
Abstract
Crosslinked polyethylene (XLPE) is widely used in power cable insulation because of its excellent dielectric characteristics, physical properties, thermal stability and chemical resistance. In spite of its advantageous features, the chemical and physical properties of XPLE change irreversibly changes with time as well as with exposure to electrical, thermal, mechanical or chemical stress conditions. These changes eventually lead to degradation and eventually failure of insulation cables. This chapter discusses the thermal, mechanical, electrical and environmental factors that influence aging and degradation in XLPE. The causes, mechanism and consequence of degradation and breakdown due to electrical and water treeing and its dependence on influencing factors like partial discharge, charge carriers, electrical and mechanical stress, temperature, impurities, etc. are discussed. The chemical degradation and thermal degradation in XLPE due chain scission, depolymerization, crosslinking oxidation and/or hydrolysis are explained along with the influencing factors. Aging, the irreversible change in properties of XPLE arising from changes in its physicochemical structure under the influence of various environment affects the operational life of cable insulation. The effect of thermal and radiation aging on dielectric and structural properties of XLPE is reviewed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Crosslinked polyethylene (XLPE) has been in use since the 1930s in various applications. XLPE is extensively used in electrical cables, plumbing, chemical, mining, biomedical, watercraft and automotive industries. Crosslinked polyethylene is manufactured by crosslinking polyethylene with crosslinking agent or by irradiation [1]. Depending on the end application and properties required, XLPE is manufactured from different grades of polyethylene. For example, high-density polyethylene is used for tubing, low-density polyethylene for cable insulation and ultrahigh molecular weight polyethylene for artificial joints. The crosslinked bonds change the thermoplastic polyethylene to thermoset XLPE. The production process involving modification of polyethylene structure is generally optimized to maximize production, improve properties of interest and to reduce by-product generated during crosslinking. Crosslinking significantly enhances properties like impact and tensile strength, wear resistance, thermal resistance, chemical stability, insulating properties, resistance to brittle fracture, abrasion resistance, environmental stress cracking resistance and low-temperature properties [2]. The properties of XLPE can be tailored by appropriate degree of crosslinking [3]. For example, higher degree of crosslinking could induce stress cracking and brittleness whereas lower degree of crosslinking would give poor physical properties.
XLPE is used in artificial joints and composite material in dental restoration due to its wear and abrasion resistance. In automotive industry, XLPE is used in the manufacture of cold air intake systems and filter housings. XLPE is used in several countries in plumbing application as it is less expensive than alternatives like copper, offers flexibility reducing the need for joints, easy to install and operate, is not affected by corrosion from minerals, moisture or freezing and is long lasting. XLPE is used to manufacture storage tanks used in chemical industries due to its strength, durability and ability to withstand heat and acidic corrosion.
One of the major and growing market for XLPE is power transmission cables industry. The high dielectric strength, very low dissipation factor at all frequencies, high insulation resistance and excellent dimensional stability of XLPE make it the ideal choice for insulation in medium and high-voltage electric cables. XLPE has higher strength, improved aging characteristics, water tree resistance and ability to retain electrical properties over a wider range of temperature than polyethylene Additionally, they are also resistant to chemicals and oils even at elevated temperatures which make XLPE insulation halogen-free low-smoke material [4,5,6].
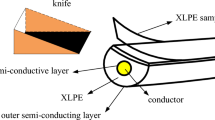
A typical high-voltage XLPE cable contains several layers with various functions viz. conductor, inner semiconducting layer, cable insulation, outer semiconducting layer, ground layer and the outer shell. A simplified representation of an XLPE insulated cable is shown in Fig. 1.

XLPE insulated cable
Electric lifetime of the cable is an important measure of its quality. Prolonged life time is also closely related to sustainable development, a key aspect of concern for engineers and researchers. The reliability and life time of cables depend on a number of different factors as shown in Fig. 2 [7]. The expected service life of the cables is around 20–30 years. However, service life of some of these is far shorter than expected and underground cables start to fail in about 5–10 years [8].

Factors influencing reliability and life time of cables
A major concern in determining the life of an electric cable is the aging and breakdown of insulation. A local electrical field of more than 110 kV/mm is capable of injecting electrons into the insulation. The insulating layer of the cable should be able to withstand divergent field between the core conductor and the grounding layer. As all breakdown events occurring in the polymeric insulation are irreversible, they are to be avoided at all costs. The aging process is influenced by morphology as well as effect of additives, oxidation, ions and water. The major reasons for the failure of these cables are the combined effect of one or several of different factors like physical and chemical aging, electric breakdown, thermal breakdown, electromechanical breakdown and partial discharge breakdown [9]. Stresses (mechanical, electrical, thermal) exposure to ultraviolet or other radiations and diffusion of contaminants influence the aging process. This chapter examines the various degradation mechanisms in XLPE. The effect of additives and test procedures to evaluate the degradation is not considered in this chapter.
2 Aging and Degradation in XLPE
The major concern for all dielectric users is the aging and the breakdown of the insulation which depends on incipient changes in material properties. Fundamental origins of aging are still not clearly understood and there is still no consensus on what characterizes aging. However, it is generally accepted that morphology, additives, oxidation (or antioxidants), ions and water play major roles in the aging process of polymers. There are also many elements involved in creating conditions favorable to degradation and breakdown. Contributing processes include mechanical, electrical and thermal stress, exposure to ultraviolet radiation and, as mentioned before, the diffusion of contaminants into the insulator during its manufacturing and service time. The main mechanical, electrical, thermal and environmental factors that affect aging and degradation in XLPE are summarized in Table 1 [10].
