
Abstract
Wood polymer composites (WPCs) is a category of natural fiber composites (NFCs) in which comparatively short fibers such as saw dust and wood flour are used to reinforce the plastics. Besides all the advantages of NFCs which are concern to sustainable material and environment, WPCs are easier to manufacture and economic. These qualities of WPCs have made it strong alternative for many conventional materials. This chapter presents an overview of manufacturing processes involved in the production of WPCs with their advantages and disadvantages. It also discusses over the preparation of wood fibers and suitability of manufacturing techniques for different kinds of fibers and plastics. WPC’s properties such as strength, durability and external finishing highly depend upon their development process. A comparative discussion over properties of finished WPC products is included in the present chapter. It also enlighten the key factors involved in manufacturing process of WPCs such as process temperature, moisture content, heat evolved etc.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- WPC (Wood Polymer Composites)
- NFC (Natural Fiber Composites)
- Manufacturing processes
- Process parameters
1 Introduction
The concept of composite material is being utilized from the ancient civilization which is evident from the use of bricks in the ancient house building. One can achieve the combinations of the properties in the form of composites that could not be achieved with the individual materials. The concept is not a human invention, rather it also exist naturally such as, wood and bones are the examples of natural composite materials. In the domain of manmade composite materials the concept of reinforcing strong fibers in the polymers results in manufacturing of many strong fibers and polymer matrix composites (PMCs) such as GFRP, CFRP composites etc. But PMCs with synthetic fibers have some disadvantages which are mainly related to environment, human health and the cost involved. Such as all synthetic fiber composites are non biodegradable, the glass fibers are dangerous to health of workers and carbon fiber and kevlar fibers are costlier. These problems related to synthetic fibers found answer in the form of natural fiber composites (NFCs) or wood polymer composites (WPCs). In the last three decades many scientists have published their work on synthesis of natural fiber composites and their characterization. The NFCs with many strong natural fibers like flax, jute, sisal, hemp coir etc. have been synthesized successfully. But to impart the value to these materials and to provide them a market it is equally necessary to mould them into the useful forms. It requires the investigation of the manufacturing processes for the NFCs. This chapter provides the study of various manufacturing processes which can be adopted for processing of NFCs.
1.1 Manufacturing Methods of WPCs and NFCs
The manufacturing process adopted for the fabrication of a NFC is a primary aspect for the final properties and performance. To manufacture a product from a traditional material, the process starts from a blank piece of material which are generally in the form of sheet, ingot and rod etc. But unlike traditional materials (such as metals, glass, wood), in case of composite materials the material and the component are being produced simultaneously. There are a broad variety of processes available for the composites manufacturer to produce cost efficient products. The choice of process depends upon the final product to be produced and the cost efficiency. This also provides the best solution to the customer. The PMCs or NFCs can be classified widely on the basis of the matrix materials i.e. thermoset composite and thermoplastic composites.
1.2 Thermoset Composites
In this type of composites the matrix material includes thermosetting resins such as polyesters, vinylesters, epoxies, bismaleimides, and polyamides. The most commonly used resins are polyester and epoxies. Although, the viscosity of these resins is low, but when they undergo chemical reaction with the hardener, the crosslinking of the polymer chains takes place. Due to this reaction the entire matrix together form a three dimensional network and this process is called Curing. The three dimensional crosslinked structures of thermosets provide high rigidity, high temperature resistance, and good resistance to solvents.
1.3 Thermoplastic Composites
This category includes the polymers as matrix material such as Polyethylene, Polystyrene, Polyamides, Nylons, Polypropylene, Polyetheretherketones (PEEK). They consists of long discrete molecules that melts to a viscous liquid at the processing temperature, typically 260 to 370°, and after forming are cooled to an amorphous semicrystalline or crystalline solid. Thermoplastics possess one or two-dimensional molecular structure and they tend to melt at an elevated temperature and show exaggerated melting point. Another benefit is that the process of softening at elevated temperatures can reversed to regain its properties during cooling. Due to which the conventional compress techniques to mould the compounds can be applied. Figure 1 illustrates the general characteristics of the thermoplastic and thermoset resins (Tenney et al. 2009).

General characteristics of the thermoplastic and thermoset resins
Besides the above categories of the matrix materials another category is of Bio based polymers. This includes polymers such as poly lactic acid (PLA) (Wolf et al. 2005), Polyglycolic acid (PGA) (Maurus and Kaeding 2004), wheat gluten plastic (Wretfors et al. 2009), soya protein isolate (SPI) (Rakesh et al. 2008). This type of polymers as matrix material mainly aims to make the composites bio degradable and to develop a sustainable product. However, the compromise with strength, low resistance to solvent and high temperature is still an issue with these polymers.
2 Preparation of Natural/Wood Fibers for Reinforcement
Natural fibers are obtained by the desiccation (drying) or Retting (controlled degradation) of the crops. These fibers are spun and processed for reinforcement into different forms. The short spun fibers are used in the manufacturing techniques such as hand layup and injection moulding. For textile processes Such as spray lamination, filament winding and pultrusion, the reinforcement fibers are processed in a continuous form. The different forms of continuous fiber are Roving, tows and yarns (Summerscales and Grove 2014).
