
Abstract
Unique properties such as high strength, wear and fatigue resistance at high temperatures have made superalloys best candidate materials for the aerospace industry. On the other hand, the development of composite materials particularly metal matrix composites (MMCs) have comparable properties to superalloys and have an advantage of being lightweight and high strength to wear ratio. A significant application involves the use of superalloys and composites in aerospace gas turbine components used in high-temperature applications. The mechanical machining of these materials is difficult due to higher tool wear and low material removal rate. Laser drilling is a well-established manufacturing process utilised to produce holes in various aeroengine components, in particular high-pressure turbine blades, combustors and nozzle guide vanes. High-value manufacturing industries always aim to improve process efficiency and produce parts at the lowest possible cost without affecting product quality. Taking into account the significance of these factors this chapter focuses on material removal volume, different hole quality attributes and manufacturing cost as performance measures to study the impacts of laser drilling process parameters for the selected materials. Conclusively, some future perspectives concerning the use of laser drilling are highlighted, specifically with advancements in science and technology.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Laser drilling
- Inconel 718
- Metal matrix composites
- Material removal volume
- Hole quality
- Manufacturing cost
1 Introduction
Aircraft engine components usually operate under elevated temperature (above 1000 °C) and high-pressure conditions (more than 1 MPa) [42]. Materials with outstanding thermo-mechanical properties are required for effective performance in such hot sections of an aeroengine. Superalloys are the ideal candidate for use in aforesaid extreme operating conditions because of excellent corrosion and wear resistance, and high creep strength properties [71]. Superalloys are majorly classified into four categories, (Ni) nickel-based, (Ti) titanium-based, (Co) cobalt-based and (Fe) iron-based alloys. A significant portion (70%) of superalloys is used by aerospace industries and approximately 50% of the aerospace components are manufactured using Ni-based superalloys [24]. The characteristics of high strength, excellent thermal and fatigue resistivity enabled these alloys to be used in various applications, such as aeroengine components, space shuttles, nuclear reactors and tooling.
Composite materials have become popular in a wide range of industries due to their enhanced properties, including high strength to wear ratio, lower weight, and better corrosion and high-temperature resistance. Metal matrix composites (MMCs) are a comparatively new class of material structured by embedding high-strength ceramic fibres into a tough metal matrix [38]. These composites have superior properties comparable to superalloys and are used in both commercial and industrial applications especially in the aerospace sector [2, 35].
Conventional machining of these materials is challenging because of higher tool wear and the low material removal rate [3, 60]. The significance of using non-conventional machining processes (electrical discharge machining (EDM), laser machining and water-jet machining) for superalloys and MMCs has been discussed by Bains et al. [5] and Majumdar and Manna [47]. It is noted that non-conventional machining processes produce high quality products with better surface characteristics. Of all the available non-conventional machining processes, laser processing is a fast and flexible machining process specifically when drilling of aerospace components is considered [48].
There are different ways to drill a particular hole geometry. They can be divided based upon drilling processes such as single-pulse, percussion and trepanning. For a particular process, there is a range of parameters involved which control the material removal, hole quality and manufacturing cost. Furthermore, there are different factors which influence the laser drilling manufacturing cost. All of these aspects are discussed in this chapter.
2 Drilling in the Aerospace Industry
Advancements in aeroengine efficiency are associated with an enhancement of exhaust gases and combustion temperatures in aircraft gas turbines [52]. Although superalloys can sustain these elevated temperatures, supplementary cooling of components is necessary for effective engine performance. This can be achieved through drilling multiple cooling holes in hot-section components. Hole dimensions as well as the number of holes vary in different components as shown in Table 1.
Different methods are available to drill these holes. These include electrochemical machining (ECM), electrodischarge machining (EDM) and laser drilling. The latter method has an advantage over ECM and EDM because of the following reasons [20, 21, 46, 54, 92]:
-
i.
There is no direct contact with the material surface and therefore no tool wear or breakage is involved.
-
ii.
Proper design of the motion-control system and beam delivery facility enables the achievement of high precision and repeatability.
-
iii.
The laser beam can be focused precisely on the defined area, which allows drilling of holes of various shapes and sizes.
-
iv.
It is easy to program and automate the laser drilling process.
-
v.
A wide range of materials can be operated on including composites, plastics, silicon, rubber or metals.
-
vi.
The process duration is shorter as compared to EDM and ECM techniques.
-
vii.
Some of the laser machines are versatile and it is possible to perform multiple functions using the same laser, such as welding or cutting.
However, there are some limitations of laser drilling which must be considered; these are provided below [20, 21, 46, 54, 92].
-
i.
High capital cost is needed to buy a laser drilling setup.
-
ii.
Laser drilling is associated with some inherent defects, such as hole taper, circularity, recast layer thickness (RLT), heat affected zone (HAZ), surface roughness, spatter and microcracks.
-
iii.
Appropriate laser safety precautions need to be implemented.
-
iv.
Optical setup needs regular maintenance.
Therefore, this chapter is focused on the laser drilling process taking into consideration both cost and quality aspects.
3 Laser Drilling
Laser drilling is a non-traditional machining process, which is extensively used in the aerospace industry for the machining of high strength and high-temperature resistant metals and alloys. Recently, the application of laser drilling for producing holes in aluminium matrix/silicon carbide reinforcement (Al/SiC) MMCs has been reported by researchers [49, 51, 93]. This technique is preferable compared to other manufacturing processes, especially in the drilling of aerospace components [52, 73]. It has been extensively adopted for producing cooling holes for aerospace gas turbine components, in particular combustors, nozzle guide vanes and high-pressure turbine blades [6].
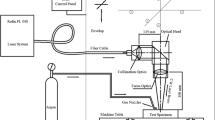
In the laser drilling process, a high power laser beam is directed on the surface of the workpiece, where the optical energy of the laser beam is thermalized and rapidly heats the base material and converts it into its molten state as a result of thermal diffusion. Some of the energy is lost due to scattering and reflection of the laser beam. Depending on laser intensity material is removed in both the liquid and/or vapour states. The process of hole formation during laser drilling is shown in Fig. 1. If the laser intensity is high enough, the vaporisation will generate plasma and recoil pressure which helps in the ejection of molten metal and results in the formation of a hole cavity (Fig. 2a) [83]. To make the liquid metal removal more efficient high pressure assist gas can be used, as presented in Fig. 2b. Kinetic energy of the assist gas is used to expel liquid metal where the process doesn’t need to rely on the vapour pressure. Assist gas pressure together with plasma and recoil pressures control material expulsion in the laser drilling process [66, 82].

Hole formation physical mechanism in the laser drilling process [56]

Schematic of the laser drilling process: a vapour driven melt expulsion, b assist gas melt expulsion
Different types of methods are available for the laser drilling operation, which include single-pulse, percussion and trepan laser drilling. The following section outlines the description of these methods.
4 Methods of Laser Drilling
Laser drilling can be performed using different methods and laser types. Depending on the required applications, a particular method and laser are selected as indicated in Fig. 3.

