composite at 0.1, 0.2 and 0.3 wt% reinforcement by electrostatic self-assembly and SPS technique. Mechanical properties increased up to 0.2 wt% reinforcement. Tensile strength and Vickers hardness at 0.2 wt% increased by 27 and 19% as compared to pure Cu. Zhang et al. [38] studied the corrosion and wear behavior of the Cu/GNP-reinforced composite at 0.1, 0.2 and 0.4 wt% reinforcement fabricated by electrostatic self-assembly and SPS technique. Best antifriction properties and corrosion resistance observed at 0.4 wt% reinforcement. Salvo et al. [39] synthesized 1 wt% GNS-reinforced copper matrix composites by sintering technique. 22% improvement in electrical conductivity was observed for composite when compared with base material. At 600 °C sintering temperature, significant improvement in electrical conductivity was observed with insignificant change in mechanical property, but at 700 °C sintering temperature a significant improvement in mechanical properties was observed with a minute decrease in electrical conductivity.
Kumar and Mondal [40] fabricated graphite-reinforced copper matrix composites at 5, 10 and 15 wt% reinforcement by powder metallurgy technique. Wear rate, friction coefficient and density decreased with increasing wt% of reinforcement. Maximum value of hardness for all concentrations of graphite observed at 1000 °C. Compression strength increased up to 5 wt% reinforcement, and after that a decreasing trend was observed. Liu et al. [41] successfully fabricated MWCNT-reinforced copper matrix composites by flake powder metallurgy technique at 0.5 and 1 vol.% reinforcement. 87% increase in tensile strength and 20% in elongation rate for 1 vol.% reinforcement when compared to coarse-grained Cu.
Thus, from the above studies related to the use of CRMs in the MMCs, it can be ascertained that various reinforcements resulted in the improvement of behavior of material. However, magnesium matrix composites resulted in poor corrosion resistance.
3 As Additives in Liquid Lubricants
Reducing frictional and wear behavior of mechanical systems is the major concern in recent studies. For enhancing lubricating properties, certain nanoparticles are added to the base oil. These nanoparticles help in reducing the friction and wear of the machine elements and thus help in improving the life of the sliding components. In this section, the recent studies of various carbon-based additives in different types of oils have been discussed.
3.1 Vegetable Oils
Vegetable oils used for lubrication purpose have resulted in better tribological properties [42]. Different studies have been carried out in this regard [6, 43. Omrani et al. [44] used GNP as nanoadditive in canola oil and studied the COF and wear rate at different concentrations corresponding to varying loads. Anand et al. [19] studied the friction reduction mechanism of rice bran oil with nanoadditives of GNP and TiO2 and observed the improvement in tribological and thermophysical properties. COF and wear rate were improved by adding the nanoadditives. Zhang et al. [45] used rapeseed oil (RSO) as base and used two additives GO-D (graphene oxide 1-dodecanethoil) and GO-T (graphene oxide tert-dodecyl mercaptan). Coefficient of friction and wear scar diameter decreased by 44.5 and 40.1% at 0.2 wt% GO-D. Krishna et al. [46] formulated a cutting fluid for machining by adding CNT in coconut oil with varying % of nanoparticles inclusions and observed the reduction in cutting force, cutting temperature, tool wear and surface roughness. Sadiq et al. [47] studied the lubricating and thermal properties of coconut oil with nanoparticles of exfoliated nanographene (XnG) at 0.35, 0.7 and 1.05 wt%. It was observed that with the increase in concentration of nanoparticles thermal conductivity and viscosity increased. At 0.35 wt%, minimum value of friction coefficient was observed. Bhaumik et al. [48] used castor oil as base and used micro- and nano-sized additives of graphite, MWCNT and multilayered graphene. Graphene-based oil showed the best anti-wear and extreme pressure properties. Kiu et al. [49] studied the tribological properties of the vegetable oil with additives of GNS, CNT and graphene oxide (GO) at 50 and 100 ppm. Lowest value of coefficient of friction and wear was observed at 50 ppm of GNS. GO at both conc. showed an increase in wear and friction as compared to base vegetable oil.