-
Roving: a bundle of continuous untwisted fibers.
-
Tow: a loose strand of large number of filaments without a significant twist.
-
Yarn: a product of relatively small cross-section and substantial length and with or without twist.
3 Treatments for Improving Interfacial Strength
The interfacial strength between the hydrophilic cellulosic fiber and hydrophobic matrix material (olefinic polymers) is a primary issue for overall strength of the NFCs/WPCs. To improve the interfacial bonding between the matrix and the fiber can be successfully achieved by treatment of cellulose fiber. The treatment of fiber can be classified as physical treatment and chemical treatment.
The physical treatment includes changing the surface properties of fiber and improves the mechanical bonding between fiber and matrix. Some of the well established physical treatment methods are stretching, calandering, thermotreatment, and the production of hybrid yarns, these methods changes the surface structure of the fibers. Electric discharge (corona, cold plasma) is another method; this changes the surface energy of the cellulose fibers by surface oxidation activation. This method is found very effective for ‘‘non-active’’ polymer substrates such as polystyrene, polyethylene, polypropylene, etc. (Belgacem et al. 1994). The alkali treatment which is also called Mercerization also comes under the physical treatment as it does not change the chemical composition of interface (Bledzki and Gassan 1999).
The chemical treatment in case of the manufacturing of the NFCs/WPCs is based on the fact that, The bonding between highly polarized cellulose fiber and hydrophobic polymer is inherently incompatible. The compatibility between them can be achieved by introducing an intermediate material between them, having intermediate properties between those of other two. The chemical treatment includes Silane treatment, Acetylation, Grafting, Oxidation, Scouring etc. (Kabir et al. 2012).
4 Manufacturing Methods for WPCs
The wood polymer composites can be developed by the manufacturing methods that are applied for other fiber reinforced polymeric composites (Salit 2014). However, on the basis of manufacturing process there are three possible ways to mix fibers into matrix to produce a composite
-
1.
The user has to fabricate composite by processing fiber and matrix separately such as in hand lay-up process.
-
2.
The user obtains a moulding compound by mixing fiber, matrix and additives in correct proportion. The moulding compound is then used to form a composite such as in injection moulding, extrusion, compression moulding.
-
3.
A composite component is produced as ready to use for secondary processes such as assembly etc. for example in pultrusion and filament winding process.
Following are the manufacturing processes commonly employed for the development of the fiber reinforced plastics (FRCs) (Mayer 1993). Figure 2 shows classification of the manufacturing processes generally used for the production of polymer matrix composites (PMCs).

Classification of manufacturing processes of PMCs
4.1 Hand Lay-Up Technique
Hand lay-up is the simplest fabrication process and is an open mould process. This process is also known as wet lay-up process. In this, the mould can be made of sheet metal, plaster, composites, wood, plastics etc. In this process the reinforcement is laid layer by layer to achieve a desired thickness. After laying a layer it is wetted with resin. After this a roller is moved to remove the air pockets and uniform distribution of resin. The curing in the hand lay-up process takes place at room temperature.
The mould is given a thin coating of release agent such as polyvinyl alcohol, silicon oil and wax. The mould is then coated with resin matrix. A pre-cut fiber cloth mat or layer of fibers is then laid over the resin layer. Another layer of resin is coated over the fiber layer. Rollers are used to press the fiber layer on the resin uniformly and also to remove the entrapped air bubbles. Alternate layer of resins and fiber layer are laid in a similar sequence until the required thickness is obtained. Now curing is done at elevated temperature. Trimming and finishing may now be taken up after removal of the composite material from mould. Sheets, auto body parts, boat- hulls, ducts building components etc. are produced by these techniques, like boat hull produced by hand lay-up method with natural fiber.
4.1.1 Advantages of Hand Lay-Up Method
-
It requires very low tooling cost because no automation is involve in it.
-
Excellent surface finish can be achieved on the mould side of the product.
-
Since, it involve hand assembly thus, controlled orientation of the fibers can be achieved.
-
Irregular surface shape can be accommodated in this method.
-
There is no limit of the size of the part to be produced.
-
On site production is possible because it a portable process.
-
Any form (short, long, woven etc.) of the fibers can reinforced.
4.1.2 Disadvantages of Hand Lay-Up Method
-
This method is labour intensive and it requires skilful operators.
-
Good surface finish is achieved on only one side of the product.
4.2 Spray Lay-Up Technique
Spray lay-up process is an advanced version of hand lay-up process. This process includes a spray gun with attached chopping equipment. A continues roving of a fiber is fed through the chopper and cut to a preset length. The spray-gun sprays these chopped fibers to mix with resin stream. The mixture of fiber and resin is sprayed to deposit on the mould surface. Spray of mixture continues to achieve a desired thickness. A releasing agent (wax or gel) is coated on the surface of the mould before spraying for the easy release of part from the mould. Generally the moulds itself in the spray lay-up process are made of reinforced plastics. The inner surface of a mould takes the shape of the outer surface of the product.