Laser drilling methods and their application requirements
4.1 Single-Pulse Laser Drilling
Single-pulse laser drilling, also known as single-shot laser drilling is a simple method of drilling holes. It involves the use of a single pulse with high energy to create a hole throughout the material thickness. The maximum thickness of material that can be drilled is limited by the pulse energy of the laser. The hole size and quality depend on material thickness and spatial as well as temporal profiles of the laser beam [70].
Using this method, a large number of holes can be produced in a relatively short amount of time. This depends on laser frequency and the speed of the motion system. Single-pulse drilling is a better choice when productivity is the priority compared to quality [79]. It is to be noted that above certain thickness very high pulse energy lasers are required which are expensive, therefore this method is suitable for producing holes in thin sheet materials.
4.2 Percussion Laser Drilling
Percussion laser drilling involves a series of laser pulses fired at a particular spot of a material where each pulse generates a proportion of the hole. The productivity of this process is a function of pulse energy (edge depth per pulse) and pulse frequency.
Better hole quality can be attained with percussion drilling which depends on laser beam quality and its intensity profile; however, this process is slower in comparison to single-pulse drilling and requires more energy to drill a hole [79].
4.3 Trepan Laser Drilling
Trepan laser drilling or trepanning is employed to drill large diameter holes. This process begins by piercing a central hole into the material similar to percussion drilling; the laser beam is then moved in a spiral configuration using a motion control system to cut the required size hole. A significant benefit of this method is the delivery of good quality holes but it takes a more time compared to other methods [48]. Figure 4 shows hole quality and drilling time associated with various laser drilling methods. It is evident that trepanning is the best choice when hole quality is the priority. In trepanning, hole quality depends on the accuracy of the motion system [55].

Correlation between hole quality and drilling time for different laser drilling methods. Source Gautam and Pandey [25]
5 Performance Measures
Performance of the laser drilling process depends upon efficient removal of (molten) material, hole quality and manufacturing cost. These performance measures are described in the following sections.
5.1 Material Removal Volume
Material removal is a key feature of the machining process. Laser drilling process involves the removal of molten material to produce a hole cavity. Material removal volume (MRV) indicates the volume of material removed per unit time when it is correlated with the process time, specified as mm3/s [79]. It helps the users to calculate the speed of the drilling of any arbitrary hole by knowing the volume of material needed to be removed per hole. It also defines the energy efficiency of the process that is associated with the amount of material removed per unit joule of energy, usually measured in mm3/J [23]. Energy consumption is also an important cost driver of the laser drilling process, therefore it is reasonable to achieve higher MRV with lower energy consumption.
5.2 Hole Quality
Hole quality is of supreme concern in the aerospace industry. Several characteristics are used to judge the quality of laser drilled holes i.e. geometrical features (hole circularity, hole taper and surface roughness) and metallurgical features (microcracks, recast layer, spatter and heat affected zone) [25]. Detailed quality attributes are provided in the following sections.
5.2.1 Hole Circularity
Hole circularity defines the roundness of a hole. It varies with the deviation of the hole diameter across the circumference of a drilled hole as shown in Fig. 5. It is always important to increase hole circularity, which can be calculated by the following relation (1). In single-pulse and percussion drilling, hole circularity depends on the roundness of the laser spot and laser beam intensity profile. Whereas in trepanning it is influenced by the accuracy of the motion system.

Measurement of hole circularity
where:
\(H_{c}\) = Hole circularity.
\(D_{Min}\) = Minimum hole diameter (mm).
\(D_{Max}\) = Maximum hole diameter (mm).
5.2.2 Hole Taper
Taper formation is an inherent characteristic of laser material processing. It is an important attribute which significantly influences drilled hole quality [4]. Near-zero hole taper is always desirable specifically in aeroengine components where close tolerances and high quality are strict requirements [7].
Hole taper angle is based on the entry and exit hole diameters of the drilled hole and can be calculated using the following relation (2).
where:
\(\theta\) = Taper angle.
\(D_{ent}\) = Entrance hole diameter (mm).
\(D_{ex}\) = Exit hole diameter (mm).
\(t\) = Material thickness (mm).
Taper angle can be positive or negative depending upon entrance and exit hole diameters. Figure 6 shows the position of hole taper where the exit hole side is smaller than the entry side (positive hole taper). The major cause of this drawback is the diffraction of the laser beam inside the hole cavity.

Schematic representation of a (positive) hole taper
5.2.3 Surface Roughness
Surface roughness is one of the important factors considered for quality evaluation of laser drilled parts [86]. It refers to surface irregularities formed on the inner side of the hole which is a product of recast layer. It also reflects the dynamics of the liquid film prior to solidification and local reflectivity of the laser beam. It is usually measured as the arithmetic mean of absolute values of the vertical deviations of the actual surface from the ideal or nominal surface profile over the defined evaluation length, as presented in Fig. 7. A small deviation presents a smooth surface and if the deviation is large the surface obtained is rough. A smooth and uniform surface is required to ensure smooth airflow and avoid turbulence specifically for turbine blades [33]. Surface roughness is majorly influenced by laser intensity, laser power and trepan speed [86, 88].

Average surface roughness (Ra) representation [91]
5.2.4 Microcracks
Rapid drilling induces a high cooling rate in the material and in some cases may lead to the formation of microcracks [25]. Microcracks normally arise when drilling is performed in brittle or hard materials. The propagation of these cracks in operation affects the fatigue life of components leading to failure [59]. Figure 8 indicates microcracks formed on the laser drilled surface. Microcracks can be avoided by minimising thermal input into the material.

Microcracks formation around a drilled hole (0.5 mm thick yttria-stabilized zirconia) [22]
5.2.5 Recast Layer
During the laser drilling operation, some of the melted material is not removed appropriately and is re-solidified along the walls of the hole. This is known as a recast layer [25]. This layer has contrasting properties compared to the parent material. Sometimes, microcracks are also formed in the recast layer which adversely affect the component’s integrity and its lifespan [59]. Therefore, recast layer formation must be avoided. Figure 9 shows the recast layer in a percussion drilled hole. For a given material, recast layer depends on laser beam intensity. Higher the laser beam intensity more efficient is the material removal which ultimately reduces the chances of recast layer formation.

Recast layer in a percussion drilled hole (4 mm thick IN 718) [7]
5.2.6 Spatter
Incomplete expulsion of melted material occasionally causes the scattering of molten droplets around the edges of the hole, which later resolidify. These droplets get stuck to the hole surface and are known as spatter [32]. It is an innate defect of the laser drilling process and is not desirable especially for effusion cooling applications, whereby the material surface is important for the efficiency and flow of the cooling air [45]. Figure 10 depicts the spatter area formed near the edges of laser drilled holes of a Nimonic sheet.

SEM image of spatter deposited over the periphery of the holes (2.05 mm thick Nimonic PK 33) [45]
5.2.7 Heat Affected Zone
Laser drilling is a thermal process which involves the interaction of a laser beam with the surface of the workpiece. Higher temperature is involved in the process due to which the (mechanical, physical and chemical) properties of the workpiece surrounding the interaction area are changed. This results in the creation of a distinct zone known as a heat affected zone. The HAZ area is not melted, though lateral heat conduction produces a significant change in the microstructure. The microstructure interface clearly differentiates HAZ from the base material and the recast layer as shown in Fig. 11. HAZ is directly linked to pulse duration and laser beam intensity. Low pulse duration allows less time for the energy to dissipate into the material. On the contrary, high laser beam intensity leads to efficient removal of molten material and results in less contact time between the hot liquid and bare material.

