
Abstract
The demand for higher strength and heat-resistant materials is increasing day by day. These materials are considered as difficult to machine due to excessive tool wear and poor surface finish. EN24 is commonly used steel in the aerospace industry where machinability for this material is limited due to their higher strength and hardness. In the present study, the laser-assisted machining [LAM] process of EN24 steel was studied using a traditional lathe system integrated with a 6 kW fiber delivered diode laser. A universal 5-axes fixture was developed to mount the optical unit on the lathe machine to facilitate manual alignment and synchronized movement of laser spot with the tool. A systematic laser-assisted machining study was carried out, and surface roughness and tool wear were examined by varying parameters of laser power, spindle speed, and depth of cut. A three-dimensional transient, heat transfer model of the process was developed through the COMSOL Multiphysics software tool to compute temperature profile in the workpiece during LAM. The experimental results showed significant improvement in machinability and reduction in tool wear in the LAM process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The industry needs components that have a high load-carrying capacity, high stiffness, durability, good tempering properties, resistance to corrosion, fatigue, wear, and can work under extreme loading conditions, which includes aerospace and automotive, electricity, tool and die, metal machinery, etc. These applications need the use of greater material strengths like tool steel, stainless steel, and hardened steel, and other super alloys with specific metallurgical properties to meet the demands of extreme applications. On the other side, materials that are tougher and harder are very difficult to machine. Manufacturing industries are aggressively seeking lower-cost alternatives, including innovative methods for processing these high-strength materials while meeting efficiency, safety, and a decrease in energy waste requirements [1].
Conventional machining techniques such as hard turning have gained wide industrial acceptance due to the greater material removal rates that are possible with the use of wear-resistant tools, hard and the better quality of machined surfaces [1, 2]. The hard turning technology developments can be broadly categorized as (a) improving the quality of cutting tool materials and (b) hot machining. In the early classified stages, the beginning preparation of special cutting edge tool and tough ceramic tools has allowed longer life during the machining of difficult to machine materials. On the other hand, hot machining has become critical for machining materials that are difficult to machine because they minimize the stiffness of the region of material to be extracted without affecting the bulk material. It is been well-known that there is a decrease in the flow stress and strain-hardening rate of the material with an increase in temperature. Since the 1960s, machining with the aid of a laser beam has been studied as one among the many techniques for imparting heat to the working material [2]. In the last two decades, CO2 and Nd: YAG high-power lasers have become well-accepted as machining instruments in industrial production. A comparatively higher operating costs and complexity of CO2 and Nd: YAG laser systems were resolved by the introduction of high-power diode lasers that combine high efficiency with a compact design that can be used in multiple applications because of their power, spectral and beam quality, wavelength. In addition, these diode lasers can be controlled in terms of positioning and operation time; therefore, diode lasers have become a flexible tool for several manufacturing processes [3]. In the recent past, a new technique LAM process is introduced where the material is precisely heated just before the removal of the material by a tool. The laser is focused on the workpiece as a small beam where the material is heated at a controlled temperature just above the tool and the temperature is controlled in such a way that at that point elevated temperature the materials ultimate strength and yield strength decreases or in other words it becomes softer during machining [4]. Thus, laser-assisted turning comes into the picture where machining is done on the cylindrical workpiece. LAM can achieve lower cutting forces, slower tool wear progression, higher material removal rate, and better surface quality. Precise control of temperature is essential to implement the LAM process. LAM studies have shown that operation parameters such as laser power, laser lead distance to the tool, cutting speed, and feed can greatly affect the material temperature in the cutting zone and the resulting cutting forces. Chip morphology is an important attribute in the cutting process [5, 6]. Gratias et al. [7] reported about the LAM process and observed that the laser power and cutting speed relations of machining of hardened steel (AISI 1042) were found that the cutting force was reduced by 70%. Germain et al. [8] investigated that the residual stress and surface finish produced by LAM of AISI 52,100 hardened steel, the values of surface finish (Ra) ranged between 0.6 and 0.75 mm with a feed rate of 0.1 mm/rev. The residual stress developed to be more tensile and the hallowed penetration depth was observed when compared to the conventional cutting techniques. Dumitrescu et al. [8] showed that LAM tooth chip formation suppressed machining chatter and improved tool life by as much as 100% for AISI D2 tool steel. Most of the research reported above that focused on enhancing the functionality and machinability of LAM hard-to-machine materials, where better surface removal rates and longer tool life are typically explored in optimizing the parameters of LAM. Few studies have systemically investigated the best LAM parameter combination to achieve superior surface integrity of hardened steel components. In order to achieve the optimum surface quality of hardened steel parts, few studies have systemically examined the best LAM performance and its effectiveness.
In the present study, the laser-assisted machining of EN24 steel was studied using a traditional lathe system integrated with a 6 kW fiber delivered diode laser. A systematic laser-assisted machining study was carried out, and surface roughness and tool wear were examined by varying parameters such as laser power, spindle speed, and depth of cut. A three-dimensional transient, heat transfer model of the process was developed through the COMSOL Multiphysics software tool to compute temperature profile in the workpiece. The surface roughness and tool wear rate were compared with conventional machining process.
2 Experimental Work
2.1 Experimental Setup
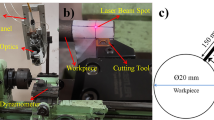
Laser-assisted machining experimental trials were carried out on the lathe machine (make: HMT). The machine has six-geared operation system with a maximum power of 2000 rpm (spindle speed) starting from 45 rpm. Spindle chucks can hold a maximum of 120 mm diameter rods. The machine is integrated with a 6 kW diode laser with the help of laser fiber through which a laser beam is pumped to the head which is fixed on the universal fixture which has five degrees of freedom. The laser beam of size 1.5 mm diameter is focused just above the tool tip with the distance between the beam and the tip of 5 and 10 mm. The tool post and the fixture were connected on the same bed so that when the tool moves, the laser head also moves at the same linear speed. Initially, EN 24 rods of 24 mm were roughly turned, as this was performed to remove any dirt or oxide layer from the surface. The workpiece was mounted inside the spindle and checked for wobble to avoid uneven machining and to avoid surface damage. The experimental setup is shown in Fig. 1.