Generally, the polyester resin is used in a spray gun that has a glass chopper attachment. According to the requirement of a part the layers of the composite are built up on the mould. The gun of the spray lay-up process sprays resin and catalyst in two different streams which mix with each other on the exit of the gun. However, in the spray lay-up the excess amount of resin is required in comparison to hand lay-up for the same product which is due to the over spray of the resin. However, multiple headed guns are also used. The technique is adopted for plastic articles like body parts of truck, vessels, boat hulls and lorry cabs.
4.2.1 Advantages of Spray Lay-Up Method
-
In this process any materials can be used as mold.
-
It is faster than hand lay-up process.
-
It is continuous process.
-
Error can be corrected by re-spraying
4.2.2 Disadvantages of Spray Lay-Up Method
-
It is slower than other advance processes.
-
It is labor intensive process thus inconsistency occurs.
-
No control of fiber orientation
-
Only one side (mould side) surface finishing is achieved.
-
It is environmental unfriendly process due to dust of chopped fibers.
However, spray lay-up process as manufacturing process for wood polymer composites is yet not reported. This is because the spray lay-up process is mainly developed for the continuous roving reinforcement of glass fibers. In case of natural fiber the spinning short fibers into yarn and inherent low strength of yarn will increase the cost and difficulty. However, configuring spray lay-up process for wood polymer may be a new field of investigation (Summerscales and Grove 2014).
4.3 Vacuum Bagging Process
This process is basically extension of the hand lay-up technique and it is mainly used for laminated composites. In this process the composite is placed on the mould similar to the hand lay-up process, and the next layer is peel ply, this is actually a perforated release film. A breather is placed on the top of the peel ply and the layer after this is a separator. Above the breather a plastic film is sealed over the laminate and on to the tool. The sealed plastic film play the role of a vacuum bag as the air under the vacuum bagging film is extracted by a vacuum pump which allows up to one atmosphere compaction pressure to be applied to the laminate for consolidation. The compaction pressure removes the excess amount of air and resin by force. This also removes voids and increases consolidation of the laminate and results in to the production of stronger, void free and with better surface finishes composites (Biswal et al. 2020). However, this process is not suitable for polyester and vinyl ester resins because vacuum pump extract excessive styrene from resin, however it is suitable for epoxy and phenolic resins (Mohammad et al. 2018). This process is used to manufacture body parts of racing boats and racing cars. However, more advanced techniques of the vacuum bagging such as pressure molding and autoclave processes are also available (Biswal et al. 2020).
4.3.1 Advantages of Vacuum Bagging
-
Production cost is low.
-
Higher strength of composite as compare to hand lay-up.
-
Good surface finish free from voids is obtained.
-
Large variety of fiber/matrix combination can be cast.
-
Reduced amount of volatile emission during the cast.
4.3.2 Disadvantages of Vacuum Bagging
-
It requires frequent change of breather cloth.
-
High temperature cannot be applied for fast curing.
-
Pressure limited to one atmospheric only is allowed for compaction.
-
It is slow process.
-
There is issue of inconsistency.
4.4 Filament Winding Process
In this method a continuous length of strand, roving or woven tape of fiber is passed through a bath of resin. The excess amount of resin is squeezed out, as the strand comes out of the bath. The resin dipped filament or strand is then wound over a mandrel. Curing is then undertaken with heat. The fiber can be wound over the winding machine in a predetermined direction. The tension of the fiber and the pattern of winding are very important factors in influencing the ultimate tensile properties of the product. The winding of prepaged tapes are also possible in this method.
This technique is used for the fabrication of surfaces of revolution such as pipes, tubes, cylinders, and spheres and is frequently used for the production of large tanks and pipe work for the chemical industry. Filament winding method is based on high-speed precise lay down of continuous reinforcement in preset patterns. In this process fiber tension is the critical parameter and affects the porosity content, fraction of reinforcement of the fiber and properties of the final product. An optimum fiber tension is evaluated by considering the factors such as nature of fiber, type and geometry of the fiber as well as pattern of winding (Biswal et al. 2020).
Different commercial products by using roving of natural fiber such as kenaf fiber have been successfully manufactured by this method (Senawi 2010) The investigation of natural fiber composite with flax and hemp fibers manufactured by filament winding were also reported (Lilholt and Madsen 2012).
4.4.1 Advantages of Filament Winding Technique
-
Fast lay-up speed.
-
Great strength to weight ratio.
-
Higher accuracy.
-
Consistency.
-
A huge size part can be produced.
-
It is computer controlled thus less labor cost involved.
4.4.2 Disadvantages of Filament Winding
-
It involve high cost for equipment such as mandrel.
-
Poor surface finish is achieved.
-
Limited shape of product such as solids of revolution can be produced.
-
Application of heat for curing is not easy.
-
Due to penetration of resin and splashing the spinning speed is limited.
-
Breakage of yarn occurs.
4.5 Pultrusion
The word Pultrusion can be thought of as combination of pulling and extrusion. Hence, this process involves pulling of the continuous fiber and resin into a predefined shaped and heated die. This process is similar to extrusion process but only basic difference is that in this process the material is pulled through the dies, rather in extrusion the material is pushed through the dies.