The degradation in XLPE insulation can be caused due to intrinsic or extrinsic factors. Extrinsic factors are due to micro-voids, physical imperfections, poorly dispersed components and contaminants in the insulation. On the other hand, intrinsic factors are chemical and physical changes in the polymer or trapped charges [10]. Intrinsic breakdown is caused due to the electronic behavior of the dielectric, with no effect of ambient or temperature rise and is also called electronic breakdown. The intrinsic breakdown when electrons in the insulator gain sufficient energy from the applied field to cross the energy gap from the valence to the conduction band [9]. Intrinsic type of degradation affects the properties of the material. When the property falls below a critical value, the insulation fails. These changes may or may not lead to electrical failure. Intrinsic effects are generally not confined to local area and affect large part of the insulation. Extrinsic factors affect local areas of the insulation which eventually can result in failure of the insulation.
3 Electrical Degradation and Treeing
The most hazardous and damage inducing degradation in XLPE insulation is the electrical degradation. Electrical degradation can reduce the service life of XLPE cables. In high-voltage XLPE cables, voltage difference between the conductors creates an electric field that causes ionization in the XLPE. This generates current that creates short circuit path through the insulation. This phenomenon results in electrical breakdown of the material [9]. The electric field in high-voltage cables accelerate the charge carriers (electrons, ions, etc.) in the insulation in the direction of the electric field. The acceleration increases the kinetic energy of the charge carriers. When they collide with insulation and transfers the energy which is manifested as increase in temperature. This phenomenon is called Joule heating. When the heat generated by Joule heating is not dissipated and the temperature of the material increases, the amount and mobility of charge carriers increases resulting in exponential increase in the electrical conductivity. The increased conductivity causes more current to flow through the insulation which further increases the heat input. The heating also softens the insulation. The heat generated is transferred to the surrounding medium by conduction through the solid dielectric and by radiation from its outer surfaces. This process eventually initiates thermal breakdown in XLPE and breakdown occurs when the heat generated exceeds the heat dissipated [11]. The combined effect is the electromechanical breakdown of the insulation. Another cause of breakdown in insulation is the partial discharge (pd) breakdown that is initiated by small voids in the material. In current carrying cables, the presence of voids and contaminations in XLPE induced during the manufacturing process, coupled with ionic contaminants give rise to voltage stresses in the insulation. The high electrical stresses induce partial discharge that causes dendritic growth of microscopic cavities called trees. Electrical treeing and water treeing are the two types of trees, which are discussed in the following sections. The formation of trees is accelerated by several factors, moisture being the major accelerating factor. Formation of trees ultimately leads to complete failure of the insulation. The sequence of activities leading to electrical breakdown is summarized in Fig. 3.

Electrical breakdown in XLPE cable insulation
A major factor influencing the dielectric properties like tree growth and breakdown in polymer dielectric materials is the non-uniformity of electric field distribution [12]. Electrical degradation due to treeing is initiated by partial discharge. Treeing is a random process that affects localized areas of the insulator. As mentioned earlier, trees are initialled at imperfections where the electrical field is highly divergent.
Electrical trees contain hollow tubules that are connected to form a treelike structure. The stem of a tree has typical dimensions in the range of tens of micrometers in diameter while the branches have sizes in micrometer range. The shape of the electrical tree can be bush type or branch type. Generally, higher fields create more bushy trees, while trees generated at lower fields have a more branch-like shape. In the general working environments of the cable, the growth of the tree is slow spanning several months or years. The tip of the water tree can initiate an electrical tree. As the electrical tree initiated by a water tree grow rapidly, the insulation will not be capable of withstanding the high voltage and the insulation fails [13,14,15].
3.1 Electrical Treeing
Electrical tree is the prime reason for insulation failure in XLPE cable insulation [16]. Electrical trees are interconnected channels that are generally initiated in void and are strongly influenced by defects (voids, impurities, etc.) in the and the partial discharge activity. The phenomenon of tree growth is illustrated in a sample model containing an air-filled void. Voltage is applied with a needle tip. As illustrated in Fig. 4a, the maximum electric field is observed near to the needle tip. The electric field stress at void is greater than the dielectric strength of air filled in the void. When the voltage across the void exceeds the breakdown voltage, partial discharge is initiated in the void. Partial discharge further leads to formation of electrical discharge path and a tree like structure as illustrated in Fig. 4b. The tree growth is initiated inside the void and penetrates toward the point at which electrical stress is maximum [17].

a Electric field distribution in insulation with void b electrical tree growth [17]
The phenomenon of electrical treeing occurs in three phases namely initiation, propagation or growth and bridging as illustrated in Fig. 5. The tree is initiated due to high and divergent stress at the interface of an imperfection or void and XLPE. The stresses may be of electrical, chemical or mechanical nature and can be caused by several factors including temperature, chemical reaction, partial discharge, etc. Among the above-mentioned factors, a major factor that initiates insulation degradation is partial discharge [18]. According to International Electrotechnical Commission Standard 60,270, partial discharge is a localized electrical discharge that only partially bridges the insulation between conductors and which may or may not occur adjacent to a conductor.

Growth Stages in Treeing
Several mechanisms have been proposed to explain initiation of electrical trees. Electrical trees can be initiated by charge carriers, mechanical fatigue, electro-photoluminescence or high field electron avalanche [19, 20]. When the insulation is subjected to AC voltage, injection of charge carriers takes place in one half cycle while extraction of charge carriers takes place in the other half cycle. The charge carriers also known as space charges can be electrons, holes or ions. When the space charges gain sufficient energy, they initiate chemical reactions that cause polymer degradation. The degradation eventually leads to formation of hollow channels in which partial discharge take place that initiates a tree [21]. It has also been reported that insulation subjected to mechanical stresses and fatigue develop cracks. Electrical trees are initiated at the cracks due to partial discharge [20]. Another phenomenon that initiates electrical tree is electro- photoluminescence. When subjected to AC voltages above a certain threshold, due to the changing polarities, XLPE emits UV and visible light. Electroluminescence spans a broad spectrum in the visible range and partial discharge light exhibits peak in the UV range. The UV light induces photochemical reaction that generates free radicals, which are capable of breaking the chemical bonds in the polymer chain. They are accelerated by electric field, collide with polymer chains and produce more free radicals. These reactions initiate the channels in electrical tree as explained earlier. Localized electron avalanche is another mechanism that initiates electrical tree. When a voltage surge (impulse voltage) happens, it can cause the local field to exceed the breakdown threshold of the insulation. This leads to localized electron avalanche and local breakdown that initiates electrical tree [19]. The growth/propagation of the tree occurs in the direction toward the region where electric field stress is maximum.