Lathe machine is integrated with a diode laser
2.2 Experimental Procedure
Prior to machining operation, the laser spot was focused on the base material with varying power (100, 200, and 500 W) for a single rotation to understand the occurrence of heat affected zone or penetration of the heat that can be observed. At lower power, the target surface was un-melt and was also be able to soften the material up to a few microns level.
The laser head was positioned at an angle of 22.5° maintaining the working distance as the focused laser beam. An infrared thermometer was used to monitor the surface temperature of the target material before and after the LAM process. Initially, experimental trials were performed with zero laser power followed with laser power, which helps to note the comparison between the conventional and laser-assisted machining. The tool wear rate was continuously recorded before and after the machining process. The machined workpiece was further used for metallographic characterization. The tool wear and surface roughness were further analyzed with the help of a 3D Olympus DSX510 optical digital microscope.
2.3 Modeling of LAM and Experimentation
A three-dimensional transient finite element model was developed to study the temperature distributions in the workpiece, which was due to interaction with the laser beam. In the process of LAM, two different forms of heats are generated, the primary one was being the laser as a heat source, and secondly the friction generated between the tool and workpiece. The heat generated by the friction was not considered as the aim of the model to evaluate the temperatures before the interaction of the tool and the workpiece. The main objective of the developed model was to find the optimum process parameters like depth of cut and the distance to be maintained between the tool and laser beam. This further helps to reduce the wastage of the actual operation time of the machine as well as the material. COMSOL Multiphysics software package was used to model the whole process.
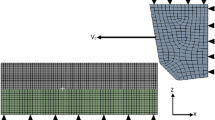
The thermal distribution of the heat generated due to laser beam interaction with the target surface was analyzed in such a way that the penetration of heat into the workpiece, and the distribution on the surface area was focused. The surface temperature achieved in the experimental process, and the surface temperature of the model was also compared. By comparing these with the cross-sectional microscope imaging of the processed workpiece, the model was validated. The thermal distributions on the surface and cross section of the workpiece are shown in Fig. 2.

a Temperature profile along the surface and b cross section of the workpiece
Figure 2b describes the temperature at the tail of the heated region which is approximately 500–600 k. It was observed that at this temperature, the material is soft enough to be easily machined. The exact location, where the tool tip, should come in contact with the workpiece. Similarly, the heat penetration in the cross section till approximately 400 microns was noticed as a reaching temperature, where the target material was soft enough to be cut easily. This was decided and proven to be a very efficient depth of cut for the practical operation.
3 Results and Discussions
The turning operation was carried out with the reference of simulation studies. The rough turning operation was done on EN 24 steel rods. The laser mounted lathe machine controls and gears were checked in proper order before starting the experiment. The workpiece was set inside the spindle and checked for wobble; after this step, it was cleaned for processing. Initially, the samples were taken with only laser-focused on the workpiece in a single rotation, so, therefore, a couple of 360° laser-focused experiments were carried out at different powers of 100 and 500 W. Several experimental trials were carried out to optimize the process parameters. Finally, the laser power of 100 W was maintained constant with varying spindle speed, depth of cut, and feed rate. Table 1 depicts the process parameters and the obtained surface roughness values of the LAM process of EN24 steel.
It was observed that while LAM experimental process, the surface roughness was noticed to be reduced by increasing the temperature of material removal with laser heating. The decrease in surface roughness is a change in depth of cut, when compared to that of the conventional machining as shown in Fig. 3a. It also can be observed that the surface of the machined surface of LAM is better than the conventional machined surface as shown in Fig. 3b.