This process is a continuous process and is used to produce thermosetting composite materials of uniform and constant cross section with rapid rate of production. In this process continuous string of reinforcing fibers are pulled. These roving of fiber pass through a liquid resin mix bath and pulled through a long machined steel die of suitable profile. The heated die initiates an exothermic reaction to polymerize the thermosetting resin matrix. The composite profile emerges from the die as a constant and hot cross-sectional material. The cured profile that cools sufficiently to be fed into a clamping and pulling mechanism which is pulled by the rollers which provides the driving force for the strands to be forced through the die. The product can then be cut to desired lengths. Examples of pultruded products include electrical insulation materials, ladders, walkway gratings, structural supports, channels and rods of different cross sections and antennas. The method is suitable for articles such as tubing or fishing rod. The natural fiber composites by using roving of fibers such as flax, hemp and kenaf are being produced by this method (Senawi 2010). Almost all types of thermosetting resins such as epoxy, polyester, phenolic and vinyl ester can be used for matrix material.
4.5.1 Advantages of Pultrusion Process
-
It is a continuous reinforcement process.
-
It is automated thus less labor cost involved.
-
Consistency in this process is very high.
-
It is capable of rapid production.
-
Versatile cross section can be produced
4.5.2 Disadvantages of Pultrusion Process
-
It involve expensive die.
-
Only constant cross section can be produced
-
It is configured only for thermosetting resins.
-
A defect in die mess up whole batch of products.
4.6 Injection Molding Process
The process completes in the steps as first the polymer composite is heated to molten state, injecting the molten composite into a mould after this it is allowed to cool the composite in the mould, and lastly part is ejected. These four steps are briefly explained as follows: (Salit 2014).
-
1.
Filling of the mould: - In this the screw rotates to move forward and force the molted composite into a closed mould. This step is mainly controlled by velocity and completed at very fast rate. When molten composite enters the mould and comes in contact with the cold walls of the mould so it freezes.
-
2.
Packing: - In this step screw continue to push more material into the mould with pressure to ensure complete filling of the cavity of the mould. This process is to compensate shrinkage of material due to cooling. This process mainly controlled by pressure.
-
3.
Cooling: - During this step composite is allowed to cool and hold its shape. However, screw rotates during this period but do not apply any pressure. Rather it transfers material for the next cycle.
-
4.
Ejection: - During this step the mould is opened and the part is ejected. After this mould is again closed and prepared for the next cycle.
The injection molding machine is defined and characterized by its clamp size and its injection capacity. Clamp force ranges from a couple of tons to several thousands of tons. The most frequently used machines lie around 300 tons (Sykacek et al. 2009). Injection capacity ranges from a few grams to hundreds of kilograms. Most of the heat that is used for melting granules evolves from friction between granules, and between the barrel and the screw. The size of the screw often gradually increases. Injection molding is a very suitable procedure to process natural short fiber reinforced polymers into geometrically sophisticated structural parts. It is the primary process for producing WPCs with thermoplastic polymers such as Polyvinyl chloride (PVC) and Polypropelene (PP). However, it is also used for thermoset composites. A rough finish is indicative of a low mould temperature. Higher temperatures may be possible if the material is allowed to remain for short duration in the barrel. However, if too high a temperature is used, charring can occur. Injection molding differs from profile extrusion, in that, after the material is heated, it is pumped into a permanent mould, where it takes shape and cools. The mould is then opened and the finished part is discharged.
Different extruder systems such as single screw extruder and twin screw extruder are available for the compounding of WPCs (Schwendemann 2008). However moisture content in wood fibers is major issues in case of the pelletizing, hence wood fibers are required to dry to 12% moisture content to receive appropriate pellets (Le Baillif and Oksman 2009). It has been observed that, due to the low back pressure and poor distribution ability of the screw the agglomeration of the fibers and void inclusion in the final composite part takes place.
Usually the injection-molding screw is not designed for the distribution of particle or fiber based granulates. Rather the screw is designed to ensure the material feed-in, plasticizing of polymer, transportation of molten composite and compression of polymer composite. The pelletized material is difficult to disperse properly, because of hydrogen bonds between the fibers (Felix and Gatenholm 1991; Le Baillif and Oksman 2009), which have been formed during the process.
4.6.1 Advantages of Injection Molding Process
-
Both thermoset and thermoplastic composites can be produced.
-
Complex shaped product can be produced.
-
It is automated process.
-
Product can be produced in high volume.
4.6.2 Disadvantages of Injection Molding Process
-
Instrument cost is very high.
-
Only short fibers can be reinforced.
-
Low strength of WPCs is obtained due to short fibers.
-
Fiber agglomeration occurs.
-
Voids may be present in the product.
-
High Maintenance cost.
4.7 Extrusion Process
Unlike injection molding process extrusion is a continuous process and mainly suitable for thermoplastic composites. Similar to injection molding process it is also screw assisted process. The screw of the extrusion machine has three different zones: Feeding zone, compression zone and Metering zone. In Feeding zone the material is entered and heated. As the material travel along the screw, it first becomes soften and finally converted into high viscous fluid. The material are mixed and compressed before entering the metering zone, according to design of screw. After metering the material are continuously pushed toward the die.
