
Abstract
Medium manganese (Mn) steels are an important part of 3rd generation advanced high strength steels (AHSS) due to their ability of overcoming the so-called “strength-ductility trade-off” that was the limitation in the earlier developed 1st generation AHSS. Medium Mn steels have high strength-ductility combination owing to the ultrafine microstructure consisting of laths of martensite/ferrite along with a significant amount of interlath embedded austenite films. Austenite phase is stabilized in such steels via the austenite reverted transformation (ART) techniques or simply by the intercritical annealing (IA) treatment. In typical ART treatment, the sample with fully martensitic microstructure is held at an intercritical temperature, during which partitioning of alloying elements such as carbon, manganese (austenite stabilizers) occurs from the intercritical ferrite to the austenite phase, thus lowers the martensitic start (MS) temperature of the intercritical austenite phase and consequently increasing its thermal stability. Upon subsequent cooling to the room temperature, the microstructure retains sufficient austenite phase, owing to its increased stability. The retained austenite on deformation exhibits various strain hardening mechanism like transformation-induced plasticity (TRIP) and/or twinning-induced plasticity (TWIP) that eventually imparts high strength-ductility combination to medium Mn steels. It is imperative to achieve ideal mechanical stability of austenite during IA. Stability of the retained austenite phase is dependent on various factors such as intercritical annealing temperature, annealing time, grain morphology, initial microstructure etc. Among these, the IA temperature and time are the most important parameter with respect to the austenite phase stability. There are various other factors affecting the final properties of the steel, such as stacking fault energy and austenite grain size, which are known to be indirectly associated with the IA temperature and time. In the present study, the sensitiveness of the intercritical annealing temperature and time on microstructure and the ensuing mechanical properties of medium Mn steels is revealed. A correlation between the factors affecting the retained austenite stability and mechanical properties is established. The effect of stacking fault energy is also assessed. It is found that the mechanical properties of the medium Mn steels vary significantly with a variation in the intercritical annealing temperature and time.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Demand of lighter yet stronger steels for automobiles is driven by the ever increasing passenger safety standards and fuel economy. From the metallurgist’s eye, the challenge is to produce a material having an inherent property of combined strength and ductility. Strong material will thereby take care of the required strength. At the same time, a ductile material will be formable and thus can be rolled into thin sheets, rendering them lighter which in turn will take care of the light weighting, fuel economy and the overall carbon footprint. Endeavors for such a material is still a challenge to the research community as producing a strong material is always associated with the decrease in ductility and vice versa, a phenomenon commonly known as strength-ductility trade-off. Steels has been the first choice of budget carmakers owing to its appropriate properties, low cost and a proven technology for mass production and processing. Steel for automotive applications have evolved over the decades in order to stay alive amidst the competition being put up by several alternative materials such as magnesium alloys, aluminum alloys, plastics, composites etc. In this regards, evolution of various grades of advanced high strength steels (AHSS) has a major role to play. AHSS are the improved version of high strength steels (HSS). As per the World Auto Steel [1], “HSS and AHSS come from same steel family sharing common behaviors. AHSS exhibits enhanced strength-ductility combination in comparison to various HSS grades such as IF, BH, HSLA etc. Definition-wise, the steels having yield strength (YS) in the range of 210–550 MPa are termed as HSS and anything stronger than that as AHSS.” AHSS is a steel class which covers a broad gamut of steel grades with variations in processing, composition, microstructure and properties. Till now, AHSS has evolved up to three generations (Gen). Figure 1 shows the evolution of various Gen AHSS with respect to strength and elongation. 