The partial discharge depends on the geometry of the void, impurities present in the insulation and permittivity of the insulation material [22]. Several factors like magnitude and frequency of applied electric field, temperature, environmental stresses and mechanical stresses influence the propagation of electrical tree. Finally, when the tree is long enough, bridging occurs resulting in total breakdown of insulation [9]. Treeing can be controlled by adopting several strategies like ensuring smoothness of the semiconductive shield, minimizing contamination and defects during manufacture of semiconductive shield, insulation and cable and minimizing ingress of moisture into the insulation [23].
A partial discharge occurs when there is sufficiently high field and presence of an electron. The enhancement in electric field at the defect site induces partial discharge. This enhanced field consists of an enhancement in background field and the field produced by local space charges formed from previous PD events. The avalanche of electrons is formed at a minimum local inception field that corresponds to the partial discharge inception voltage (PDIV). PDIV is the lowest voltage at which partial discharges is termed partial discharge inception voltage. The magnitude of PDIV depends on the size of the defect, composition of the constituents of the defect, operating temperature and pressure. The electrons are initially produced by gas ionization by energetic photons and field detachment of electrons from negative ions. The rate of production of electron depends on the magnitude of electric field. Another mechanism by which electrons are produced is from surface emissions due to ion impact, detrapping of electrons due to field emission or by the photon effect. The PDIV in newly formed virgin defects is higher than that in aged defects (defects that have been there in the insulation for longer duration or exposed to aging conditions). On occurrence of partial discharge, charges are deposited on the surface and in traps in the insulator surface. When sufficient energy is acquired, the surface liberates free electrons. The charges decay when they diffuse through gases in the voids or by conduction along the surface or by ion drift [19]. When an XLPE high-voltage cable is in operation, due to high voltage and aging, there is accumulation of space charge in the insulation that distorts the local electrical filed.
Several mechanisms have been proposed to explain initiation of electrical trees. Electrical trees can be initiated by charge carriers, mechanical fatigue, electro-photoluminescence or high field electron avalanche [20, 21]. When the insulation is subjected to AC voltage, injection of charge carriers takes place in one half cycle while extraction of charge carriers takes place in the other half cycle. The charge carriers also known as space charges can be electrons, holes or ions. When the space charges gain sufficient energy, they initiate chemical reactions that cause polymer degradation. The degradation eventually leads to formation of hollow channels in which partial discharge take place that initiates a tree [24]. It has also been reported that insulation subjected to mechanical stresses and fatigue develop cracks. Electrical trees are initiated at the cracks due to partial discharge [21]. Another phenomenon that initiates electrical tree is electro-photoluminescence. When subjected to AC voltages above a certain threshold, due to the changing polarities, XLPE emits UV and visible light. Electroluminescence spans a broad spectrum in the visible range and partial discharge light exhibits peak in the UV range. The UV light induces photochemical reaction that generates free radicals, which are capable of breaking the chemical bonds in the polymer chain. They are accelerated by electric field, collide with polymer chains and produce more free radicals. These reactions initiate the channels in electrical tree as explained earlier. Localized electron avalanche is another mechanism that initiates electrical tree. When a voltage surge (impulse voltage) happens, it can cause the local field to exceed the breakdown threshold of the insulation. This leads to localized electron avalanche and local breakdown that initiates electrical tree [20]. The growth/propagation of the tree occurs in the direction toward the region where electric field stress is maximum.
During cycling of voltage of sufficient amplitude, charges are released and extracted in the alternate half cycles. These charge carriers can move around in the dielectric material under the influence of electric field or become trapped in the bulk of material. The trapped electrons can build up the heterocharge that cause increase in local electric field. When the local electric field exceeds the breakdown threshold, local deterioration is initiated. Recombination of charges releases energy. When the magnitude of energy released is higher than the bond energy, breakage of polymer chains occurs. The trapping, detrapping and recombination of charges release energy that ultimately leads to breakdown of the material. Attempts have been made to study the AC space charge characteristics of XLPE cable insulation at various stages of accelerated aging. The trap energy level gradually increased with aging time due to breakage of XLPE chains, decomposition of additives and generation of space charge traps at deeper levels. The non-uniformity of the applied field also affects the trapped charge in XLPE insulation [25].