For the production of thermoplastic WPCs by extrusion process the pellets of pure polymer are mixed or compounded with wood/natural fibers to produce composite pellets (by extrusion called compounder). These composite pellets become a raw material for the composite product. The pellets of composite can be used in both injection molding as well as in extrusion. In case of extrusion the composite pellets are feed into the extruder through a hopper. These pellets get heated to molten stage and become a viscous fluid. This viscous fluid is then compressed in compression zone and enters into melting zone. Then material is pushed through a predefined shaped die and a continuous strand of composite material is drawn out. Some cooling arrangement cools the strand. The extrusion is basically a forming process for producing product of constant cross section such as Pipes, Tubes, Sheets, Films, Strips, and Profiles.
4.7.1 Advantages of Extrusion Process
-
It is a continuous process.
-
High rate of production.
-
It is automated thus less labor cost involved.
-
Consistency in this process is very high.
-
Versatile cross section can be produced.
4.7.2 Disadvantages of Pultrusion Process
-
It involves expensive die and equipment.
-
Due to short fiber reinforcement strength of the product is low.
-
Only constant cross section can be produced.
-
It is configured only for Thermoplastic polymers.
-
For production of WPCs pellets of composite is required to be produced.
-
Production of pellets involves high cost.
-
A defect in die can messed up whole batch of products.
4.8 Resin Transfer Molding - RTM
For the production of thermoset WPCs/NFCs, RTM is the most efficient fabrication technique. In this process fibers are arranged in a pre-form according to the mould shape. To produce a pre-form the fibers are pre-pressed to match the mould shape. In case of loose fibers (wood flour) a binder material can be used to hold them together. This pre-form of fibers is then kept in the mould cavity and the second matching part of the mould is clamped over the first. After this, the mixture of resin with hardener and other additives such as colour and catalyst is injected into the cavity with pressure. Also, to support the resin to be drawn into the fibers and gaps, the vacuum can be applied to cavity. This modified process is called as Vacuum Assisted Resin Transfer Moulding (VARTM). The composite is then allowed to cure either at room temperature or elevated temperature. Resin, such as bismaleimides requires high temperature for curing. All general types of resins such as epoxy, polyester, vinylester and phenolic can be used in this process. The factors affecting RTM process are mould designing, wetting property of resin, mould temperature and mould filling. Any failure of these factors causes void inclusion, low strength and poor surface quality of the product (Chen et al. 1997). The applications include a wide range of products from general components such as door and window panels to automotive panels, and aircraft components. The products such as helmets, hockey sticks, bicycle frames have been also developed by this technique (Mazumdar 2002). In a comparative study of RTM and compression moulding process, it has been observed that the mechanical properties of Sisal/polyester composites have been found better in case of RTM. This can be attributed to the fact that, in RTM when resin flow advances through the fibers inside the mould then due to hydrostatic pressure it also pushes air out from the mould. Consequently, low voids are contained in the product and improved mechanical properties are obtained (Sreekumar et al. 2007).
4.8.1 Advantages of RTM
-
It is suitable for complex shapes.
-
High fiber volume (65%) laminates can be obtained with very low void contents.
-
Both sides of the component have a moulded surface. Hence, the final product gets a superior surface finish.
-
Possible labour reductions.
-
The process is very efficient.
-
Better reproducibility.
-
Relatively low clamping pressure and ability to induce inserts.
-
Good health, safety, and environmental control due to enclosure of resin.
4.8.2 Disadvantages of RTM
-
It is only suitable for thermosets.
-
It is medium volume process and large size of the product cannot be accommodated.
-
It involves high tooling cost in comparison to open mould process.
-
Reinforcing fiber materials are limited due to the resin saturation of fiber and flow requirement.
4.9 Compression Molding Process
It is well established process for manufacturing thermosetting and thermoplastic composites. This is the first process which was applied to replace metal parts from automotives. This technique is generally applied to manufacture larger as well as flat and moderately curved parts. This process involves two techniques which are compression and flow compression technique. Compression technique applied to manufacture thermoplastic parts whereas flow compression is used for thermosetting parts. These two techniques basically differ by the types of semi-finished product used and its cutting. In case of thermosetting material which contains a temperature initiated catalyst is compressed between heated matched die by a vertical hot or cold press. The curing temperature is kept 80–100 °C for hot pressing and 40–50 °C for cold pressing, for 1–2 h (Mohammad et al. 2018). The uncured composite materials which have high viscosity are placed into the mould area. The temperature of mould area is maintained in the range of 150–160 °C. Due to temperature the viscosity of the thermosetting composite is decreased. After this the mould is closed and a pressure of 100 psi (approximately) is applied on the mould which cause viscous composite to flow and fill cavity of the mould. The mould is opened after a period of time which depends upon the curing time of the composite. For thermoplastic material higher processing temperature and pressure is required to compress the composite pellets. Also, after pressing, the mould remains closed for the period of time which depends upon the time taken by the material to become hard.