3.2 Synthetic Oils and Mineral Oils
The use of synthetic oils has resulted in much better lubricating properties owing to their better physical and chemical properties. Lv et al. [50] added 0.5 wt% carbon sphere as additive in 5W30 engine oil and observed the improvement in wear and COF. Pico et al. [51] studied the performance of polyol ester (POE) synthetic oil with 0.1 and 0.5 wt% of diamond nanoparticles and observed an improvement in coefficient of friction and cooling capacity with 4% reduction in friction and 30% reduction in wear.
Paul et al. [52] studied the tribological properties of the dodecylamine-functionalized graphene in 5w-30 engine oil. Coefficient of friction reduced at low speeds for oil with additives, but at higher speeds engine oil served as good lubricant. Raina and Anand [53] studied the friction and wear behavior of PAO (poly-alpha-olefin) synthetic oil containing 0.2% nanodiamond (nD) along with nanoparticles of MoS2 and WS2. Coefficient of friction and wear volume decreased by two times as compared to base oil. Raina and Anand [54] studied the influence of various concentration (0.2, 0.4, 0.6 and 0.8 wt%) of nD additives in PAO oil on friction and wear rate. Minimum value of coefficient of friction and wear rate was observed at 0.2 wt% nD additives. Raina and Anand [55] studied the effect of surface roughness and nD concentration on the friction and wear rate of PAO base oil. Minimum value of coefficient of friction observed at higher concentration of nD for rough surfaces, but for smooth surfaces lower concentration of nD showed reduced friction value. In another study by Raina and Anand [56], the influence of nD additives along with copper oxide (CuO) and hexagonal boron nitride (h-BN) in PAO oil was studied. Better frictional characteristics were observed for CuO/nD oil and h-BN/nD oil as compared to single additives in oil. Azman et al. [57] studied the effect of different concentrations of GNP in blended lubricant containing 95 vol.% PAO oil and 5 vol.% palm oil trimethylolpropane ester. 5 and 15% reduction in friction and wear observed for 0.05 wt% of GNP.
Vats and Singh [58] studied the tribological behavior of paraffin oil with GO additives at 0.2 wt% under varying load conditions. GO improved the friction, anti-wear and dynamic viscosity of the oil. COF decreased by 75 and 61.8% in EHD and boundary regime. Majeed et al. [59] studied the tribological properties to improve friction and corrosion resistance of XGnP and Fe2O3 nanoparticles in paraffin oil. Yunusov et al. [60] studied the friction and wear behavior of MS-20 mineral oil with nanostructure additives of GO and fullerene soot. Friction force reduced when fullerene soot concentration increased from 0.5 to 2%, but the addition of GO showed no change in the friction force. Khalil et al. [61] studied the tribological properties of paraffinic mineral oil with MWCNT additives at 0.1, 0.5, 1 and 2 wt%. Wear rate decreased by 38% and friction by 49% for mineral oil with MWCNT additives when compared with base mineral oil. Marko et al. [62] added 0.01 wt% nD particles in mineral oil and observed that the average friction coefficient and wear decreased significantly. Peng et al. [63] studied the tribological properties of liquid paraffin with diamond nanoparticles and observed that best values of friction and wear scar diameter observed at 0.5 wt%. Thus, the studies related to the use of mineral and synthetic oils resulted in better tribological properties with the use of different nanoadditives.
4 As Coating Materials
Coatings are deposition of thin films to achieve properties that are not achievable by the base material. Hard coatings are used when the aim is to reduce the wear of the material, and the soft coatings are used when the aim is to reduce the friction. Multilayered coatings are often used for improving the chemical, mechanical and tribological properties of the materials, and each layer of the multilayered coating has its own distinct function.
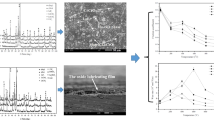
Toosinezhad et al. [64] used graphene particles to study the tribological behavior of cobalt-graphene coating. Microhardness increased by 1.6 times as compared to pure cobalt coating and 2.9 times as compared to steel substrate. Mura et al. [65] studied the tribological performance of C40 steel samples with graphene coating using two coatings techniques. Direct growth coated samples for 10 min showed the best wear resistance, and Transferred coated samples gave the least value of COF. Vinoth et al. [66] studied the tribological behavior of vehicle piston rings with DLC coating at different radio frequencies (RF). Better hardness and tribological properties were achieved for DLC at 150 W RF. Siddaiah et al. [67] studied the tribological effect of nickel-graphite (Ni-Gr) coating on steel and found that the presence of Gr in coating aided in reducing the wear and also lowered the friction value. Kim and Kim [68] found that the friction between the 440 C stainless steel ball and plate reduced by 6 times by coating with reduced graphene oxide (rGO) (Table 2).