1st Gen AHSS consists of martensitic steels, dual phase (DP) steels, transformation-induced plasticity (TRIP) aided steels, etc. 1st Gen steels possessing strength levels in the range ~400–600 MPa and ductility ~10–20%, are becoming obsolete as they do not match with the modern car safety standards. Such a critical caveat led to the evolution of AHSS to 2nd Gen grades. 2nd Gen AHSS are basically high manganese (Mn) (>15–20 wt.% Mn) steel grades such as TRIP or/and twinning-induced plasticity (TWIP) steels. 2nd Gen AHSS grades possess an excellent balance of strength and ductility with tensile strength as high as 1000 MPa at the same time, a uniform ductility of more than 50% can be achieved. But all these comes at a highly increased cost due to heavy alloying in the steel. Additionally, 2nd Gen AHSS suffers major weldability issues which again is a consequence of high alloying content. These factors made budget carmakers reluctant to use these steel and there has been a requirement of alternatives. Such prevailing situation of dismal performance by 1st Gen AHSS and high cost of 2nd Gen AHSS had led to the evolution of 3rd Gen AHSS which include steel grades such as medium Mn steel [2,3,4,5] and quench and partitioned (Q&P) steel [6,7,8,9]. Medium Mn steels are considered as a promising future steel grade for automobile’s body in white (BIW) parts and an alternative to the 2nd Gen AHSS with significantly lower cost. Medium Mn steels contains considerably low Mn (3–12 wt. %) [10] as compared to the 2nd Gen steel grades. In contrast to the fully austenitic microstructure of 2nd Gen AHSS, microstructure of medium Mn steels consists of ultrafine ferrite and martensite phases along with a significant amount of film and/or blocky retained austenite phase (generally >15–20 vol. %). Mechanical properties of medium Mn steels have been found to be comparable to that of 2nd Gen steels. Enhanced mechanical properties of medium Mn steels, containing considerably lower Mn content than the 2nd Gen AHSS, is primarily attributed to the presence retained austenite (\({\gamma }_{ret})\) in the ultrafine ferrite/martensite (α) matrix. Retained austenite stabilization in the final microstructure is carried out via the heat treatment technique, austenite reverted transformation (ART) annealing, commonly known as intercritical annealing (IA). Apart from the amount of retained austenite, there are various other factors which directly or indirectly affect the final mechanical properties, such as alloy composition, intercritical annealing parameters such as time and temperature, prior austenite grain size, crystallographic orientation, lath size, composition dependent stacking fault energy (SFE) of austenite phase etc. Each of these factors influences the mechanical properties of the steel. Therefore, a comprehensive understanding about the above mentioned factors is critical for designing a medium Mn steel with the desired properties. Among these, IA temperature and time are primarily the most important parameters which influences all the other factors such as amount of retained austenite phase, composition of the retained austenite which in turn affects its SFE, fineness of the martensite laths and austenite films which is directly associated with the stability of the retained austenite etc.

Schematic of strength—elongation map for various AHSS grades
In the present work, an attempt has been made to discern the influence of the intercritical annealing temperature and time on microstructure and the consequent mechanical properties of medium Mn steels. A thermodynamic model calculation has been utilized for establishing the importance of intercritical annealing temperature on the microstructure and the consequent mechanical properties of medium Mn steels has been discussed. Importance of intercritical annealing time has been elucidated in terms of stacking fault energy and austenite stability.