Several factors like the magnitude and nature (AC, DC or impulse) of applied voltage, electric field enhancement, frequency, partial discharge and temperature influence the growth of electric trees. The strength of the electric field near the defect depends on the magnitude of applied voltage and if this induced field exceeds the dielectric strength of the material, tree growth and initiation commence [26]. The type of tree formed also depends on the type and magnitude of applied voltage. At lower voltage branched type tree growth was observed in XLPE whereas bush type was observed at higher voltages [27, 28]. The three phases of electrical tree viz. initiation, growth and breakdown of XLPE insulation are greatly influenced by temperature. In a recent study, the effect of temperature gradient on electrical tree was studied [29]. The tree was initiated with AC voltage with RMS of 12 kV and frequency of 50 Hz in needle plate electrodes. The needle temperature varied from −122 to 18 °C while the ground temperature varied from −196 to 0 °C. The notation (needle temperature, ground temperature) will be used to discuss the effect of temperature gradient. The tree structure formed depended on the temperature gradient. In samples with lower temperature gradient, the electrical trees formed consisted of an upper region with large amount of channels that interlaces with each other and a vine region with vine-structure channels. With increase in temperature gradient, trees with pine structure with 3–5 main branches with several tiny channels were formed. Further increase in temperature gradient resulted in branch-structure where the main branch was not very obvious. Electrical tree formation was suppressed in lower temperature regions. The effect of temperature gradient on the tree size was also analyzed. It was fund that both the length and width of the tree (at 60 min) decreased with decrease in ground temperature, i.e., increase in temperature gradient. The reason for the lower length and width of the tree at lower temperature is that the partial discharge, the major reason for electrical treeing, is limited at low temperature. At lower temperature, the pressure induced by gaseous products of partial discharge that accelerates tree growth will also be lesser. The rigidity of XLPE at lower temperature also limits tree growth. The tree initiation voltage increased while the tree growth speed decreased with increase in temperature gradient [29]. Effect of temperature and electric field on charge accumulation properties in XLPE were studied by Li et al. by correlating the polarization and depolarization processes. It was shown that there was an increase of 2 or 3 orders in steady current with a temperature increasing from 25 to 90 °C. Above 70 °C, electric field dependence of charge conduction is weaker as effect of thermal vibration becomes significant [30]. Another factor that influences tree growth is the moisture content. The fractal dimensions of the tree increase whereas the growth time reduces with increase in moisture content [31]. Fractal dimensions are used to describe the nature of the electrical tree and it represents the density of branches in the electrical tree.
As discussed above, the initiation and propagation of electrical tree are influenced by both electrical and mechanical stresses. Jones et al. studied whether the electrical stress can produce the same effect as mechanical stress in XLPE, viz. creation of sub-microvoid, cavity and crack initiation [32]. According to classical electromagnetic theory, a force density is generated when a dielectric is subjected to an electric field. This force density gives rise to mechanical stress. When the developed mechanical stress exceeds, the yield stress of the material, plastic deformation and craze formation occurs [32, 33]. The degradation by electrical treeing can be triggered through enlargement of microvoids and progresses through propagation of cracks. Mechanical stress has been correlated with reduction in tree initiation voltage and dielectric strength. Electrical breakdown is initiated at the weakest point in the insulation [33]. It has been proven that XLPE samples subjected to deformation by applied tensile stress forms more ionizable chemical species that result in more space charge than undeformed samples. When the sample is deformed, the by-products of crosslinking locked between polymer chains are released and they form ionizable species. Higher the mechanical stresses, shorter the tree inception time and longer the tree growth. The microcracks developed during deformation also contribute to the treeing mechanism. Internal mechanical stress developed during manufacture of the cable can also result in enhancing electrical trees [34].
3.2 Water Treeing
The moisture content in soil makes underground cables prone to degradation by water treeing. Moisture ingression into the cable insulation can occur through joints, termination points or physical damage in the cable. Water tree itself cannot cause failure, however, water trees facilitate the initiation of electrical tree which grow fast and leads to breakdown [35, 36]. The risk of failure due to water tree depends on the impurity content in the insulation. The trees that originate from an impurity or imperfection within the insulation or residual moisture present after crosslinking process is generally bow-tie type. These trees have length in the range of micrometers and do not very dangerous to degrade the cable. The trees that originate at the interface between semiconductor shield and insulation are vented type water tree that propagate in the direction of the electric field. The propagation continues till it reaches ground. Vented trees physically divide the insulation and hence are more detrimental to the cable than bow-tie tree.
It has been shown in several studies that the initiation of water tree in polymer dielectric is mainly influenced by the magnitude of electric field and availability of water content [37,38,39]. Water trees are formed at lower electric field strengths than electrical trees. Water tree formation also depends on temperature, mechanical stresses developed in the insulation material and the quality of insulation. Water tree initiation and growth are also influenced by voltage, frequency, amount of water, water quality, type of solvent, additives in insulation, irradiation, ions and oxidation, presence of impurities [40,41,42].
To understand the process of water tree formation, the author and co-workers performed experiments with water-needle arrangements [43]. The XLPE samples were pressed with abrasive paper (P240 grit 50 micron defect size) on one face for 2 min at 50 MPa at room temperature to create initiation sites on the surface of the samples. Samples were exposed to AC voltage of 5 kHz frequency and 5 kV amplitude for 24 h. 0.1 molal sodium chloride solution was used in the needle plane cell. The samples were dyed in rhodamine solution at 60 °C for 3 days. Slices of 200 µm thickness were microtomed from the XLPE samples and the average length of the tree formed was measured to be 50 μm. The water-needle arrangement and water tree length measurement are represented in Fig. 6.

a Experiment setup for water tree growth, b representation of water tree measurement on microtomed specimen c water tree in XLPE
Water treeing is affected by temperature, type of electrolyte and pH. In sodium chloride solution, water tree propagates faster at room temperature than at 50 °C. In copper sulfate solution, however, the tree propagation was faster at 50 °C than at room temperature. The treeing in NaCl solution was vented type whereas in CuSO4 solution, both vented and bow-tied treeing occurred. The propagation of water treeing depends strongly on the pH level. Lower pH gives higher propagation of water tree and vice versa [44].
Studies have shown that water treed regions of XLPE are prone to oxidative degradation, which has been linked to lowering of breakdown strength and voltage [14, 15, 45,46,47,48]. The breakdown voltage of XLPE cables aged at 90 °C for 50 h were found to be 144 ± 8 kV/mm as compared to 174 ± 6 kV/mm in unaged cables [49]. Li et al. studied the effect of accelerated aging on XLPE insulation. Aged XLPE showed higher conductivity, increased dielectric loss, decrease in crystallinity and density and the change in properties were dependent on the aging time [50].