5 Conclusions
Each carbon nanomaterial has its own properties that help in either one or other way depending on hybridization, dimensionality or uniform dispersion of these nanoparticles in different materials for improving the tribo-mechanical properties of the materials. CNTs, graphite and fullerene are among the most promising materials as nanoadditives for MMCs. They help in improving the strength, hardness and coefficient of friction of the MMCs. Nanodiamonds, CNT and graphene as nanoadditives in oils aimed at achieving the superlubricity. Among the various CRMs fullerene, CNTs, nanodiamonds and graphene are most widely used nanomaterials as they are stable, non-toxic and biocompatible. Carbon-based materials owing to their excellent properties can be explored further for use in different tribological applications. The concept of hybridization with other materials and developing materials, coatings and additives can yield good results. The effect of various parameters, underlying theories and mechanisms needs to be studied further to widen the application area of the carbon-based materials.
References
Anand A, Haq MIU, Vohra K, Raina A, Wani MF (2017) Role of green tribology in sustainability of mechanical systems: a state of the art survey. Mater Today: Proc 4(2):3659–3665
Baba ZU, Shafi WK, Haq MIU, Raina A (2019) Towards sustainable automobiles-advancements and challenges. Prog Ind Ecol Int J 13(4):315–331
Holmberg K, Andersson P, Erdemir A (2012) Global energy consumption due to friction in passenger cars. Tribol Int 47:221–234
Singh N, Mir IUH, Raina A, Anand A, Kumar V, Sharma SM (2018) Synthesis and tribological investigation of Al-SiC based nano hybrid composite. Alex Eng J 57(3):1323–1330
Aziz R, Haq MIU, Raina A (2020) Effect of surface texturing on friction behaviour of 3D printed polylactic acid (PLA). Polym Test 85:106434
Shafi WK, Raina A, Haq MIU (2018) Tribological performance of avocado oil containing copper nanoparticles in mixed and boundary lubrication regime. Ind Lubr Tribol
Kerni L, Raina A, Haq MIU (2019) Friction and wear performance of olive oil containing nanoparticles in boundary and mixed lubrication regimes. Wear 426:819–827
Bakunin VN, Suslov AY, Kuzmina GN, Parenago OP, Topchiev AV (2004) Synthesis and application of inorganic nanoparticles as lubricant components—a review. J Nanopart Res 6(2):273–284
Dresselhaus MS, Avouris P (2001) Introduction to carbon materials research. Carbon Nanotubes 1–9
Kroto HW, Heath JR, O’Brien SC, Curl RF, Smalley RE (1985) C 60: buckminsterfullerene. Nature 318(6042):162–163
Li H, Kang Z, Liu Y, Lee ST (2012) Carbon nanodots: synthesis, properties and applications. J Mater Chem 22(46):24230–24253
Legoas SB, Dos Santos RPB, Troche KS, Coluci VR, Galvao DS (2011) Ordered phases of encapsulated diamondoids into carbon nanotubes. Nanotechnology 22(31):315708
Iijima S, Ajayan PM, Ichihashi T (1992) Growth model for carbon nanotubes. Phys Rev Lett 69(21):3100
Ajayan PM, Zhou OZ (2001) Applications of carbon nanotubes. Carbon Nanotubes 391–425
Mittal G, Dhand V, Rhee KY, Park SJ, Lee WR (2015) A review on carbon nanotubes and graphene as fillers in reinforced polymer nanocomposites. J Ind Eng Chem 21:11–25
Yudasaka M, Iijima S, Crespi VH (2007) Single-wall carbon nanohorns and nanocones. Carbon Nanotubes 605–629
De Jong KP, Geus JW (2000) Carbon nanofibers: catalytic synthesis and applications. Catal Rev 42(4):481–510
Choi W, Lahiri I, Seelaboyina R, Kang YS (2010) Synthesis of graphene and its applications: a review. Crit Rev Solid State Mater Sci 35(1):52–71
Anand R, Raina A, Ul Haq MI, Mir MJ, Gulzar O, Wani MF (2020) Synergism of TiO2 and graphene as nano-additives in bio-based cutting fluid-an experimental investigation. Tribolo Trans 1–21