2 Results and Discussion
2.1 Effect of Intercritical Temperature
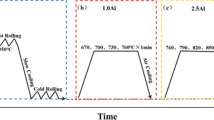
The simplest possible way to stabilize austenite phase would be to isothermally hold the steel specimen in the intercritical phase field (between Ac1 and Ac3) after the austenization treatment, followed by cooling [11]. However, this simple process will result in soft large grained ferrite matrix + the retained austenite. In this particular case, achievement of the required strength will be compromised as the large ferrite grains would limit the mechanical properties that could have been achieved with a fine grain structure. The schematic of the above mentioned process is presented in Fig. 2a. The concept of ART annealing for medium Mn steel emphasize to produce ultrafine microstructure of retained austenite embedded in-between the ferrite/martensite laths. ART annealing involves holding of steel having a fully martensitic fine microstructure in the intercritical phase field region during which fine austenite forms and undergoes sufficient enrichment of austenite stabilizers such as carbon and Mn. These austenite stabilizers in turn decrease the martensitic start temperature (Ms) (as per the equation (i)) of the intercritical austenite phase to a sufficient extent and at the same time the CCT curve of the intercritical austenite phase shifts to the right due to enrichment of the austenite phase. Both the above mentioned factors allows retention of a significant amount of austenite phase in the final microstructure after the final quenching to room temperature. The amount of enrichment of C and Mn in the intercritical austenite phase and subsequent amount of retained austenite in the final microstructure will be dependent on the temperature of isothermal intercritical holding of the steel specimen (as per the phase diagram). In this context, it is important to select the correct holding temperature in order to obtain maximum amount of retained austenite with the required phase stability. Steel specimen held just above the Ac1 temperature would have little amount of intercritical austenite phase and a high amount of solute elements available for its enrichment (Fig. 2b). Consequently, a small amount of retained austenite will be obtained but with a significant solute enrichment. Another option is to choose the intercritical holding temperature just below the Ac3 temperature, i.e. a higher intercritical temperature (Fig. 2c). In this case, the amount of intercritical austenite phase will be high which might result in greater retained austenite content in the microstructure. However, since the amount of solute element for enrichment of austenite is fixed, this will result in low concentration of solute elements in the high volume of intercritical austenite phase. Hence, after quenching the steel specimen after intercritical holding, the amount of retained austenite will again be on the lower side. This suggests that there has to be an optimum intercritical holding temperature for obtaining the maximum retained austenite volume fraction (Fig. 2d).

Various heat treatment routes in medium Mn steel
One way of finding the optimum temperature is by performing the ART annealing at different intercritical temperatures followed by measurement of the volume fraction of retained austenite by some suitable technique like X-ray diffraction (XRD). However, this is not encouraged due to its experiment intensive nature. Instead, it is suggestive to utilize the thermodynamic model developed by Moor et al. [12]. The same has been vastly utilized by the research fraternity due to its large success in predicting the amount of retained austenite near-correctly. In the following, description of the model calculation has been presented for a theoretical steel of composition, Fe-5Mn-0.25C wt.%. The model consists of the following steps:
-
(i)
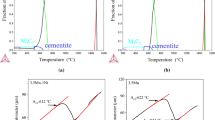
As the first step, the temperature dependent evolution of the equilibrium phases is being done. Figure 3a shows the evolution of various phases with temperature as calculated from the ThermoCalc program [13].
Fig. 3 
a Phase evolution with increasing temperature, b Carbon, c Manganese and d volume % of retained austenite as a function of intercritical holding temperature
-
(ii)
Second step is to predict the composition of the equilibrium austenite phase at different temperatures. Figure 3b, c presents the C and Mn concentration of the austenite phase predicted using the ThermoCalc program for the mentioned steel composition.
-
(iii)
In third step, Ms temperature of the austenite phase is calculated by using the following equation [14]:
$$M_{s} = 539 - 423*\% C - 30.9*\% Mn - 7.5*\% Si + 30*\% Al$$(1)

It is clear from the above equation that Ms temperature of the austenite phase is dependent on the intercritical annealing temperature as the solute content in the austenite phase vary with the temperature. The amount of martensite forming after quenching the specimen to room temperature, initially held at an intercritical temperature has been estimated using the empirical Koistinen–Marburger (KM) equation [15]:
where, Ms is martensitic start temperature and QT is quenching temperature. QT has been taken to be 30 ℃ (room temperature) in this particular case.
-
(iv)
The final retained austenite fraction in the microstructure can be estimated by subtracting the amount of freshly formed martensite (after the final quenching from intercritical temperature) from the equilibrium austenite fraction present at that particular intercritical temperature (Fig. 3d).