HAZ and recast layer in laser drilled hole (8.0 mm thick IN 718) [6]
5.3 Manufacturing Cost
Manufacturing cost of a product plays an important role in its successful design and production. It is used for making several types of decisions for product designing and manufacturing. These decisions include:
-
Material type to be utilised for the product
-
Manufacturing process type to be used for the product
-
Number of products to be manufactured
-
Whether to buy or make the part/product
-
Product design.
Product manufacturing cost is a major cost element of its selling price i.e. 40% (shown in Fig. 12), which further consists of various elements: labour cost (direct & indirect), material cost, equipment depreciation, energy and plant cost as illustrated in Fig. 13 [81]. It is important to estimate manufacturing cost as it assists the manufacturing companies to evaluate their performance and effectiveness [16].

Product selling price cost elements [81]

Manufacturing costs elements [81]
There are different ways of drilling and each of them has a different quality and associated manufacturing cost which is essential to understand for the user. With single-pulse drilling, manufacturing cost can be reduced but at the expense of hole quality; on the other hand, trepanning gives good hole quality but the manufacturing cost is higher. This shows that there is a trade-off between quality and manufacturing cost. All these factors depend on the process parameters which are discussed in the following sections.
6 Laser Drilling Process Parameters
Different parameters are involved in the practical implementation of the laser drilling process. Yeo et al. [92] grouped these parameters into five main categories, as shown in Fig. 14. Laser pulse parameters include pulse energy, pulse duration, pulse frequency and the number of pulses. Environment conditions are the surrounding temperature and humidity level. Material based parameters include material reflectivity, thickness and type of material. Optical setup involves beam shape, intensity profile, focal length and focal position of the laser beam. Assist gas based parameters are gas pressure, nozzle design and the type of assist gas employed. The performance and efficiency of the process depend on an appropriate selection of these parameters.

Classification of process parameters
6.1 Pulse Energy and Pulse Duration
Pulse energy and pulse duration are the critical process parameters of laser drilling. Pulse energy provides the energy to melt or vaporise a proportion of the material. Pulse duration or pulse width determines the duration at which this energy is applied as shown in Fig. 15. Depending on laser specifications, the ranges of pulse duration and pulse energy can be varied and have a significant impact on the hole characteristics [25].

Laser pulse waveform
Both of these parameters are interdependent (see Eq. 3) and define the laser peak power that controls the rate at which pulse energy is applied into the material [48]. To attain the same pulse energy with a short pulse width, higher peak power is required. There is a significant impact of peak power on the material removal process. Higher peak power with short pulse duration typically leads to rapid melting and high vapour pressure which subsequently accelerates liquid (molten metal) removal [79]. It has been noted that drilling with high peak power significantly reduces hole taper [31, 57], recast layer thickness [6, 14, 61] and microcracks [59].
It is clear from Eq. (3) that peak power is directly proportional to pulse energy and inversely proportional to pulse duration. High pulse energy helps to remove the molten material outside the hole cavity and therefore reduces the RLT [14] and microcracking [15]. On the other hand, hole taper increases with an increase in pulse energy [12, 78]. Generally, long pulse duration produces large diameter and deeper hole because of sufficient laser beam-workpiece interaction time [8], however, too long pulse duration is not ideal for laser drilling as it produces a large HAZ [57]. Short pulse duration is found to produce a very small difference between entry hole and exit hole diameters because of the high-power intense laser beam [12, 30] and also reduces microcracking [15]. The above mentioned studies have revealed a significant influence of pulse energy and pulse duration on drilled hole quality, therefore it is important to select a suitable value for these parameters.
6.1.1 Single-Pulse Drilling
Single-pulse drilling employs one high-energy laser pulse to perform the drilling operation. The laser pulse can be of a short pulse duration with high peak power (Fig. 16a) or long pulse duration with low peak power (Fig. 16b), each has a significant impact on hole characteristics. The combination of short pulse width with high peak power is recommended as it improves repeatability of hole diameter [65] and hole circularity [28, 65].

Schematic representation of single-pulse drilling regimes: a higher peak power, b lower peak power
6.1.2 Percussion
In case of percussion drilling, more than one number of pulses are involved therefore the energy transferred to the material is calculated as cumulative pulse energy i.e. a total sum of energy associated with each pulse, as shown in Fig. 17. Typically, the cumulative pulse energy required to drill a hole is higher in comparison to single-pulse drilling due to pulse off stage in percussion drilling which allows the molten metal to solidify. Laser pulse off time depends on the duty cycle and pulse frequency. This indicates that the number of pulses and pulse frequency are also important parameters. These are explained in the following sections.

Schematic representation of cumulative pulse energy—percussion drilling
6.2 Number of Pulses
In laser drilling an increase in the number of pulses helps to remove material from the bottom side of a hole, after the formation of through-hole, and consequently produces lower hole taper [26, 29, 41, 64, 79]. Circularity of holes also improves with higher number of pulses [34]. However, spatter volume can be minimised using a smaller number of pulses [90].
6.3 Pulse Frequency
Pulse frequency controls the number of laser pulses fired per second. It also defines the average power of the laser that can be calculated by using the following Eq. (4).
Hole quality is significantly influenced by the change in pulse frequency [63]. At high pulse frequency, the time gap between consecutive pulses is short which reduces the chances of heat loss due to convection and allows sufficient energy to enter into the workpiece material [79]. Lower hole taper with less RLT can be obtained with high pulse frequency [6, 12, 29, 57, 68]. On the contrary, HAZ increases with pulse frequency [57]. High average power (frequency) lasers and high energy lasers are expensive; therefore the type of process and laser used should be carefully selected.
6.4 Material Properties and Environment
Material properties have a considerable effect on laser drilling performance. The (reflective) characteristics of a material surface directly influence the amount of energy absorbed during the laser drilling operation. Reflectivity or absorptivity is required to calculate the amount of energy absorbed by the material as indicated in Eq. (5) [74]. Single-pulse drilling is more sensitive to material reflectivity, whereas in percussion drilling there is a preheating effect and absorptivity increases with subsequent pulses.
where:
\(E_{abs}\) = Energy absorbed by the material (J).
\(A\) = Material absorptivity (1 − Reflectivity).
\(P\) = Applied laser power (W).
\(D_{p}\) = Pulse duration (s).
In addition to this, the thermal conductivity of material also affects process efficiency. It is obvious that materials with high thermal conductivity transfer heat quickly throughout the workpiece instead of rapidly heating the targeted zone, therefore more time is needed to reach the melting state [84]. Material thickness is a significant influencing factor related to the geometry and metallurgical features of hole quality. Hole taper decreases with an increase in material thickness. On the contrary, spatter and recast layer increase when thicker material is used [6].
Environmental factors including humidity, mist, dust, ambient temperature and machine vibration also influence laser performance. Moreover, the surface of optical elements should be cleaned and contain no oil vapour or dust particles as these damage the optical system [75].
6.5 Beam Shape and Intensity Profile
The temporal profile of a laser beam defines the intensity distribution and material removal capability of a laser pulse [92]. Gaussian beam profile is generally used in the laser drilling process as it provides a small focused spot and high laser beam intensity which results in efficient removal of molten material [87]. Diameter and roundness of a laser beam directly affect the dimensions of a hole. The size of a hole is directly dependent on beam size. The smallest beam size of a particular laser system is determined by its optics and the optical settings.
6.6 Focal Length and Focal Position
Focal length is the distance from the centre of the lens to the focal point (see Fig. 18). Hole characteristics are greatly influenced by a change in focal length since this directly effects the beam spot size that is related with the laser power density, as shown in Eqs. (6) and (7) [1]. High power density is associated with shorter focal length and therefore results in higher melt removal. On the other hand, the spatter area increases with shorter focal length [43].