4 Chemical Degradation Mechanisms
Crosslinked polyethylene is produced by cross linking polyethylene with crosslinking agents. During crosslinking, several by-products like acetophenone, cumyl alcohol, α-methyl styrene, methane, and moisture are generated that remain in the XLPE matrix [51]. These by-products lead to generation of negative hetero-charges, increases conductivity and eventually leads to degradation and aging in XLPE [52, 53].
Chemical degradation in XLPE occurs due scission of polymer chains, depolymerization, crosslinking reactions, oxidation and/or hydrolysis. Scission can occur in the main chain or on the side chains as shown in Fig. 7. In elimination reaction, a side chain or molecule along with a proton (H) is detached from the main chain [54]. Scission of polymer chains results in shorter chains with lower molecular weight and consequent loss in mechanical properties. In extreme cases, depolymerization occurs with polymer chains getting converted back to monomer units. The schematic representation of the scission in XLPE is represented in Fig. 7.

Schematic representation of degradation by scission in XLPE
Chemical degradation can also occur due to crosslinking and cyclization. Crosslinking results in three-dimensional network formed by covalent bonds between adjacent chains. Side cyclization refers to the grouping of side chains to form ring structures in the chain. Crosslinking and cyclization are schematically represented in Fig. 8. Excessive crosslinking results in increase in stiffness, loss of ductility and embrittlement of material. Both scission and crosslinking can occur simultaneously and the net effect depends on which process dominates.

Schematic representation of degradation by crosslinking and cyclization
In XLPE insulation exposed to atmosphere and ambient conditions, oxidation is the major cause of degradation. Both chain scission and crosslinking are largely influenced on the presence of oxygen. Oxidation, chain scission and crosslinking are strongly dependent on the temperature. Oxidation in XLPE progresses through a series of reactions. In the first step (initiation), a radical \( ({\text{R}} \bullet ) \) is formed on the polymer chain (represented by RH). The initiation step can be induced by temperature or energy (UV, radiation, etc.). The radical thus formed reacts with oxygen in the atmosphere to form peroxy radical \( ({\text{R}} - {\text{O}} - {\text{O}} \bullet ) \). In the propagation step, the peroxy radical reacts with hydrogen from another chain to form hydroperoxide (R–O–OH) and a new radical on the second chain. The hydroperoxide thermally decomposes to form poly-oxy radical \( ({\text{RO}} \bullet ) \) and hydro-oxy radical \( ( \bullet {\text{OH}}) \). The poly-oxy radical decomposes to form oxidation products (carbonyl groups, alcohols). This process continues till the radicals are combined [55]. The reaction scheme for oxidation reaction is as shown below.
In XLPE, oxidation reduces the molecular weight and introduces functional groups that contain oxygen. Oxidation increases brittleness in XLPE and causes cracking. Degradation by oxidation is an auto-acceleration phenomenon that proceeds initially at a slow pace. When XLPE is subjected to hydrolysis, the chain undergoes scission with one part containing a hydroxyl group and the other containing a hydrogen from water. The chemical degradation process is complex, with multi-stage chemical reactions that end either in crosslinking or in chain scission. Each of these reactions has its own reaction rate and activation energy.
There are several studies done on the effect of various factors on the degradation of XLPE. Chemical degradation in XLPE is influenced by the temperature. Oxidative stability tests can be conducted in isothermal conditions or in a ramp temperature test. The occurrence of oxidation in XLPE is characterized by the formation of carbonyl compounds which can be measured by FTIR. It has been observed that oxidation in regions of XLPE with treeing was more than in non-tree region of the insulation. The presence of contaminants like metal ions catalyzes oxidation through hydroperoxide mechanism and reduce the oxidative stability in the treed regions of insulation. Progressive oxidation at the trees eventually results in breakdown of the insulation [56].
Extensive studies have been carried out by Garcia et al. on the degradation reaction and products in XLPE subjected to partial discharge. Upon occurrence of partial discharge in XLPE, several reactions take place that result in the formation of aromatic and non-aromatic compounds. The chemicals that are produced during crosslinking reaction like acetophenone play vital role in the formation of non-aromatic reaction products like oxalic acid, formic acid, carbon monoxide, carbon dioxide and water. In XLPE subjected to corona discharge, aromatic compounds like benzoic acid, benzamide and toluene are formed as degradation products. Generally, the amount of water and oxalic acid formed is low. If the insulation operates in moist environment, the discharges may be extinguished by the water or acid present in cavities. But, if the intensity of pd is high, the degradation and erosion will also be faster [57].
5 Thermal Degradation
The normal operating temperature of XLPE insulation is up to 90 °C and it may go up to 150 °C. In short circuit conditions, the temperature may go up to 250 °C [58]. The exposure to higher temperature during service life and very high temperature even for short durations during short circuiting results in degradation of the material that eventually alters chemical and physical structure along with deterioration in dielectric properties [59]. Similar to chemical degradation, thermo-oxidative degradation produces low molecular weight oxygenated products, chain scission and causes structural changes. These changes result in variation of crystallinity, heat of fusion, melting points, mechanical and electrical properties [60, 61].
6 Aging in XLPE
Aging is the irreversible change in properties of a material under the influence of its environment during its operational life. Aging of XLPE arises from changes in its physicochemical structure. Degradation of polymer chains is the major aging mechanism in XLPE. Aging significantly reduces the properties of cable insulation. In XLPE cables subjected to electrical stress and aged underwater, the breakdown voltage/strength decrease with time of aging and the magnitude of change can be more than 50%. Temperature cycling increased the number of breakdowns occurring in XLPE significantly [62].