a Effect of depth of cut on surface roughness, b machined surfaces
Figure 4a shows a tool used for conventional machining, where more tool wear can be observed and similarly which on comparing to Fig. 4b shown was used for the LAM process, and it has more worn in comparison with the conventional machining. It was observed that the reason for more wear was due to tool melting, which was mainly due to the heat produced by the laser and the focused distance. In this case, the laser power was more (200 W), so more optimization was done based on analysis was carried out. The distance between the tool and the beam was increased to 10 mm, and laser power was decreased to 100 W. In Fig. 4c, tool wear can be noticed almost nil compared to conventional machining, which was only due to LAM with 100 W power and increased distance between the tool tip and laser beam, heat-affected zone was found on the material removal tip.

Tool used for a Conventional machining, b LAM with 200 W laser power, c LAM with 100 W power
It can be observed from Table 1 that the optimized parameters showed better results when compared to the conventional methods. All the processed target materials showed better results on decreasing the power and increase the gap between the beam and tool tip. The tool wear plots are shown in Fig. 4, where tool weight was measured after each run of the process, and the difference in weight was recorded and plotted in the graphs, which shows that tool wear in conventional method is more when compared to laser-assisted machining. The spindle speeds were considered as 1000 rpm and 1600 rpm, whereas the depth of cut was maintained as 0.2 mm, 0.4 mm and compared with each other is shown in Fig. 5a and b. Hence, it can be said that the laser-assisted machining has improved to resistance to tool wear when compared to the conventional method. The above study proves that the laser-assisted machining has advantages like better finishing, improved tool wear, and economical at an industrial scale.

Tool wear rate of conventional versus LAM process of a 0.2 mm depth of cut, b 0.4 mm depth of cut
4 Conclusions
An experimental study of LAM on EN24 steel was successfully carried out under several process parameters using WC tool. The LAM performance was compared to that of the conventional machining. The following conclusions are summarized as follows.
-
In laser-assisted machining, heat penetration (heat affected zone) and surface roughness were controlled by various operating parameters.
-
The laser power of 100 W was maintained constant with varying spindle speed, depth of cut, and feed rate.
-
The surface roughness was decreased by an increase in the temperature of the target material during laser heating. This was observed as a change in depth of cut when compared to that of the conventional machining.
-
The tool wear was almost nil with lower power of LAM as compared to conventional machining, heat-affected zone was found on the material removal tip.
-
Tool weight was measured after each run of process, and the difference in weight was recorded. The tool wear of the conventional method was more when compared to laser-assisted machining. This proves laser-assisted machining has improved the resistance to tool wear when compared to the conventional method.
References
Liang S (2006) Technology assessment on current advanced research projects in the area of hard turning. The Association of Manufacturing Technology
Konig W, Zaboklicki AK (1993) Laser-assisted hot machining of ceramics and composite materials. In: International conference on machining of advanced materials, vol 847. NIST Special Publication, Gaithersburg, MD, pp 455–463
Courtney C, Steen WM (1979) Laser surface treatment of EN8 steel using a 2 kW CO2 laser. Met Technol 6(12):456–462
Rozzi JC, Shin YC, Incropera FP (2000) Experimental evaluation of the laser assisted machining of silicon nitride ceramics. Journal of Manufacturing Science and Engineering, Transactions of the ASME 122:666–670
Lei S, Shin YC, Incropera FP (2001) Experimental investigation of thermo-mechanical characteristics in laser assisted machining of silicon nitride ceramics. J Manuf Sci Eng Trans ASME 123:639–646
Gratias JF, Fan LJ, Marot G, Cohen P (1993) Proposition of a method to optimize the machining of XC42 steel with laser assistance. CIRP Ann 42:115–118
Germain G, Morel F, Lebrun JL (2006) Effect of laser assistance machining on residual stress and fatigue strength for a bearing steel (100Cr6) and a titanium alloy (Ti6Al4V). In: Materials science forum, residual stresses VII—Proceedings of the seventh European conference on residual stresses, ECRS7, pp 524–525, 569–574
Dumitrescu P, Koshy P, Stenekes J, Elbestawi MA (2006) High-power diode laser assisted hard turning of AISI D2 tool steel. Int J Mach Tools Manuf 46:2009–2016
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Hebbale, A.M., Reddy, S.R.K., Baig, M.A.H., Tak, M., Bathe, R.N. (2022). An Experimental Investigation of Laser-Assisted Machining of EN24 Steel. In: Srinivasa Pai, P., Krishnaraj, V. (eds) Sustainable Machining Strategies for Better Performance. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-2278-6_4
Download citation
DOI: https://doi.org/10.1007/978-981-16-2278-6_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-2277-9
Online ISBN: 978-981-16-2278-6
eBook Packages: EngineeringEngineering (R0)