The crucial parameters for superior properties and performance of natural fiber composites manufactured by compression molding are moisture removal and mixing (before compression) temperature, holding time and pressure. These factors have been analyzed for their optimum value and found to be interrelated to each other (Jaafar et al. 2019). In an investigation compression molding process found optimum process for manufacturing of natural fiber composites (Zampaloni et al. 2007). Moreover, in comparison to injection molding process the WPCs composites manufactured by compression molding were found to have improved mechanical properties (Liu et al. 2007; Tungjitpornkull and Sombatsompop 2009), Higher specific density and less voids (Ku et al. 2011).
4.9.1 Advantages of Compression Molding Process
-
It is suitable for both thermosetting and thermoplastic materials
-
Less tooling required in comparison to injection molding
-
Low cost
-
Complex parts can be produced
-
Reproducibility and low cycle time
-
Minimum waste material
-
High productivity and consistency
-
Flexibility
4.9.2 Disadvantages of Compression Molding Process
-
Requirement of heat and pressure
-
Low volume component
-
Only board shape can be made
5 Key Parameters for Successful Processing of NFCs/WPCs (Summerscales and Grove 2014)
Following are the key factors which must be controlled in the manufacturing of the NFCs or WPCs. These factors affect the performance and properties of the final product of composite.
5.1 Moisture Content
Wood or natural fibers have inherent tendency to absorb moisture. This is because of the presence of –OH group and hence they absorb moisture from the atmosphere. To control moisture, it is necessary to maintain relative humidity (RH) of the surrounding of the mould shop as recommended by the manufacturer of the resins. Also, fibers must be kept at dry and clean place. It is recommended to maintain temperature 50 °C and RH < 10% for the production of NFCs or WPCs.
5.2 Thermal Transition Temperature
This factor is essential for selecting an appropriate matrix material for the reinforcement of a cellulose fiber. The important thermal transition temperatures considered for the manufacturing of WPCs or NFCs are Glass transition temperature (Tg), Peak crystalline temperature (Tc), Crystalline melting temperature (Tm) and processing temperature (range) (Tp). Tc and Tm are not applicable for amorphous materials. Generally, Tm≈Tg + 200 ± 50 °C and Tp≈Tm + 30 °C is for partially crystalline thermoplastic materials. Tg is normally similar to the post cure temperature for thermosetting resins. In case of plastics such as PVC, the decomposition temperature (Td) limits Tp. It has been observed that the dry cellulose has Tg ranges from 84 to 250 °C and Tg decreases with increase in moisture content. It has been reported that Tg of cellulose is strongly depend on the degree of crystallinity (Roig et al. 2011). Also, cellulose changes colour at 180 °C and lose approximately 70% weight between 220 to 300 °C (Szcześniak et al. 2008). The decomposition temperature (Td) of cellulose was found at ~200 °C in air. Hence, it is recommended that the Tp of cellulose should be below 200 °C.
5.3 Heat Due to Exothermic Reaction
In case of thermosetting composites heat is generated due to exothermic reaction during the curing. This heat can cause discoloring of resin and also deterioration of mechanical properties of matrix. Also, it can cause thermal damage to natural or wood fibers in case of WPCs and NFCs.
5.4 Evolution of Volatile Materials
In case of thermosetting resins volatile substances are evolved during the curing. This evolution of volatiles in the form of gases causes porosity and voids in the composite. For example styrene evolves from the polyester resin and has been studied by various researchers. Their results are shown in the Table 1.
However, It is also reported that porosity in the composite is also attributed to entry of air due to failure of sealing of the mould. Hence, it is recommended to double seal the mould (Lundstrom et al. 1992, 1993).
5.5 Rheology Behavior of Polymer
Viscosity of polymers is the main governing factor for their rheology behavior. The primary parameters which affect the viscosity of the polymers are reported as temperature and curing process. Various results for change in viscosity with respect to temperature have been published for thermosetting resins in RTM (Potter 1997; Pearce et al. 1998) and Wet lay-up/vacuum bag process (Stringer 1989) and thermoplastic material (Cogswell 1992). For thermosetting resins the curing process includes generation of heat due to exotherm. The degree of cure and viscosity reported to increase with exotherm. The researchers developed model for curing of resins such as epoxy (White 1974), polyester and venyl ester (Kamal and Sourour 1973).
5.6 Permeability
In case of manufacturing of WPCs or NFCs the permeability is defined as the ease of flow of a fluid through the pore space in a reinforcement pack. Some mathematical relations have been derived to measure permeability for a reinforcement pack (Griffin et al. 1995; Kozeny 1927; Carman 1937). These relations reveal that flow rate at constant fiber volume fraction is inversely proportional to the square of the wetted perimeter or wetted area. In an investigation on jute fibers it has been found that the permeability increases with increase in porosity this also confirmed an inverse relationship with fiber volume fraction (Francucci et al. 2010). However, permeability measures differ for unsaturated flow and saturated flow for a reinforcement pack.
5.7 Shrinkage
Like other materials, polymers also shrink on cooling according to their thermal coefficient of expansion. This parameter is important because many manufacturing techniques take place at elevated temperature. Change in volume due to shrinkage takes place in a thermoplastic system due to the chemical reactions whereas in case of thermoset it is due to the cross linking during curing. The defects such as distortion, matrix cracking and surface defects can occur in case of thermosetting system because of thermal residual stresses arise due to the contraction.