Pei S, Cheng H-M (2012) The reduction of graphene oxide. Carbon 50(9):3210–3228
Georgakilas V, Perman JA, Tucek J, Zboril R (2015) Broad family of carbon nanoallotropes: classification, chemistry, and applications of fullerenes, carbon dots, nanotubes, graphene, nanodiamonds, and combined superstructures. Chem Rev 115(11):4744–4822
Kerni L, Raina A, Haq MIU (2018) Performance evaluation of aluminium alloys for piston and cylinder applications. Mater Today: Proc 5(9):18170–18175
Singh H, Raina A, Haq MIU (2018) Effect of TiB2 on mechanical and tribological properties of aluminium alloys—a review. Mater Today: Proc 5(9):17982–17988
Slathia S, Haq MIU, Raina A (2018, August) Fabrication and mechanical characterization of AA2024-ZrO2-Gr hybrid composite. In: AIP conference proceedings, vol 2006, No. 1, p 030047. AIP Publishing LLC
Xiong B, Liu K, Xiong W, Wu X, Sun J (2020) Strengthening effect induced by interfacial reaction in graphene nanoplatelets reinforced aluminum matrix composites. J Alloys Compd 845:156282
Turan ME (2019) Investigation of mechanical properties of carbonaceous (MWCNT, GNPs and C60) reinforced hot-extruded aluminum matrix composites. J Alloy Compd 788:352–360
Tsemenko VN, Tolochko OV, Kol’Tsova TS, Ganin SV, Mikhailov VG (2018) Fabrication, structure and properties of a composite from aluminum matrix reinforced with carbon nanofibers. Metal Sci Heat Treat 60(1):24–31
Liu X, Li J, Sha J, Liu E, Li Q, He C et al (2018) In-situ synthesis of graphene nanosheets coated copper for preparing reinforced aluminum matrix composites. Mater Sci Eng A 709:65–71
Cavaliere P, Sadeghi B, Shabani A (2017) Carbon nanotube reinforced aluminum matrix composites produced by spark plasma sintering. J Mater Sci 52(14):8618–8629
Kwon H, Lee GG, Kim SG, Lee BW, Seo WC, Leparoux M (2015) Mechanical properties of nanodiamond and multi-walled carbon nanotubes dual-reinforced aluminum matrix composite materials. Mater Sci Eng A 632:72–77
Say Y, Guler O, Dikici B (2020) Carbon nanotube (CNT) reinforced magnesium matrix composites: the effect of CNT ratio on their mechanical properties and corrosion resistance. Mater Sci Eng A 798:139636
Du X, Du W, Wang Z, Liu K, Li S (2018) Ultra-high strengthening efficiency of graphene nanoplatelets reinforced magnesium matrix composites. Mater Sci Eng A 711:633–642
Yuan QH, Zhou GH, Liao L, Liu Y, Luo L (2018) Interfacial structure in AZ91 alloy composites reinforced by graphene nanosheets. Carbon 127:177–186
Turan ME, Sun Y, Akgul Y (2018) Mechanical, tribological and corrosion properties of fullerene reinforced magnesium matrix composites fabricated by semi powder metallurgy. J Alloy Compd 740:1149–1158
Turan ME, Sun Y, Aydin F, Zengin H, Turen Y, Ahlatci H (2018) Effects of carbonaceous reinforcements on microstructure and corrosion properties of magnesium matrix composites. Mater Chem Phys 218:182–188
Zhang X, Yang W, Zhang J, Ge X, Liu X, Zhan Y (2019) Multiscale graphene/carbon fiber reinforced copper matrix hybrid composites: microstructure and properties. Mater Sci Eng A 743:512–519
Shao G, Liu P, Zhang K, Li W, Chen X, Ma F (2019) Mechanical properties of graphene nanoplates reinforced copper matrix composites prepared by electrostatic self-assembly and spark plasma sintering. Mater Sci Eng A 739:329–334
Zhang K, Shao G, Li W, Chen X, Ma F, Liu P (2019) Wear and corrosion behavior of graphene-nanoplate-reinforced copper matrix composites prepared through electrostatic self-assembly. J Mater Eng Perform 28(3):1650–1660
Salvo C, Mangalaraja RV, Udayabashkar R, Lopez M, Aguilar C (2019) Enhanced mechanical and electrical properties of novel graphene reinforced copper matrix composites. J Alloy Compd 777:309–316