Figure 3d shows the predicted amount of retained austenite using the above formalism with the intercritical temperature. The predicted maximum retained austenite volume % occurred at the dissolution temperature of the cementite phase (Fig. 3a). Further, it is apparent that the predicted amount of retained austenite is highly sensitive to the variation in the intercritical temperature. A small change in the intercritical temperature in order of just 20 degrees leads to significant difference in the predicted retained austenite volume %. This is due the fact that C and Mn content of the intercritical austenite phase varies significantly with the temperature, leading to alteration in the Ms temperature and hence in the amount of retained austenite phase. Figures 3b, and c depicts the change in absolute value of the predicted amount of C and Mn, respectively, showing that again a small change in temperature lead to a considerable change in the C and Mn content of the austenite phase. To the end, it is important to note that Ms temperature is largely dependent on the carbon content of the austenite phase. A change of 0.1 wt. % C in the austenite phase lead to a difference of 42.3 °C in the Ms temperature (as per equation (i)). Furthermore, the C content of the intercritical austenite phase varies in the order of 0.1 wt. % (Fig. 3b). Thus, as far as the prediction is concerned, the retained austenite content is greatly influenced by the intercritical temperature of ART treatment. Microstructure evolution after the ART treatment in a medium Mn steel having composition, Fe-5Mn-0.25C wt.%, is displayed in Fig. 4. Figure 4a shows the as-rolled microstructure consisting of full-martensite microstructure. Highly dense martensite laths can be observed within various prior austenite grain boundaries. The steel when ART treated at 650 °C resulted in the stabilization of austenite phase (shown with arrows in Fig. 4b) along with the martensite phase (Fig. 4b).

a As hot-rolled microstructure consisting of martensite laths, b microstructure after ART treatment possessing retained austenite, indicated with arrows
Dependence of experimental retained austenite volume % has been found to be in compliance with the prediction made from the above model calculation. Determination of retained austenite volume % using thermodynamic calculations has been a routine thing to be carried out for medium Mn steels. Several authors have reported the effect of intercritical temperature on the retained austenite stabilization and the ensuing mechanical properties. To this end, a significant difference in the retained austenite content was observed in the Fe-5Mn-0.25C wt.% medium Mn steel. Accordingly, the tensile properties showed marked variation. Figure 5 shows the true stress–strain curve of the Fe-5Mn-0.25C wt.% medium Mn steel ART treated at 650 °C, and 670 °C, respectively. The corresponding retained austenite content before the tensile test in heat treated specimens has been shown in Fig. 5. It is noteworthy that there occurred a significant variation in the retained austenite volume % even with a small variation in the intercritical temperature of 20 °C. The retained austenite content was found to be in compliance with the predicted values in Fig. 3d. Further, the tensile properties also found to vary significantly with the intercritical temperature. The specimen with greater retained austenite content showed lower strength but higher ductility in comparison with the specimen having lesser retained austenite content. In this context, austenite phase having the FCC structure have higher number of slip system than BCC structure and therefore can be easily deformed upon loading. In an another work, Bansal et al. [5] have also showed variation in the retained austenite content with intercritical annealing temperature. In that study, a medium Mn steel of composition, Fe-4.75Mn -0.09C-1.24Si-0.64Al wt.%, was found to be sensitive with the intercritical temperature. Retained austenite content first increased and then decreased with increasing the ART annealing temperature in an interval of 20 °C. The maximum retained austenite was stabilized for the temperature greater than the cementite dissolution temperature, confirming the importance of the C in austenite stabilization. Further, the strength as well as the ductility increased with the increase in the retained austenite content in the microstructure. In an another study, the temperature sensitivity of retained austenite formation in a medium Mn steel (Fe-6Mn-0.15C-1.5Si-1Al wt.%) was showcased by Kim et al. [16]. Retained austenite volume % was found to increase significantly with the increase in the ART annealing temperature by just 20 °C. The tensile properties of the steel also varied drastically with a small variation in temperature of the order of 10–20 °C. Interestingly, the specimen with greater retained austenite content exhibited greater strength. In this context, it is general belief that a greater retained austenite content in the microstructure lead to improvement in ductility and decrease in the strength of the steel. This is because of the fact that austenite phase is a close packed face centered cubic crystal structure with a large number of slip systems and hence can be deformed easily. This notion is partially true and needs an amendment. Along with slip, austenite phase can deform via martensitic transformation and/or twinning. Both the martensitic transformation and twin is known to provide excellent work hardening during deformation and the related phenomena are known as TRIP and TWIP effects, respectively. Hence, the presence of austenite in the microstructure can improve the strength as well. SFE of the austenite phase greatly influences the onset of TRIP or TWIP effect [17,18,19,20,21,22]. It is known that SFE less than 18–20 mJ/m2 triggers TRIP effect while that in between 20–45 mJ/m2 triggers TWIP effect in the austenite phase. Austenite phase with SFE greater than 45 mJ/m2 deform preferably via slip. In the purview of work hardening during the deformation, TWIP effect is known to be the superior. SFE is composition and temperature dependent, therefore, can be tuned as per the requirement. Hence, in the above mentioned cases, the increase in strength as well as ductility can be associated with optimum SFE which would have triggered TRIP or/and TWIP effects in the specimens during deformation instead of just simple slip.