Focus pattern of a laser beam
where:
\(S_{d}\) = (min) spot diameter (mm).
\(F_{l}\) = Focal length (mm).
\(\emptyset\) = Beam divergence (angle).
\(P_{d}\) = (max) Laser power density (W/mm2).
\(P\) = Applied laser power (W).
\(A_{s}\) = Cross-sectional area of the laser spot (mm2).
Focal position of a laser beam is divided into three categories based on its position relative to the workpiece surface (see Fig. 19) [34]:

Schematic diagram showing the variation of focal position [27]
-
Zero: when the focal position of the laser beam is located exactly at the workpiece surface
-
Positive: when the focal position of the laser beam is located above the workpiece surface
-
Negative: when the focal position of the laser beam is located below the workpiece surface.
Focal position significantly affects the quality and geometry of a hole. Minimum RLT was noticed by Marimuthu et al. [48] and Leigh et al. [41] when the focal position of the laser beam was maintained exactly at the workpiece surface. The circularity of holes has also been shown to increase with zero focal plane position [34]. Shin and Mazumder [85] found a significant improvement in the values of hole taper with zero focal plane position.
6.7 Assist Gas
In the laser drilling process, an assist gas is employed to facilitate the removal of molten material and to blow out the recast layer and spatter which is deposited inside and on the top of the hole cavity, respectively. Different types of assist gases are utilised for the laser drilling operation. They are broadly classified as reactive gases or inert gases. Reactive gases provide additional exothermic energy as a result of chemical reaction between the molten metal and the gas and subsequently improve drilling efficiency. Oxygen and compressed air are categorised as reactive gases [72]. On the other hand, inert gases only provide kinetic energy to evacuate the molten material from the hole cavity without undergoing any chemical reaction. Nitrogen and argon fall under this category. The quality of the drilled hole is significantly affected by the type of assist gas employed [4]. Low et al. [44] observed lower spatter thickness with weak bonding strength when using oxygen as the assist gas. On the contrary, the drilling edge is oxidised which requires further cleaning [89]. Compressed air is the cheapest option but the disadvantages associated with this gas are the formation of dross and an oxidised surface. Using inert gases (nitrogen and argon), these oxidation scales can be avoided. Marimuthu et al. [49] compared the quality of laser drilled holes using different assist gases. A regular hole profile with minimum RLT was obtained with argon and nitrogen compared to oxygen and compressed air.
The gas pressure must be enough to overcome the surface tension holding the liquid (molten) metal so that the liquid can be ejected. The value of gas pressure influences hole quality. Higher gas pressure facilitates the removal of molten material along the sidewalls and therefore results in less RLT [14, 48] and lower hole taper [12]. On the other hand, excessive gas pressure is also not desirable as it results in the formation of microcracks due to the phenomena of rapid solidification [14].
The nozzle design also affects hole quality. Biffi and Previtali [10] designed an innovative nozzle and achieved a significant decrease in spatter compared to a standard nozzle. Low values of recast layer were reported by Khan et al. [39] when a small nozzle diameter was used.
Proper control of these process parameters is necessary as they significantly influence performance of the process. Influence of laser drilling process parameters on the selected performance measures is provided below.
7 Effect of Process Parameters on MRV
The laser drilling process is associated with the removal of molten material to produce a particular hole geometry. Process efficiency depends on the volume of material removed versus the amount of energy applied. Higher MRV is always desirable with less energy input as it improves process efficiency. Additionally, MRV and process duration define the productivity of the process where higher MRV with less process duration is required for improved productivity.
There are various process parameters which influence MRV in laser drilling. This section covers previous research work conducted by researchers to study MRV in connection with the laser drilling process.
Low et al. [43] examined the laser drilling parameters influencing melt removal during percussion drilling. They concluded that pulse width and peak power directly influence MRV.
Fysikopoulos et al. [23] examined the impact of laser power and pulse frequency on the energy efficiency of the laser drilling process. For energy efficiency, MRV was calculated against the energy applied. It was revealed that increase in laser power and pulse frequency enhances process efficiency.
Panda et al. [68] selected oxygen as an assist gas and studied the variation in MRR. It was found that higher gas flow rate increases MRR. Goyal and Dubey [30] reported that higher gas pressure provides sufficient drag force that facilitates in removing the melt material. Wang et al. [89] analysed the effects of assist gas including oxygen and argon on drilling efficiency. Improved efficiency was reported using oxygen as an assist gas due to its combustible-supportability that generates excessive heat and results in higher MRV.
Sarfraz et al. [79] investigated the effects of laser drilling parameters on IN718 superalloy using three different laser drilling processes. Material removal rate (MRR) was calculated using MRV and drilling time. The results showed that pulse width, number of pulses and trepan speed are the most important parameters that influence MRR.
Biscaia et al. [11] conducted experiments on nickel superalloy using trepan laser drilling to explore the influence of process parameters on MRR. Results indicated trepan speed as the significant parameter influencing MRR. Higher trepan speed produced higher MRV with reduced drilling time.
An investigation was performed by Parthipan and Ilangkumaran [69] to examine the material removal rate and surface roughness of laser drilled holes in Cu-Ni-Tib2 MMC. Response surface methodology (RSM) approach was used to describe the relationship between material removal rate and drilling parameters. Then the optimal process parameters (pulse energy, laser power, gas pressure) were determined for higher MRR and better surface roughness.
8 Effect of Process Parameters on Hole Quality
Different experimental studies have been performed by researchers to study the impact of laser drilling process parameters on hole quality. These aim to enhance the quality attributes of the laser drilled holes.
Taper control is the most important issue during the laser drilling process. High value manufacturing industries dealing with aircraft engine components demand holes without any taper. Different factors influence hole taper, the following studies address the significant process parameters.
Bandyopadhyay et al. [7] investigated the hole taper of laser drilled holes produced in titanium alloy and nickel superalloy sheets. Pulse duration, pulse energy and focal position were found to be significant parameters affecting hole taper. Low levels of pulse duration and pulse energy with zero focal position resulted in improvement of hole taper. In another study, Bandyopadhyay et al. [6] found that increase in material thickness caused improvement in hole taper.
Kacar et al. [37] observed the influence of pulse duration and peak power on hole taper using alumina ceramic. An increase in pulse duration and peak power produced an improvement in hole taper.
A study was conducted by Mishra and Yadava [58] on laser drilling of IN 718 sheet. Results showed improvement in hole taper with an increase in pulse frequency. Bathe and Padmanabham [9] reported the influence of laser drilling parameters using TBC (thermal barrier coated) IN 718 as a substrate. Pulse duration produced a significant impact on hole taper. Decreasing pulse duration produced a reduction in hole taper.
Goyal and Dubey [30] investigated the impact of laser drilling parameters on hole taper of laser drilled IN 718 sheet. Hole taper was found to decrease with an increase in trepan speed and pulse frequency. Similar findings were reported by Dhaker and Pandey [18].
Bahar et al. [4] showed the importance of laser power and laser frequency in the laser drilling process. They reported that higher laser power and increased pulse frequency help to improve hole taper. The study also revealed that comparing the effect of compressed air, oxygen and nitrogen on hole taper, improved hole quality was obtained with compressed air and nitrogen. Shin and Mazumder [85] stated that hole taper can be improved when higher laser power is applied with lower trepan speed and zero focal position.
Chatterjee et al. [12] explored studies on laser drilling of titanium alloy. Pulse duration, pulse energy, pulse frequency and gas pressure were varied to observe their effects on hole taper. They stated that increasing pulse frequency and gas pressure resulted in improvement of hole taper. It was also discovered that hole taper was increased by increasing pulse energy and pulse width. Chatterjee et al. [13] conducted another study on stainless steel (AISI 316). Similar results were found for this material except for gas pressure and pulse energy effects due to a difference in material properties.
Sarfraz et al. [79] conducted experiments to investigate the impacts of pulse energy, pulse frequency, number of pulses, pulse duration and trepan speed on hole taper. Pulse duration and pulse energy produced the most significant effect on hole taper.
Padhee et al. [67] examined the impact of number of pulses and pulse width on the taper angle of drilled holes produced on (Al/SiC) MMC. Improvement in taper angle was observed when lower number of pulses and lower pulse width was applied. Moreover, the impact of concentration (wt%) of SiC particulates on hole taper was studied. It was noted that higher concentration of SiC increases hole taper.
Marimuthu et al. [49] studied the characteristics of holes during laser drilling of (Al/SiC) MMC. It was observed that less energy is required to drill holes with acceptable quality in (Al/SiC) MMC in contrast to isotropic metals or alloys. In another study, Marimuthu et al. [50] investigated the water jet guide (WJG) laser drilling of the same material. WJG laser drilling produced better hole quality with less taper, no recast layer and improved hole circularity compared to conventional laser drilling.
9 Effect of Process Parameters on Manufacturing Cost
The laser drilling process depends on several process parameters that affect process efficiency and product quality as described above. Sarfraz et al. [76, 78] specified that these process parameters also influence manufacturing cost. These researchers provided a cost breakdown structure of the laser drilling process and identified cost drivers involved in the process. Detailed work has been reported by Sarfraz et al. [80] depicting the laser drilling process parameters impact on manufacturing cost. Pulse duration was reported as the most significant parameter affecting the drilling cost followed by gas flow rate and pulse energy. However, the work was only limited to the single-pulse drilling process.
Besides the laser processing parameters, there are other factors involved which contribute to the laser drilling manufacturing cost. These factors are discussed in the following section.
10 Cost of Laser Drilling
Manufacturing cost estimation is essential for companies targeting to become successful in the current competitive scenario. One of the important tasks of cost estimation is to establish a work breakdown structure (WBS). The main purpose of a WBS is to provide a uniform structure incorporating all the elements of the process that will be specified by the cost estimate, where each element represents the cost required to execute that process. When a WBS includes all the cost information, it may serve directly as a cost breakdown structure [62]. The operating costs breakdown structure of a laser drilling process is presented in Fig. 20.