Kumar J, Mondal S (2018) Microstructure and properties of graphite-reinforced copper matrix composites. J Braz Soc Mech Sci Eng 40(4):1–10
Liu J, Xiong DB, Tan Z, Fan G, Guo Q, Su Y et al (2018) Enhanced mechanical properties and high electrical conductivity in multiwalled carbon nanotubes reinforced copper matrix nanolaminated composites. Mater Sci Eng A 729:452–457
Shafi WK, Raina A, Haq MIU (2019) Performance evaluation of hazelnut oil with copper nanoparticles-a new entrant for sustainable lubrication. Ind Lubric Tribol
Anand R, Haq MIU, Raina A (2020) Bio-based nano-lubricants for sustainable manufacturing. In: Nanomaterials and environmental biotechnology, pp 333–380. Springer, Cham
Omrani E, Siddaiah A, Moghadam AD, Garg U, Rohatgi P, Menezes PL (2021) Ball milled graphene nano additives for enhancing sliding contact in vegetable oil. Nanomaterials 11(3):610
Zhang G, Xu Y, Xiang X, Zheng G, Zeng X, Li Z et al (2018) Tribological performances of highly dispersed graphene oxide derivatives in vegetable oil. Tribol Int 126:39–48
Krishna PV, Srikant RR, Parimala N (2018) Experimental investigation on properties and machining performance of CNT suspended vegetable oil nanofluids. Int J Automot Mech Eng 15(4):5957–5975
Sadiq IO, Sharif S, Suhaimi MA, Yusof NM, Shayfull Z (2018, November) Influence of XGnP as additives on properties of vegetable oil nanolubricant for machining process. In: AIP conference proceedings, vol 2030, No. 1, p 020085. AIP Publishing LLC
Bhaumik S, Datta S, Pathak SD (2017) Analyses of tribological properties of castor oil with various carbonaceous micro-and nano-friction modifiers. J Tribol 139(6)
Kiu SSK, Yusup S, Chok VS, Taufiq A, Kamil RNM, Syahrullail S, Chin BLF (2017, June) Comparison on tribological properties of vegetable oil upon addition of carbon based nanoparticles. In: IOP conference series: materials science and engineering, vol 206, No. 1, p 012043. IOP Publishing
Lv X, Cao L, Yang T, Wan Y, Gao J (2020) Lubricating behavior of Submicrometer carbon spheres as lubricant additives. Part Sci Technol 38(5):568–572
Pico DFM, da Silva LRR, Mendoza OSH, Bandarra Filho EP (2020) Experimental study on thermal and tribological performance of diamond nanolubricants applied to a refrigeration system using R32. Int J Heat Mass Transfer 152:119493
Paul G, Shit S, Hirani H, Kuila T, Murmu NC (2019) Tribological behavior of dodecylamine functionalized graphene nanosheets dispersed engine oil nanolubricants. Tribol Int 131:605–619
Raina A, Anand A (2018) Effect of nanodiamond on friction and wear behavior of metal dichalcogenides in synthetic oil. Appl Nanosci 8(4):581–591
Raina A, Anand A (2018) Lubrication performance of synthetic oil mixed with diamond nanoparticles: Effect of concentration. Mater Today: Proc 5(9):20588–20594
Raina A, Anand A (2018) Influence of surface roughness and nanoparticles concentration on the friction and wear characteristics of PAO base oil. Mater Res Express 5(9):095018
Raina A, Anand A (2017) Tribological investigation of diamond nanoparticles for steel/steel contacts in boundary lubrication regime. Appl Nanosci 7(7):371–388
Azman SSN, Zulkifli NWM, Masjuki H, Gulzar M, Zahid R (2016) Study of tribological properties of lubricating oil blend added with graphene nanoplatelets. J Mater Res 31(13):1932
Vats BN, Singh M (2020) Evaluation of tribological properties of graphene oxide dispersed paraffin oil. Mater Today: Proc 25:557–562
Majeed FSA, Yusof NBM, Suhaimi MA, Elsiti NM (2020) Effect of paraffin oil with XGnP and Fe2O3 nanoparticles on tribological properties. Mater Today: Proc 27:1685–1688
Yunusov FA, Breki AD, Vasilyeva ES, Tolochko OV (2020) The influence of nano additives on tribological properties of lubricant oil. Mater Today: Proc 30:632–634