A true stress–strain plot of Fe-5Mn-0.25C medium Mn steel ART treated at 650 and 670 °C
2.2 Influence of Intercritical Annealing Time
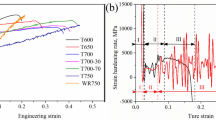
The model for retained austenite volume % prediction has an inherent assumption that all the processes are being carried out at equilibrium. The kinetics of evolution of austenite phase during intercritical holding and subsequent partitioning of alloying elements was not considered. However, this may not be correct for each case as the austenite evolution kinetics is highly dependent on various other factors such as initial state of the specimen (forged/hot rolled or cold rolled) and initial microstructure (prior austenite grain size, presence of pre-existing austenite, martensite lath characteristics). One of the major objective of the ART annealing treatment is to obtain the maximum amount of retained austenite in the final microstructure and the amount of retained austenite depends on the factors such as intercritical austenite volume %, the extent of elemental partitioning, the morphological evolution of the intercritical austenite etc. All these factors are time dependent and have a direct influence on the retained austenite content in the final microstructure. Hence, in order to obtain maximum amount of retained austenite in the final microstructure, it is important to perform ART annealing treatment for an optimum time duration such that the above mentioned time dependent factors must be well taken into account. Various authors have revealed the kinetics effect of austenite reversion in medium Mn steel [2, 5, 23]. Kinetics of austenite reversion and subsequent partitioning of alloying elements have important implications on the mechanical properties of the steel. Mechanical stability of the retained austenite phase is directly dependent on the stacking fault energy (SFE) of the austenite phase as discussed in the previous section. The occurrence of various work hardening effects in the austenite phase is SFE dependent. Since SFE is composition dependent and the composition of the austenite phase in medium Mn steel evolve with time, the mechanical properties of the steel would vary with varying the duration of ART annealing. In this context, Chandan et al. has showcased the importance of intercritical annealing duration vis-à-vis SFE of the austenite phase on the deformation behavior (of retained austenite) and mechanical properties of a Fe-4.75Mn-0.18C-0.4Al-0.8Si medium Mn steel [3]. It has been shown that the SFE of the austenite phase varies from 9 mJ/m−2 to 20 mJ/m−2 in the hot-rolled steel which was ART treated at 650 °C for 2 h and 4 h, respectively. The consequent deformation behavior of the retained austenite phase changed from TRIP in the 2 h annealed specimen to TWIP in the 4 h annealed specimen. The change in the deformation behavior from TRIP to TWIP led to significant enhancement in the tensile property of the 4 h annealed specimen [3]. It was shown that the increase in the SFE of the 4 h annealed specimen was primarily due to the increase in the Mn content of the austenite phase with increased intercritical holding time. Bansal et al. carried out a detailed study on the temporal evolution of retained austenite in a medium Mn steel of composition, Fe-4.75Mn −0.09C-1.24Si-0.64Al wt.% [5]. They also proposed a methodology to predict the retained austenite content at room temperature for varied annealing durations. It was shown that the samples annealed at different temperatures ranging from 570 to 670 °C (at an interval of 20 °C) stabilized increasing amount of retained austenite with increasing time duration. This increase in the austenite volume fraction with increasing time duration has an important implication on the mechanical properties of medium Mn steels. In this context, Xu et al. showed that both strength and ductility of the medium Mn steel increased with the increase in the retained austenite fraction which was resultant of the increased time duration of ART annealing. Thus, introduction of retained austenite in the microstructure can be useful in overcoming the so-called strength-ductility trade-off. The simultaneous improvement in strength and ductility can be associated with the onset of TRIP and/or TWIP mechanism in the austenite phase during deformation of the steel.