Cost breakdown structure
Cost estimation requires an identification of cost drivers i.e. those factors which significantly influence the cost. The total cost is changed with a small modification to a single cost driver. It is possible to generate a comprehensive cost estimate for a particular process only if all of its cost drivers are identified [62].
The main cost drivers relevant to the laser drilling process are provided in Table 2. Equipment running cost, maintenance, material and labour costs are the key drivers in laser drilling cost estimation. It was identified that equipment running cost further consists of equipment depreciation, electrical (power) consumption, components replacement, gas consumption, component handling and overhead costs. When all cost drivers are finalised, a cost is allocated to each driver and the total process cost can be calculated.
The selection of an appropriate laser source is also important as it affects the cost efficiency of the process [19]. Nd:YAG and fibre lasers are the most commonly used laser sources for drilling in the industry. A comparison between these two lasers is provided in Table 3. It is noted that the purchase cost of a fibre laser is higher than Nd:YAG but its running cost is much lower because of higher electrical efficiency and longer operating life. Nd:YAG laser does require periodic maintenance and service for the alignment, cleaning and replacement of optics, on the other hand, a fibre laser is maintenance free. It is important to mention that these laser sources have different beam quality, which ultimately affects hole quality and productivity [19, 40]. Therefore, it is important to evaluate the laser source being used for the drilling.
11 Concluding Remarks and Future Perspectives
11.1 Conclusions
Laser drilling is a well-established technology exclusively in the aerospace sector, where this process involves large volume production of holes. In this chapter, single-shot, percussion and trepan laser drilling methods are discussed. Performance measures of the laser drilling process including material removal volume, hole quality attributes and manufacturing cost are explained.
Different laser drilling process parameters are extensively discussed, and the existing literature depicting the attention of several authors towards this advanced machining process is presented. The performance of the laser drilling process can be enhanced when proper selection and control of process parameters are applied. Furthermore, the cost factors of the laser drilling process are explained within this chapter. It is observed that the laser source affects the cost efficiency of the drilling process along with productivity and hole quality.
11.2 Future Research Trends
Because of their superior properties, metal matrix composites are potential candidate materials for use in aeroengine components. However, limited documented knowledge is available discussing the performance of laser drilling of MMCs. Exploring the behaviour of MMCs against the applied laser drilling parameters is, therefore, necessary to find out the best combination of process parameters for optimum hole quality.
It is noted that the laser drilling process parameters have a substantial impact on the manufacturing cost of the process. Therefore, there is a need to examine the impact of process parameters on the manufacturing cost along with the economic implications of the laser drilling process.
It is also specified that the product quality and the manufacturing cost are interdependent and both depend on the applied process parameters. Consequently, connecting the quality attributes with the manufacturing cost is a knowledge gap that can be covered in a future study.
Different types of laser drilling methods are available to perform the drilling operation. From the available literature, it has been found that there is a lack of research characterising laser drilling methods in terms of economic and quality perspectives. Therefore, a model can be developed to provide a comprehensive understanding for the designers and practitioners to select a suitable laser drilling technique for the required cost and quality attributes.
Abbreviations
- \(A\) :
-
Material absorptivity
- \(A_{{\text{s}}}\) :
-
Cross-sectional area of the laser spot (mm2)
- \(D_{Max}\) :
-
Maximum hole diameter (mm)
- \(D_{Min}\) :
-
Minimum hole diameter (mm)
- \(D_{ent}\) :
-
Entrance hole diameter (mm)
- \(D_{ex}\) :
-
Exit hole diameter (mm)
- \(D_{p}\) :
-
Pulse duration (s)
- \(E_{abs}\) :
-
Energy absorbed by the material (J)
- \(F_{l}\) :
-
Focal length (mm)
- \(H_{c}\) :
-
Hole circularity
- \(P\) :
-
Applied laser power (W)
- \(P_{d}\) :
-
Laser power density (W/mm2)
- \(P_{e}\) :
-
Pulse energy (J)
- \(S_{d}\) :
-
Spot diameter (mm)
- \(t\) :
-
Material thickness (mm)
- \(\theta\) :
-
Taper angle
- \(\emptyset\) :
-
Beam divergence (angle)
References
Adelmann B, Hellmann R (2015) Rapid micro hole laser drilling in ceramic substrates using single mode fiber laser. J Mater Process Technol 221:80–86. https://doi.org/10.1016/j.jmatprotec.2015.02.014
Akhil R (2018) A study on recent trends in the applications of metal matrix composites. Int J Res Appl Sci Eng Technol 6:172–180. https://doi.org/10.22214/ijraset.2018.5027
Anderson M, Patwa R, Shin YC (2006) Laser-assisted machining of Inconel 718 with an economic analysis. Int J Mach Tools Manuf 46:1879–1891. https://doi.org/10.1016/j.ijmachtools.2005.11.005
Bahar ND, Marimuthu S, Yahya WJ (2016) Pulsed Nd: YAG laser drilling of aerospace materials (Ti-6Al-4V). IOP Conf Ser Mater Sci Eng 152:012056. https://doi.org/10.1088/1757-899X/152/1/012056
Bains PS, Sidhu SS, Payal HS (2016) Fabrication and machining of metal matrix composites: a review. Mater Manuf Process 31:553–573. https://doi.org/10.1080/10426914.2015.1025976