6 Conclusions and Future Perspective
This chapter presents a review on different manufacturing processes of conventional composite materials. These processes have successfully adopted for production of polymer composites with reinforcement of natural or wood fibers. All processes of manufacturing of WPCs have their merits and limitations. The choice of appropriate process for a WPC product mainly depends upon the material type, size and volume of product and also the production rate. Incompatibility of natural fibers with polymers is the primary issue which affects the performance of WPC product. However, there are many physical and chemical treatments of natural fiber have been investigated to improve the performance of WPC product. These treatments and preparation of natural fibers for reinforcement involve a cost of production but it can be compromised with the advantage of sustainability. The present chapter also summarizes the parameters such as moisture content, transition temperature, permeability which must be considered for the manufacturing of WPCs. For the environment concern it is essential to replace the parts made up of conventional material with WPCs in many relevant applications. This requires the modification of the conventional manufacturing processes of composite materials to adopt the production of WPCs.
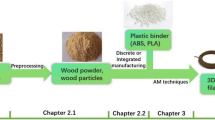
Manufacturing industries of WPCs aim to produce quality products with high rate and at low cost. Three basic steps as mixing of materials, bonding of materials and heating are involved in the WPC’s production. In view of this, extrusion and IM are the most appropriate manufacturing methods for the WPCs. Among these, extrusion is a continuous process and limited to produce linear profile. In this process the manufacturing line, before the extruder need to be refined to feed a constant input of material. Whereas, IM is not a continuous process, due which production rate is comparatively slow. The hybridization of manufacturing process has been suggested to improve the production rate. In case of thermoplastic based WPC, to achieve a uniform distribution of fibers in compounding process is still a critical issue. Adoption of technology of additive manufacturing for the production of WPCs has extended the application areas and it has also provided the solution to limitation of size and complexity of product.
References
Anon (1996) European Organisation of Reinforced Plastics Composite Materials, Brussels, UP-resin handling guide. DuPont Magazine circa 1994
Belgacem MN, Bataille P, Sapieha S (1994) Effect of corona modification on the mechanical properties of polypropylene/cellulose composites. J Appl Polym Sci 53:379–385
Biswal T, Badjena SK, Pradhan D (2020) Synthesis of polymer composite materials and their biomedical applications. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2020.01.567
Bledzki AK, Gassan J (1999) Composites reinforced with cellulose based fibers. Prog Polym Sci 24:221–274
Carman PC (1937) Fluid flow through a granular bed. Trans Inst Chem Eng (London) 15:150–166
Chaiyavech P, van Winkle M (1959) Styrene-ethylbenzene vapor-liquid equilibria at reduced pressures. J Chem Eng Data 4(1):53–56
Chen YF, Stelson KA, Voller VR (1997) Prediction of filling time and vent locations for resin transfer mould. J Compos Mater 37(11):1141–1161
Cogswell FN (1992) Thermoplastic Aromatic Polymer Composites. Butterworth-Heinemann, Oxford. ISBN 0-7506-1986-7. Now Woodhead Publishing, Cambridge. ISBN 978-1-85573-086-1
Dreyer R, Martin W, Weber U von (1955) Die s ä ttigungsdampfdrucke von benzol, toluol, ä thylbenzol, styrol, cumol und brombenzol zwischen 10 und 760 torr.Journal für Praktische Chemie. 1(5–6):324–328
Felix JM, Gatenholm P (1991) The nature of adhesion in composites of modified cellulose fibers and polypropylene. J Appl Polym Sci 42(3):609–620
Francucci G, Rodríguez ES, Vázquez A (2010) Study of saturated and unsaturated permeability in natural fiber fabrics. Compos a Appl Sci Manuf 41(1):16–21
Griffin PR, Grove SM, Russell P, Short D, Summerscales J, Guild FJ, Taylor E (1995) The effect of reinforcement architecture on the long-range flow in fibrous reinforcements. Compos Manuf 6(3–4):221–235
Jaafar J, Siregar JP, Tezara C (2019) A review of important considerations in the compression molding process of short natural fiber composites. Int J Adv Manuf Technol 105:3437–3450
Kabir MM, Wang H, Lau KT, Cardona F (2012) Chemical treatments on plant based natural fiber reinforced polymer composites: an overview. Compos B Eng 43(7):2883–2892
Kamal MR, Sourour S (1973) Kinetics and thermal characterization of thermoset cure. Polym Eng Sci 13(1):59–64
Kozeny J (1927) Uber die kapillare Leitung des Wassers in Boden, Sitzungsberichte Akademie der Wissenschaft Wien Math-naturw. 136(kl.Abt.IIa):271–306
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos B Eng 42(4):856–873
Le Baillif M, Oksman K (2009) The effect of processing on fiber dispersion, fiber length, and thermal degradation of bleached sulfite cellulose fiber polypropylene composites. J Thermoplast Compos Mater 22(2):115–133