3 Concluding Remarks
From the above discussion, it is clear that both intercritical annealing temperature and time are most important parameters to be controlled in order to achieve the required retained austenite phase content in the final microstructure. Furthermore, both temperature and time must be suitably chosen in order to achieve the appropriate stability and SFE of the retained austenite phase and hence enhanced mechanical property. The importance of temperature lies in the fact that the elemental distribution in austenite phase is highly dependent on the intercritical temperature as per the equilibrium condition. However, the achievement of equilibrium requires a finite amount of time, which are generally not possible to employ in an industrial environment. Therefore, the kinetics of intercritical austenite phase evolution and subsequent partitioning of alloying elements needs to be considered as well. Apart from the ART temperature and time, selecting an alloy with suitable composition is another facet which must be looked upon carefully. The thermodynamic model calculation described can be utilized for predicting the retained austenite and its composition. Additionally, thermodynamic models for composition and temperature based SFE calculations [18, 19] can be employed for prediction of the tentative SFE of the austenite phase. Accordingly, the deformation behavior of the austenite phase can be ensured to either TRIP or TWIP or combination of both. In this way, the mechanical property of medium Mn steels, which is highly dependent on the austenite phase, can be tuned as per the requirement.
References
Worldautosteel (2011) Future steel vehicle—final engineering report. http://Www.Autosteel.Org/Programs/Future%20steel%20vehicle.Aspx
Mishra G, Chandan AK, Kundu S (2017) Hot rolled and cold rolled medium manganese steel: mechanical properties and microstructure. Mater Sci Eng A 701:319–327. https://doi.org/10.1016/j.msea.2017.06.088
Chandan AK, Mishra G, Mahato B, Chowdhury SG, Kundu S, Chakraborty J (2019) Stacking fault energy of austenite phase in medium manganese steel. Metall Mater Trans A 50:4851–4866. https://doi.org/10.1007/s11661-019-05367-x
Chandan AK, Bansal GK, Kundu J, Chakraborty J, Chowdhury SG (2019) Effect of prior austenite grain size on the evolution of microstructure and mechanical properties of an intercritically annealed medium manganese steel. Mater Sci Eng A 768(138458). https://doi.org/10.1016/j.msea.2019.138458
Bansal GK, Madhukar DA, Chandan AK, Ashok K, Mandal GK, Srivastava, VC (2018) On the intercritical annealing parameters and ensuing mechanical properties of low-carbon medium-Mn steel. Mater Sci Eng A 733:246–256. https://doi.org/10.1016/j.msea.2018.07.055
Bansal GK, Rajinikanth V, Ghosh C, Srivastava VC, Kundu S, Chowdhury SG (2018) Microstructure–property correlation in low-Si steel processed through quenching and nonisothermal partitioning. Metall Mater Trans A 49:3501–3514. https://doi.org/10.1007/s11661-018-4677-1
Bansal GK, Junior LP, Ghosh C, Rajinikanth V, Tripathy S, Srivastava VC, Bhagat AN, Chowdhury SG (2020) Quench temperature-dependent phase transformations during nonisothermal partitioning. Metall Mater Trans A 51:3410–3424.https://doi.org/10.1007/s11661-020-05779-0
Bansal GK, Rajinikanth V, Ghosh C, Srivastava VC, Dutta M, Chowdhury SG (2020) Effect of cooling rate on the evolution of microstructure and mechanical properties of nonisothermally partitioned steels. Mater Sci Eng A 788, art no. 139614. https://doi.org/10.1016/j.msea.2020.139614