Khalil W, Mohamed A, Bayoumi M, Osman TA (2016) Tribological properties of dispersed carbon nanotubes in lubricant. Fullerenes Nanotubes Carbon Nanostruct 24(7):479–485
Marko M, Kyle J, Branson B, Terrell E (2015) Tribological improvements of dispersed nanodiamond additives in lubricating mineral oil. J Tribol 137(1)
Peng DX, Kang Y, Chen CH, Shu SKCFC (2009) The tribological behavior of modified diamond nanoparticles in liquid paraffin. Ind Lubric Tribol
Toosinezhad A, Alinezhadfar M, Mahdavi S (2020) Cobalt/graphene electrodeposits: characteristics, tribological behavior, and corrosion properties. Surf Coatings Technol 385:125418
Mura A, Wang H, Adamo F, Kong J (2019) Graphene coatings to enhance tribological performance of steel. Mech Adv Mater Struct
Vinoth IS, Detwal S, Umasankar V, Sarma A (2019) Tribological studies of automotive piston ring by diamond-like carbon coating. Tribol Mater Surf Interfaces 13(1):31–38
Siddaiah A, Kumar P, Henderson A, Misra M, Menezes PL (2019) Surface energy and tribology of electrodeposited Ni and Ni–graphene coatings on steel. Lubricants 7(10):87
Kim HJ, Kim DE (2015) Water lubrication of stainless steel using reduced graphene oxide coating. Sci Rep 5(1):1–13
Ogawa F, Yamamoto S, Masuda C (2019) Thermal conductivity and tensile properties of carbon nanofiber-reinforced aluminum-matrix composites fabricated via powder metallurgy: effects of ball milling and extrusion conditions on microstructures and resultant composite properties. Acta Metallurgica Sinica (English Letters) 32(5):573–584
Yuan C, Tan Z, Fan G, Chen M, Zheng Q, Li Z (2019) Fabrication and mechanical properties of CNT/Al composites via shift-speed ball milling and hot-rolling. J Mater Res 34(15):2609–2619
Ghasali E, Sangpour P, Jam A, Rajaei H, Shirvanimoghaddam K, Ebadzadeh T (2018) Microwave and spark plasma sintering of carbon nanotube and graphene reinforced aluminum matrix composite. Arch Civil Mech Eng 18:1042–1054
Meng J, Shi X, Wang M, Zhang S, Kong X (2018) Microstructure and wear resistance of graphene-reinforced aluminum matrix composites. Mater Res Express 6(2:026517
Sedlák R, Kovalčíková A, Balko J, Rutkowski P, Dubiel A, Zientara D et al (2017) Effect of graphene platelets on tribological properties of boron carbide ceramic composites. Int J Refract Metal Hard Mater 65:57–63
Li H, Dai X, Zhao L, Li B, Wang H, Liang C, Fan J (2019) Microstructure and properties of carbon nanotubes-reinforced magnesium matrix composites fabricated via novel in situ synthesis process. J Alloy Compd 785:146–155
Wang P, Zhang W, Diao D (2017) Low friction of graphene nanocrystallite embedded carbon nitride coatings prepared with MCECR plasma sputtering. Surf Coat Technol 332:153–160
Song H, Wang B, Zhou Q, Xiao J, Jia X (2017) Preparation and tribological properties of MoS2/graphene oxide composites. Appl Surf Sci 419:24–34
Gupta G, Haq MIU, Raina A, Shafi WK (2021) Effect of epoxidation and nanoparticle addition on the rheological and tribological properties of canola oil. In: Proc Inst Mech Eng Part J: J Eng Tribol 13506501211016181
Ho DN (2010) Applications in biology and nanoscale medicine. Springer US, 10, 978-1
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Jammoria, N.S., Ul Haq, M.I., Raina, A. (2022). Carbon-Related Materials for Tribological Application. In: Bindhu, V., R. S. Tavares, J.M., Ţălu, Ş. (eds) Proceedings of Fourth International Conference on Inventive Material Science Applications. Advances in Sustainability Science and Technology. Springer, Singapore. https://doi.org/10.1007/978-981-16-4321-7_39
Download citation
DOI: https://doi.org/10.1007/978-981-16-4321-7_39
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4320-0
Online ISBN: 978-981-16-4321-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)