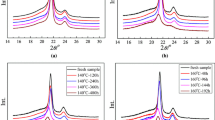
Accelerated aging test has been conducted on XLPE insulation to evaluate the thermal aging effects. In a study conducted on medium voltage XLPE insulation by Mecheri et al., volume resistivity by two orders of magnitude decreased from 7 × 1014 Ω cm to 2.57 × 1012 Ω cm value after aging at 90 °C for 1350 h. At higher temperatures of 135 °C and 150 °C, the resistivity further dropped further to 4.6 × 1011 Ω cm and 2 × 1011 Ω cm, respectively, for the same aging. This phenomenon is an indication of deterioration of the XLPE material [62]. The dissipation factor was relatively unaltered with only slight increase at 90 °C and had a value of 3.7 × 10−3. The dissipation factor but increased rapidly beyond 680 h to 20.5 × 10−3 and 57.1 × 10−3 at 135 °C and 150 °C, respectively. This change is caused due to thermal degradation involving decomposition, chains scission and oxidation. The formation of –C = O is responsible for increase in the dielectric loss factor. The breakdown voltage decreases rapidly with the thermal aging time. The breakdown strength decreased by 32.5%, 50% and 52.5%, respectively, in XLPE sampled aged for 1350 h at 90 °C, at 135 °C and 150 °C, respectively. The thermal aging also results in loss of mass and decrease in mechanical properties. The deterioration in tensile strength increased with increase in aging temperature and can be as high as 75% reduction at 150 °C. The decline in mechanical properties can also be attributed to deterioration in chemical and physical structure of the insulation arising from thermal degradation [63].
A recent study by Boukezzi et al. also concluded that thermal aging cause losses factor to increase and volume resistivity to decrease. At temperature above melting point, the loss factor increase is faster due to the higher concentration of carbonyl groups produced during oxidation. They also postulated that the activation energy for thermal degradation and resistivity is affected by aging time [61]. Low-temperature aging increases XLPE crystallinity while high-temperature aging decrease the crystallinity [64]. At higher temperatures, the crystalline regions of XLPE become amorphous making diffusion of oxygen. As temperature increases the volatile by-products of crosslinking move out of the amorphous region of XLPE and are replaced with oxygen or water (if aging is in wet condition). Both these factors increase degradation during thermal aging. Both chain scission and/or crosslinking can occur.
In high-temperature environment and in the presence of air, several physical and chemical changes occur in XLPE. Zhang et al. compared the effect of thermo-oxidative aging at constant temperature (473.5 K) to aging under thermal cycling (5 cycles from 293.5 to 473.5) for 30 h. Samples subjected to temperature-frequency aging were more damaged than the sample of constant temperature heat aging due to deterioration of the crystallization zone in XLPE due to repeated melting and crystallization. In the initial stages of aging, there was release of gaseous isobutene while in the later stages of aging, oxygen containing compound increased whereas amount of isobutylene gas decreased [65].
Thermal aging in XLPE not only influences the electrical, physicochemical and mechanical properties, but also affects the initiation and propagation of water tree. In a study by Kim et al., it was reported the most influential factor in the initiation and growth of water trees in thermally aged XLPE insulation. Aged samples displayed higher tree density and length [66]. A study on the influence of thermal aging on AC leakage current demonstrated that the dielectric constant and AC leakage current of XLPE increased with both aging temperature and aging time [67].
7 Radiation Aging
Electrical cables are used in nuclear plants in power transmission, control and instrumentation. The insulation and jacket materials for these cables are polymer-based. Unlike other polymer components like seals that can be replaced during maintenance, replacement or removal of cables are difficult and expensive.
Aging of XLPE in nuclear environments is very complex. The degradation behavior of XLPE exposed to radiation polymeric displays non-linear behavior and is a function radiation dose and temperature [68]. In XLPE, the predominant aging mechanism in radiation environment is oxidative degradation that includes both crosslinking and chain scission and radiation induced crosslinking as depicted in Fig. 9.

Effect of gamma radiation on XLPE
When exposed to radiation, XLPE generates free radicals. The free radicals directly involve in crosslinking between the polymer chains and/or chain scission that causes deterioration in mechanical and electrical properties. The primary factors that affect degradation in radiation exposed XLPE are temperature, radiation dose rate, cumulative dose of radiation exposure and presence of oxygen [69]. As seen in the previous discussions, degradation increases with increasing temperature. The dependence of degradation on radiation dose rate is quite significant when irradiated in the presence of air or oxygen. At low radiation dose rate, chain scission due to oxidative degradation is predominate whereas at higher doses the crosslinking effect cancels the effect of chain scission due to oxidative degradation [69]. These effects along with oxidative products change the mechanical as well as electrical properties of XLPE. The dose of radiation required to result in a specific level of degradation (e.g., 50% loss of weight or tensile strength) decreases as the dose rate decreases. In addition, secondary factors like moisture, mechanical stress, presence of ozone and chemical contamination also affect the radiation aging in XLPE [70].
The main factors that are considered in radiation aging effects are diffusion-limited oxidation, effect of dose rate, synergy between radiation and temperature and reverse temperature effects. The magnitude of degradation in both thermal and radiation aging depends on the diffusion of oxygen into the component aged. Under normal operating conditions (low temperature, lower dosage rate and long exposure time), the rate of diffusion of oxygen is slow. The degradation is uniform throughout the sample. At higher radiation dosage rate, higher temperature or shorter times, the oxygen diffused into the component is rapidly consumed in the degradation reaction and the concentration difference drives more oxygen molecules to diffuse into the matrix [69, 71]. This results in heterogeneous degradation effects with surface and edges being degraded/oxidized more than the interior of the component.