Bandyopadhyay S, Sundar JKS, Sundararajan G, Joshi SV (2002) Geometrical features and metallurgical characteristics of Nd:YAG laser drilled holes in thick IN718 and Ti-6Al-4V sheets. J Mater Process Technol 127:83–95. https://doi.org/10.1016/S0924-0136(02)00270-4
Bandyopadhyay S, Gokhale H, Sundar JKS et al (2005) A statistical approach to determine process parameter impact in Nd:YAG laser drilling of IN718 and Ti-6Al-4V sheets. Opt Lasers Eng 43:163–182. https://doi.org/10.1016/j.optlaseng.2004.06.013
Basiev TT, Powell RC (2004) Handbook of laser technology and applications. Institute of Physics Publishing, Bristol, Philadelphia
Bathe R, Padmanabham G (2014) Evaluation of laser drilling of holes in thermal barrier coated superalloys. Mater Sci Technol 30:1778–1782. https://doi.org/10.1179/1743284713Y.0000000477
Biffi CA, Previtali B (2013) Spatter reduction in nanosecond fibre laser drilling using an innovative nozzle. Int J Adv Manuf Technol 66:1231–1245. https://doi.org/10.1007/s00170-012-4402-y
Biscaia RVB, Ribas MT, Júnior AB (2020) Effects of processing parameters on the micro-drilling through fast hole electroerosion and laser trepanning in Inconel 718. Int J Adv Manuf Technol 106:31–45. https://doi.org/10.1007/s00170-019-04394-7
Chatterjee S, Mahapatra SS, Bharadwaj V et al (2018) Drilling of micro-holes on titanium alloy using pulsed Nd:YAG laser: parametric appraisal and prediction of performance characteristics. Proc Inst Mech Eng Part B J Eng Manuf 233:1872–1889. https://doi.org/10.1177/0954405418805604
Chatterjee S, Mahapatra SS, Bharadwaj V et al (2018) Quality evaluation of micro drilled hole using pulsed Nd:YAG laser: a case study on AISI 316. Lasers Manuf Mater Process 5:248–269. https://doi.org/10.1007/s40516-018-0067-1
Chien WT, Hou SC (2007) Investigating the recast layer formed during the laser trepan drilling of Inconel 718 using the Taguchi method. Int J Adv Manuf Technol 33:308–316. https://doi.org/10.1007/s00170-006-0454-1
Corcoran A, Sexton L, Seaman B et al (2002) The laser drilling of multi-layer aerospace material systems. J Mater Process Technol 123:100–106. https://doi.org/10.1016/S0924-0136(01)01123-2
D’Urso G, Quarto M, Ravasio C (2017) A model to predict manufacturing cost for micro-EDM drilling. Int J Adv Manuf Technol 91:2843–2853. https://doi.org/10.1007/s00170-016-9950-0
Dahotre NB, Harimkar S (2008) Laser fabrication and machining of materials. Springer Science & Business Media, New York, USA
Dhaker KL, Pandey AK (2019) Particle swarm optimisation of hole quality characteristics in laser trepan drilling of Inconel 718. Def Sci J 69:37–45. https://doi.org/10.14429/dsj.69.12879
Dietrich J, Blaesius C, Brief S, Kelbassa I (2011) Drilling with fiber lasers. In: International congress on applications of lasers & electro-optics. Laser Institute of America, pp 473–477
Dubey AK, Yadava V (2008) Laser beam machining-a review. Int J Mach Tools Manuf 48:609–628. https://doi.org/10.1016/j.ijmachtools.2007.10.017
Dubey AK, Yadava V (2008) Experimental study of Nd:YAG laser beam machining—an overview. J Mater Process Technol 195:15–26. https://doi.org/10.1016/j.jmatprotec.2007.05.041
Feng D, Shen H (2019) Hole quality control in underwater drilling of yttria-stabilized zirconia using a picosecond laser. Opt Laser Technol 113:141–149. https://doi.org/10.1016/j.optlastec.2018.12.019
Fysikopoulos A, Stavropoulos P, Salonitis K, Chryssolouris G (2012) Energy efficiency assessment of laser drilling process. Phys Procedia 39:776–783. https://doi.org/10.1016/j.phpro.2012.10.100
Ganji DK, Rajyalakshmi G (2020) Influence of alloying compositions on the properties of nickel-based superalloys: a review. In: Recent advances in mechanical engineering. Springer, pp 537–555
Gautam GD, Pandey AK (2018) Pulsed Nd:YAG laser beam drilling: a review. Opt Laser Technol 100:183–215. https://doi.org/10.1016/j.optlastec.2017.09.054
Ghoreishi M, Low DKY, Li L (2002) Statistical modelling of laser percussion drilling for hole taper and circularity control. Proc Inst Mech Eng Part B J Eng Manuf 216:307–319. https://doi.org/10.1243/0954405021519988
Ghoreishi M, Low DKY, Li L (2002) Comparative statistical analysis of hole taper and circularity in laser percussion drilling. Int J Mach Tools Manuf 42:985–995. https://doi.org/10.1016/S0890-6955(02)00038-X
Ghoreishi M (2006) Statistical analysis of repeatability in laser percussion drilling. Int J Adv Manuf Technol 29:70–78. https://doi.org/10.1007/s00170-004-2489-5
Ghoreishi M, Nakhjavani OB (2008) Optimisation of effective factors in geometrical specifications of laser percussion drilled holes. J Mater Process Technol 196:303–310. https://doi.org/10.1016/j.jmatprotec.2007.05.057
Goyal R, Dubey AK (2014) Quality improvement by parameter optimization in laser trepan drilling of superalloy sheet. Mater Manuf Process 29:1410–1416. https://doi.org/10.1080/10426914.2014.912313
Goyal R, Dubey AK (2016) Modeling and optimization of geometrical characteristics in laser trepan drilling of titanium alloy. J Mech Sci Technol 30:1281–1293. https://doi.org/10.1007/s12206-016-0233-3
Guo D, Cai K, Yang J, Huang Y (2003) Spatter-free laser drilling of alumina ceramics based on gelcasting technology. J Eur Ceram Soc 23:1263–1267. https://doi.org/10.1016/S0955-2219(02)00299-6
Gurav MM, Gupta U, Dabade UA (2019) Quality evaluation of precision micro holes drilled using pulsed Nd:YAG laser on aerospace nickel-based superalloy. Mater Today Proc 19:575–582. https://doi.org/10.1016/j.matpr.2019.07.736
Han W, Pryputniewicz RJ (2004) Modeling and characterization of laser drilling of small holes on metal sheets. In: Proceedings of the ASME 2004 international mechanical engineering congress and exposition. ASME, Anaheim, California, USA, pp 189–197