Bansal GK, Pradeep M, Ghosh C, Rajinikanth V, Srivastava VC, Bhagat AN, Kundu S (2019) Evolution of microstructure in a low-Si micro-alloyed steel processed through one-step quenching and partitioning. Metall Mater Trans A 50:547–555. https://doi.org/10.1007/s11661-018-5039-8
Lee Y-K, Han J (2015) Current opinion in medium manganese steel. Mater Sci Technol 31:843–856. https://doi.org/10.1179/1743284714Y.0000000722
Zackay VF, Parker ER, Fahr D, Busch R (1967) The enhancement of ductility in high-strength steels. ASM Trans Quart 60(2):252
Emmanuel DM, David KM, Speer JG, Matthew JM (2011) Austenite stabilization through manganese enrichment. Scripta Mater 64:185–188. https://doi.org/10.1016/j.scriptamat.2010.09.040
Andersson JO, Helander T, Hoglund L, Shi PF, Sundman B (2002) Thermo-Calc and DICTRA, computational tools for materials science. Calphad 26:273–312. https://doi.org/10.1016/S0364-5916(02)00037-8
Mahieu J, Maki J (2002) Phase transformation and mechanical properties of si-free CMnAl transformation induced plasticity-aided steel. Metall Mater Trans A 33:2573. https://doi.org/10.1007/s11661-002-0378-9
Koistinen DP, Marburger RE (1959) A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall 7:59–60. https://doi.org/10.1016/0001-6160(59)90170-1
Kim JK, Kim JH, Suh DW (2019) Partially-recrystallized ferrite grains and multiple plasticity enhancing mechanisms in a medium Mn steel. Mater Charact 15:109812.https://doi.org/10.1016/j.matchar.2019.109812
El-Danaf E, Kalidindi, Doherty SR (1999) Influence of grain size and stacking-fault energy on deformation twinning in fcc metals. Metall. Mater Trans A 30A:1223–33. https://doi.org/10.1007/s11661-999-0272-9
Curtze S, Kuokkala V (2010) Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater 58:5129–5141. https://doi.org/10.1016/j.actamat.2010.05.049
Allain S, Chateau JP, Bouaziz O, Migot S, Guelton N (2004) Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater Sci Eng A 387–389:158–162. https://doi.org/10.1016/j.msea.2004.01.059
Lee Y-K (2012) Microstructural evolution during plastic deformation of twinning-induced plasticity steels. Scripta Mater 66:1002–1006. https://doi.org/10.1016/j.scriptamat.2011.12.016
Sato K, Ichinose M, Hirotsu Y, Inoue Y (1989) Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe–Mn–Al Alloys ISIJ Int 29:868–77. https://doi.org/10.2355/isijinternational.29.868
Cooman BCD, Kwon O, Chin K-G (2012) State-of-the-knowledge on TWIP steel. Mater Sci Technol 28:513–527. https://doi.org/10.1179/1743284711Y.0000000095
Xua HF, Zhaoa J, Cao WQ, Shi J, Wang CY, Wang C, Li J, Dong H (2012) Heat treatment effects on the microstructure and mechanical properties of a medium manganese steel (0.2C–5Mn). Mater Sci Eng A 532:435–442. https://doi.org/10.1016/j.msea.2011.11.009
Acknowledgements
The author AKC would like thank Md. Sameer Ansari for his contribution in performing the thermodynamic model calculation.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chandan, A.K., Bansal, G.K., Sahoo, B.K., Chakraborty, J. (2022). Medium Manganese Steel: Revealing the High Sensitivity of Microstructure and Mechanical Properties on Intercritical Annealing Temperature and Time. In: Kumari, R., Majumdar, J.D., Behera, A. (eds) Recent Advances in Manufacturing Processes. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-3686-8_18
Download citation
DOI: https://doi.org/10.1007/978-981-16-3686-8_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3685-1
Online ISBN: 978-981-16-3686-8
eBook Packages: EngineeringEngineering (R0)