The dose rate of radiation is an important factor that governs the extend of degradation in XLPE. In a study on the dose required to reduce the elongation at break of XLPE cable insulation material to 100% absolute, it was observed that the dose required decreases from 600 kGy at 400 Gy/h to 150 kGy at 9 Gy/h [72]. For most polymers, the effect of radiation aging is generally dependent on temperature. At rate of radiation dose, the degradation is dominated by radiation aging and the effect of temperature is not dominant. At lower dosage rates, the degradation is largely affected by the temperature at which the component is exposed to radiation. However, in the case of XLPE exposed to radiation, degradation is greater at lower temperatures than at higher temperatures. This phenomenon is called reverse temperature effect. For XLPE reverse temperature effect is significant in the temperature range 20–120 °C, the service temperature range in nuclear plants [73].
In a recent study on XLPE cable insulation material exposed to heat and gamma radiation, it was found that for isothermal aging, the oxidation induction time decreased with increasing gamma radiation dose. At fixed gamma radiation dose, the induction time for oxidation decreased with increasing temperature of aging. In thermally aged XLPE that is not exposed to gamma radiation, the breakage C–C bond caused by temperature generates free radicals. When exposed to high energy gamma radiation, the degradation is faster because the rate at which free radicals are formed is higher and the high energy radiation generates generate secondary electrons that break additional polymer C–C bonds, producing more free radicals. Additionally, the chain scission in XLPE and changes in crystalline and semicrystalline content in the matrix reduces the oxidation induction time [74].
The effect of UV radiation on XLPE has also been studied. Aging due to UV radiation deteriorates XLPE and affects the dielectric properties. Dielectric constant, dissipation factor, dielectric loss index increased while AC volume resistivity decreased after UV aging. Aging introduces more dissociative ions and additional polar groups which act as charge carriers which leads to increase of polarization, electrical conductivity and dissipation factor. The formation of electrically unsymmetric carbonyl compounds is responsible for the increase in tanδ [75].
8 Conclusion
The durability of cable insulation is governed by the aging and degradation of the insulation. In XLPE insulation, aging and degradation in are affected by mechanical, electrical, thermal and environmental factors. Electrical breakdown is the most hazardous and damage inducing degradation in XLPE insulation. Various phenomena that lead to electrical degradation like electric treeing, partial discharge, water treeing and electromechanical stresses are investigated. The stages and the mechanism electrical tree growth affected by the charge carriers, mechanical fatigue, electro-photoluminescence or high field electron avalanche are discussed. Chemical degradation in XLPE occurs due scission of polymer chains, depolymerization, crosslinking reactions, oxidation and/or hydrolysis. The mechanism of chemical degradation and its effects has been elaborated. Thermal and radiation aging effects in XLPE insulation cables have also been discussed.
References
Dyson RW (ed) (1990) Engineering polymers. Chapman and Hall, New York
Barzin J, Azizi H, Morshedian J (2007) Preparation of silane-grafted and moisture crosslinked low density polyethylene. Part II: electrical, thermal and mechanical properties. Polym Plast Technol Eng 46:305–310
Nilsson S, Hjertberg T, Smedberg A (2010) Structural effects on thermal properties and morphology in XLPE. Eur Polym J 46:1759–1769
Orton H (2013) History of underground power cables. IEEE Electr Insul Mag 29:52–57
Precopio F (1999) The invention of chemically cross linked polyethylene. IEEE Electr Insul Mag 15:23–25
Hampton N, Hartlein R, Lennartsson H et al (2006) Long-life XLPE-insulated power cables SMAR Tech 1853/27815
Zhou C, Yi H, Dong X (2017) Review of recent research towards power cable life cycle management. High Volt 2:179–187
Ezrin M, Lavigne G (2007) Unexpected and unusual failures of polymeric materials. Eng Fail Anal 14:1153–1165
Kuffel E, Zeangle WS, Kuffel J (eds) (2000) High voltage engineering fundamentals. Butterworth-Heinemann, Oxford
Densley J, Bartnikas R, Bernstein BS (1993) Multi-stress ageing of extruded insulation systems for transmission cables. IEEE Electr Insul Mag 9:15–17
Naidu MS, Kamaraju V (1995) High voltage engineering. McGraw-Hill, New York
Mahajan A, Seralathan KE, Nandini G (2007) Modelling of electric tree propagation in the presence of voids in epoxy resin. Paper presented at the international conference on solid dielectric, winchester, 8–13 July 2007
Uematsu T (1992) Bow-tie-tree in EPR cables are accelerated water treeing test. IEEE Trans Power Deliv 7:1667–1676
Yoshimitsu T, Mitsui H, Hishida K et al (1983) Water treeing phenomena in humid air. IEEE T Dielect El In 4:396–401
Yoshimitsu T, Mitsui H, Hishida K et al (1983) Water treeing phenomena in humid airIEEE T Dielect El In 4:396–401
Bin LJ, Quan Z, Di Y et al (2008) Study on propagation characteristics of electrical trees in different electrode system. Paper presented at the international conference on high voltage engineering and application, Chongqing, China, 9–12 Nov 2008
Kavitha D (2016) Theoretical and experimental investigationson dielectric properties of epoxy and XLPE Nanocomposites. Ph.D. Thesis, Amrita Vishwa Vidyapeetham
Ramu TS, Nagamani HN (2010) Partial discharge based condition monitoring of high voltage equipment. New Age International (P) Ltd, New Delhi