Hooker JA, Doorbar PJ (2000) Metal matrix composites for aeroengines. Mater Sci Technol 16:725–731. https://doi.org/10.1179/026708300101508414
Ion J (2005) Laser processing of engineering materials: principles, procedure and industrial application. Butterworth-Heinemann, Oxford
Kacar E, Mutlu M, Akman E et al (2009) Characterization of the drilling alumina ceramic using Nd:YAG pulsed laser. J Mater Process Technol 209:2008–2014. https://doi.org/10.1016/j.jmatprotec.2008.04.049
Kainer KU (2006) Basics of metal matrix composites. In: Metal matrix composites: custom-made materials for automotive and aerospace engineering. Wiley, pp 1–54
Khan A, Celotto S, Tunna L et al (2007) Influence of microsupersonic gas jets on nanosecond laser percussion drilling. Opt Lasers Eng 45:709–718
Kudesia SS, Rodden WSO, Hand DP, Jones JDC (2001) Effect of beam quality on single pulse laser drilling. In: International congress on applications of lasers & electro-optics. Laser Institute of America, pp 1439–1448
Leigh S, Sezer K, Li L et al (2010) Recast and oxide formation in laser-drilled acute holes in CMSX-4 nickel single-crystal superalloy. Proc Inst Mech Eng Part B J Eng Manuf 224:1005–1016. https://doi.org/10.1243/09544054JEM1541
Li ZY, Wei XT, Guo YB, Sealy MP (2015) State-of-art, challenges, and outlook on manufacturing of cooling holes for turbine blades. Mach Sci Technol 19:361–399. https://doi.org/10.1080/10910344.2015.1051543
Low DKY, Li L, Byrd PJ (2000) The effects of process parameters on spatter deposition in laser percussion drilling. Opt Laser Technol 32:347–354. https://doi.org/10.1016/S0030-3992(00)00079-7
Low DKY, Li L, Corfe AG (2000) Effects of assist gas on the physical characteristics of spatter during laser percussion drilling of NIMONIC 263 alloy. Appl Surf Sci 154–155:689–695. https://doi.org/10.1016/S0169-4332(99)00427-4
Low DKY, Li L, Byrd PJ (2003) Spatter prevention during the laser drilling of selected aerospace materials. J Mater Process Technol 139:71–76. https://doi.org/10.1016/S0924-0136(03)00184-5
Majumdar JD, Manna I (2003) Laser processing of materials. Sadhana 28:495–562. https://doi.org/10.1007/BF02706446
Majumdar JD, Manna I (2011) Laser material processing. Int Mater Rev 56:341–388. https://doi.org/10.1179/1743280411Y.0000000003
Marimuthu S, Antar M, Dunleavey J, Hayward P (2019) Millisecond fibre laser trepanning drilling of angular holes. Int J Adv Manuf Technol 102:2833–2843. https://doi.org/10.1007/s00170-019-03389-8
Marimuthu S, Dunleavey J, Liu Y et al (2019) Characteristics of hole formation during laser drilling of SiC reinforced aluminium metal matrix composites. J Mater Process Technol 271:554–567. https://doi.org/10.1016/j.jmatprotec.2019.04.030
Marimuthu S, Dunleavey J, Liu Y et al (2019) Water-jet guided laser drilling of SiC reinforced aluminium metal matrix composites. J Compos Mater 53:3787–3796. https://doi.org/10.1177/0021998319848062
Marimuthu S, Dunleavey J, Smith B (2019) Laser based machining of aluminum metal matrix composites. Procedia CIRP 85:243–248. https://doi.org/10.1016/j.procir.2019.09.007
Mazumder J (2010) Lasers in aerospace industry manufacturing. Encycl Aerosp Eng 1–20. https://doi.org/10.1002/9780470686652.eae208
McNally CA, Folkes J, Pashby IR (2004) Laser drilling of cooling holes in aeroengines: state of the art and future challenges. Mater Sci Technol 20:805–813. https://doi.org/10.1179/026708304225017391
Meijer J (2004) Laser beam machining (LBM), state of the art and new opportunities. J Mater Process Technol 149:2–17. https://doi.org/10.1016/j.jmatprotec.2004.02.003
Misawa H, Juodkazis S (2006) 3D laser microfabrication: Principles and applications. Wiley-VCH, Weinheim
Mishra S, Yadava V (2013) Modeling and optimization of laser beam percussion drilling of nickel-based superalloy sheet using Nd: YAG laser. Opt Lasers Eng 51:681–695. https://doi.org/10.1016/j.optlaseng.2013.01.006
Mishra S, Yadava V (2013) Modelling of hole taper and heat affected zone due to laser beam percussion drilling. Mach Sci Technol 17:270–291. https://doi.org/10.1080/10910344.2013.780554
Mishra S, Yadava V (2013) Prediction of hole characteristics and hole productivity during pulsed Nd:YAG laser beam percussion drilling. Proc Inst Mech Eng Part B J Eng Manuf 227:494–507. https://doi.org/10.1177/0954405413475616
Morar NI, Roy R, Mehnen J et al (2018) Investigation of recast and crack formation in laser trepanning drilling of CMSX-4 angled holes. Int J Adv Manuf Technol 95:4059–4070. https://doi.org/10.1007/s00170-017-1481-9
Müller F, Monaghan J (2001) Non-conventional machining of particle reinforced metal matrix composites. J Mater Process Technol 118:278–285. https://doi.org/10.1016/S0924-0136(01)00941-4
Naeem M (2006) Laser percussion drilling of aerospace material using high peak power fiber delivered lamp-pumped pulsed Nd: YAG laser. In: International congress on applications of lasers & electro-optics. Laser Institute of America, p 308
NASA (2015) NASA cost estimating handbook (CEH). Version 4.0, National Aeronautics and Space Administration
Nath AK (2014) Laser drilling of metallic and nonmetallic substrates. In: Comprehensive materials processing. Elsevier, pp 115–175
Nawaz S, Awan MB, Saeed B, Abbas N (2019) Experimental investigation of taper angle during millisecond laser drilling of 18CrNi8 steel under multiple parameters and defocused plane. Mater Res Express 6:086531. https://doi.org/10.1088/2053-1591/ab17a9
Ng GKL, Li L (2001) The effect of laser peak power and pulse width on the hole geometry repeatability in laser percussion drilling. Opt Laser Technol 33:393–402. https://doi.org/10.1016/S0030-3992(01)00048-2
Ng GKL, Crouse PL, Li L (2006) An analytical model for laser drilling incorporating effects of exothermic reaction, pulse width and hole geometry. Int J Heat Mass Transf 49:1358–1374. https://doi.org/10.1016/j.ijheatmasstransfer.2005.10.002