Lilholt H, Madsen B (2012) Properties of flax and hemp composites. In: Reux F, Verpoest I (eds) Flax and Hemp Fibers: A Natural Solution to the Composite Industry. JEC Composites, Paris, pp 119–140
Liu W, Drzal LT, Mohanty AK, Misra M (2007) Influence of processing methods and fiber length on physical properties of kenaf fiber reinforced soy based biocomposites. Compos B Eng 38(3):352–359
Lundstrom TS, Gebart BR, Lundemo CY (1992) Void formation in RTM. In: Proceedings of the 47th annual conference, composites institute. The Society of the Plastics Industry, pp 1–5
Lundstrom TS, Gebart BR, Lundemo CY (1993) Void formation in RTM. J Reinf Plast Compos 12:1339–1349
Maurus PB, Kaeding CC (2004) Bioabsorbable implant material review. Operative Tech Sports Med 12(3):158–160
Mayer RM (1993) Design with reinforced plastics: a guide for engineers and designers. Design Council, London. Springer. ISBN 978-94-011-2210-8
Mazumdar SK (2002) Composites Manufacturing: Materials, Product, and Process Engineering. CRC Press, Boca Raton
Mohammad RMJ, Mohammad SAM, Khasri A (2018) Natural lightweight hybrid composites for aircraft structural applications. In: Sustainable composites for aerospace applications. Series in composites science and engineering. Woodhead Publishing, pp 155–170
Pearce NRL, Guild FJ, Summerscales J (1998) An investigation into the effects of fabric architecture on the processing and properties of fiber reinforced composites produced by resin transfer moulding. Compos A Appl Sci Manuf A29(1):19–27
Potter K (1997) Resin Transfer Moulding. Chapman & Hall, London. ISBN 0-412-72570-3
Rakesh K, Veena C, Saroj M, Varma IK (2008) Banana fiber-reinforced biodegradable soy protein composites. Front Chem China 3(3):243–250
Roig F, Dantras E, Dandurand J, Lacabanne C (2011) Influence of hydrogen bonds on glass transition and dielectric relaxations of cellulose. J Phys D: Appl Phys 44(4):045403
Salit MS (2014) Manufacturing techniques of tropical natural fiber composites. In: Tropical natural fiber composites. Engineering materials. Springer, Singapore
Schwendemann D (2008) Manufacturing technologies for wood-polymer composites. In: Oksman K, Sain M (eds) Wood-polymer-composites. Woodhead Publishing and Maney Publishing, Boca Raton, pp 72–100
Senawi R (2010) Innovative Pultrusion Sdn Bhd. No. 43, jalan sj 8/1, taman seremban jaya, 70450, negeri sembilan, malaysia, 70450, Malaysia
Sreekumar PA, Kuruvilla J, Unnikrishnan G, Sabu T (2007) A comparative study on mechanical properties of sisal-leaf fiber-reinforced polyester composites prepared by resin transfer and compression moulding techniques. Compos Sci Technol 67:453–461
Stringer LG (1989) Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon fiber epoxy composites with high fiber fraction and low void content. Composites 20(5):441–452
Summerscales J, Grove S (2014) Manufacturing methods for natural fiber composites. In: Natural fiber composites: materials, processes and applications, pp 176–215. https://doi.org/10.1533/9780857099228.2.176
Sykacek E, Hrabalova M, Frech H, Mundigler N (2009) Extrusion of five biopolymers reinforced with increasing wood flour concentration on a production machine, injection moulding and mechanical performance. Compos A Appl Sci Manuf 40(8):1272–1282
Szcześniak L, Rachocki A, Tritt-Goc J (2008) Glass transition temperature and thermal decomposition of cellulose powder. Cellulose 15(3):445–451
Tenney DR, Davis JG, Pipes BR, Johnston N (2009) NASA composite materials development: lessons learned and future challenges. In: NATO RTO AVT-164 Workshop on Support of Composite Systems, Bonn, Germany, 19 October 2009–22 October 2009
Tungjitpornkull S, Sombatsompop N (2009) Processing technique and fiber orientation angle affecting the mechanical properties of E-glass fiber reinforced wood/PVC composites. J Mater Proc Technol 209(6):3079–3088
White RP (1974) Time-temperature superpositioning of viscosity-time profiles of three high temperature epoxy resins. Polym Eng Sci 14(1):50–57
Wolf O, Crank M, Patel M, Marscheider-Weidemann F, Schleich J, AngereBH (2005) Techno-economic feasibility of large-scale production of bio-based polymers in Europe. European Commission Director-General Joint Research Centre Technical report EUR 22103 EN. ISBN 92-79-01230-4
Wretfors C, Hedenqvist MS, Marttila S, Nimmermark S, Johansson E (2009) Use of industrial hemp fibers to reinforce wheat gluten plastics. J Polym Environ 17:259–266
Zampaloni M, Pourboghrat F, Yankovich S, Rodgers B, Moore J, Drzal L, Mohanty A, Misra M (2007) Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos A Appl Sci Manuf 38(6):1569–1580
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Dubey, N., Purohit, R., Rana, R.S. (2021). Manufacturing of Wood Polymer Composites. In: Mavinkere Rangappa, S., Parameswaranpillai, J., Kumar, M.H., Siengchin, S. (eds) Wood Polymer Composites. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-16-1606-8_2
Download citation
DOI: https://doi.org/10.1007/978-981-16-1606-8_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-1605-1
Online ISBN: 978-981-16-1606-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)