Padhee S, Pani S, Mahapatra SS (2012) A parametric study on laser drilling of Al/SiC p metal-matrix composite. Proc Inst Mech Eng Part B J Eng Manuf 226:76–91. https://doi.org/10.1177/0954405411415939
Panda S, Mishra D, Biswal BB (2011) Determination of optimum parameters with multi-performance characteristics in laser drilling—a grey relational analysis approach. Int J Adv Manuf Technol 54:957–967. https://doi.org/10.1007/s00170-010-2985-8
Parthipan N, Ilangkumaran M (2020) Material synthesis, characterization and performance measurement of laser drilling for stir casted Cu-Ni-Tib2 metal matrix. Mater Today Proc 21:392–400. https://doi.org/10.1016/j.matpr.2019.06.137
Ready JF, Farson DF, Feeley T (2001) LIA handbook of laser materials processing. Laser Institute of America, Orlando
Reed RC (2008) The superalloys: fundamentals and applications. Cambridge University Press, Cambridge
Riveiro A, Quintero F, Lusquiños F et al (2011) The role of the assist gas nature in laser cutting of Aluminum alloys. Phys Procedia 12:548–554. https://doi.org/10.1016/j.phpro.2011.03.069
Rockstroh TJ, Scheidt D, Ash C (2002) Advances in laser drilling of turbine airfoils. Ind Laser Solut Manuf 17:15–21
Salonitis K, Stournaras A, Tsoukantas G et al (2007) A theoretical and experimental investigation on limitations of pulsed laser drilling. J Mater Process Technol 183:96–103. https://doi.org/10.1016/j.jmatprotec.2006.09.031
Sarfraz S, Shehab E, Salonitis K (2017) A review of technical challenges of laser drilling manufacturing process. In: Proceedings of the 15th International conference on manufacturing research. IOS Press, University of Greenwich, UK, pp 51–56
Sarfraz S, Shehab E, Salonitis K et al (2018) Evaluation of productivity and operating cost of laser drilling process—a case study. In: Proceedings of the 16th International conference on manufacturing research. IOS Press, University of Skövde, Sweden, pp 9–14
Sarfraz S, Shehab E, Salonitis K et al (2018) Towards cost modelling for laser drilling process. In: Proceedings of the 25th ISPE Inc. International conference on transdisciplinary engineering. IOS Press, University of Modena and Reggio Emilia, Italy, pp 611–618
Sarfraz S, Shehab E, Salonitis K et al (2019) An experimental investigation of productivity, cost and quality for single-pulse laser drilling process. In: Proceedings of the 15th International conference on manufacturing research. IOS Press, Queen’s University, Belfast, pp 334–339
Sarfraz S, Shehab E, Salonitis K, Suder W (2019) Experimental investigation of productivity, specific energy consumption, and hole quality in single-pulse, percussion, and trepanning drilling of in 718 superalloy. Energies 12:4610. https://doi.org/10.3390/en12244610
Sarfraz S, Shehab E, Salonitis K et al (2020) An integrated analysis of productivity, hole quality and cost estimation of single-pulse laser drilling process. Proc Inst Mech Eng Part B J Eng Manuf. https://doi.org/10.1177/0954405420968161
Scallan P (2003) Process planning: the design/manufacture interface. Butterworth-Heinemann, Oxford
Schaaf P (2010) Laser processing of materials: fundamentals, applications and developments. Springer-Verlag, Berlin, Heidelberg
Schneider M, Girardot J, Berthe L (2011) Recoil pressure and surface temperature in laser drilling. In: International congress on applications of lasers & electro-optics. Laser Institute of America, pp 478–481
Shen ZH, Zhang SY, Lu J, Ni XW (2001) Mathematical modeling of laser induced heating and melting in solids. Opt Laser Technol 33:533–537. https://doi.org/10.1016/S0030-3992(01)00005-6
Shin J, Mazumder J (2016) Shallow angle drilling of Inconel 718 using a helical laser drilling technique. J Manuf Sci Eng 139:031004. https://doi.org/10.1115/1.4034718
Solati A, Hamedi M, Safarabadi M (2019) Comprehensive investigation of surface quality and mechanical properties in CO2 laser drilling of GFRP composites. Int J Adv Manuf Technol 102:791–808. https://doi.org/10.1007/s00170-018-3164-6
Steen WM, Mazumder J (2010) Laser material processing, 4th edn. Springer, London
Tewari R, Singh MK, Zafar S, Powar S (2020) Parametric optimization of laser drilling of microwave-processed kenaf/HDPE composite. Polym Polym Compos 096739112090570. https://doi.org/10.1177/0967391120905705
Wang H, Ren N, Zhang W et al (2017) Influence of assist gases on pulsed laser drilling of nickel-based superalloy. In: 2017 Conference on lasers and electro-optics Pacific rim (CLEO-PR). IEEE, pp 1–4
Wang R, Wang K, Dong X et al (2018) An experimental investigation into the defects of laser-drilled holes in thermal barrier coated Inconel 718 superalloys. Int J Adv Manuf Technol 96:1467–1481. https://doi.org/10.1007/s00170-018-1592-y
Whitehouse DJ (2002) Surfaces and their measurements. Hermes Penton Science, London
Yeo CY, Tam SC, Jana S, Lau MWS (1994) A technical review of the laser drilling of aerospace materials. J Mater Process Tech 42:15–49. https://doi.org/10.1016/0924-0136(94)90073-6
Yunus M, Alsoufi MS (2019) Mathematical modeling of multiple quality characteristics of a laser microdrilling process used in Al7075/SiCp metal matrix composite using genetic programming. Model Simul Eng 2019:1–15. https://doi.org/10.1155/2019/1024365
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Sarfraz, S., Shehab, E., Salonitis, K., Suder, W. (2021). Laser Drilling of Superalloys and Composites. In: Mavinkere Rangappa, S., Gupta, M.K., Siengchin, S., Song, Q. (eds) Additive and Subtractive Manufacturing of Composites. Springer Series in Advanced Manufacturing. Springer, Singapore. https://doi.org/10.1007/978-981-16-3184-9_5
Download citation
DOI: https://doi.org/10.1007/978-981-16-3184-9_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3183-2
Online ISBN: 978-981-16-3184-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)