Wu J, Mor AR, Smit JJ (2019) The effects of superimposed impulse transients on partial discharge in XLPE cable joint. Int J Electr Power Energy Syst 110:497–509
Shimizu N, Laurent C (1998) Electrical tree initiation. IEEE T Dielect El In 5:651–659
Ahmad MH, Bashir N, Ahmad H et al (2014) An overview of electrical tree growth in solid insulating material with emphasis of influencing factors, mathematical models and tree suppression indones. J Electrical Eng Comput Sci 12:5827–5846
Illias H, Tunio MA, Abu Bakar AH et al (2016) Partial discharge phenomena within an artificial void in cable insulation geometry: experimental validation and simulation. IEEE T Dielect El In 23:451–459
Poggi Y, Raharimalala V, Filippini JC et al (1990) Water treeing as mechanical damage. IEEE Trans Electr Insul 25:1056–1065
Tanaka T, Greenwood A (1978) Effects of charge injection and extraction on tree initiation in polyethylene. IEEE Trans Power Appar Syst PAS-97(5):1749–1759
Gao C (2019) A study on the space charge characteristics of AC sliced XLPE cables. IEEE Access 7:20531–20537
Sarathi R, Das S, Anil Kumar CR et al (2004) Analysis of failure of crosslinked polyethylene cables because of electrical treeing: a physicochemical approach. J Appl Polym Sci 92:2169–2178
Densley R (1979) An investigation into the growth of electrical trees in XLPE cable insulation. IEEE T Dielect El In EI-14: 148–158
Yoshimura N, Noto F (1982) Voltage and frequency dependence of bow-tie trees in crosslinked polyethylene. IEEE T Dielect El In, EI-17:363–367
Fang S, Du B, Member S et al (2019) Effect of temperature gradient on electrical tree in XLPE from 0 to −196 °C. IEEE T Appl Supercon 29:1–4
Li G, Zhou X, Hao C et al (2019) Temperature and electric field dependence of charge conduction and accumulation in XLPE based on polarization and depolarization current. AIP Adv 9:015109
Fan Y, Zhang D, Li (2018) Study on the fractal dimension and growth time of the electrical treeing degradation at different temperature and moisture. Adv Mater Sci Eng 2018:6019269
Jones JP, Llewellyn JP, Lewis TJ (2005) The contribution of field-induced morphological change to the electrical aging and breakdown of polyethylene. IEEE T Dielect El In 12:951–966
Montanari GC, Mazzanti G, Simoni L (2002) Progress in electrothermal life modeling of electrical insulation during the last decades. IEEE T Dielect El In 9:730–745
Danikas M, Papadopoulos D, Morsalin S (2019) Propagation of electrical trees under the influence of mechanical stresses: a short review. Eng Appl Sci Res 9:3750–3756
Gulski E, Cichecki P, Wester F et al (2008) On-site testing and PD diagnosis of high voltage power cables. IEEE T Dielect El In 15:1691–1700
Hui L, Schadler LS, Nelson JK (2013) The influence of moisture on the electrical properties of cross linked polyethylene/silica nanocomposites. IEEE T Dielect El In 20:641–653
Zazoum B, David E, Ngo AD (2014) Simulation and modelling of polyethylene/clay nanocomposite for dielectric application. Trans electr electron mater 15:175–181
Chan JC (1978) Electrical performance of oven-dried XLPE cable. IEEE T Dielect El In 13:444–447
Eccles L, Dissado A, Fothergill JC (1992) Water tree inception-experimental support for a mechanical/chemical/electrical theory. Paper presented at the sixth international conference on dielectric materials, measurements and applications, Manchester, UK, 7–10 Sept 1992
Yuan Y, Lu G, Wang W (2003) Dielectric loss and partial discharge test analysis of 10 kV XLPE cable. Paper presented at the 2013 annual report conference on electrical insulation and dielectric phenomena, Shenzhen, China, 20–23 Oct. 2013
Ogiwara J (2010) Temperature characteristics of water tree propagation in a wide temperature range using XLPE sheets. Presented at the 2010 annual report conference on electrical insulation and dielectic phenomena, West Lafayette, IN, USA
Kim C, Jin Z, Huang X et al (2007) Investigation on water treeing behaviours of thermally aged XLPE cable insulation. Polym Degrad Stabil 92:537–544
Kavitha D, Balachandran M (2019) XLPE—layered silicate nanocomposites for high voltage insulation applications: dielectric characteristics, treeing behaviour and mechanical properties. IET Sci Meas Technol 13:1019–1025
Promvichai N, Boonraksa T, Marungsri B (2018) The effect of pH and temperature on the propagation of water treeing in XLPE insulated underground cable. ECTI Trans Electric Eng Electron Comm 16:83–89
Radu I, Notingher PV, Filippini JC (2000) Influence of water trees on the electric field distribution and breakdown in the point–point geometry. J Electrostat 48(3):165–178
Radu I, Notingher PV, Filippini JC (2000) The effect of water treeing on the electric field distribution of XLPE. Consequences for the dielectric strength. IEEE T Dielect El In. 7:860–868
Elayyan HSBA, Abderrazzaq MH (2005) Electric field computation in wet cable insulation using finite element approach. IEEE T Dielect El In 12:1125–1133
Meyer CT, Filippini JC (1979) Water-treeing seen as an environmental stress cracking phenomenon of electric origin. Polymer 20:1186–1187
Faezah HN, Azreen MAM, Lau KY et al (2019) Breakdown properties of aged low voltage cross-linked polyethylene insulated cable. I IOP Conf Ser Mater Sci Eng 513:012014
Li J, Zhao X, Yin G et al (2011) The effect of accelerated water tree ageing on the properties of XLPE cable insulation. IEEE T Dielect El In 18:1562–1569
Maeno Y, Hirai N, Ohki Y et al (2005) Effects of crosslinking byproducts on space charge formation in crosslinked polyethylene. IEEE T Dielect El In 12:90–97
Hirai N, Minami R, Tanaka T et al (2003) Chemical group in crosslinking byproducts responsi-ble for charge trapping in polyethylene. IEEE Trans Dielect Elect Insul 10:320–330
Sekii Y (2019) Charge generation and electrical degradation of cross-linked polyethylene. IEEJ T Electr Electr 14:4–15
Ebewele RO (2000) Polymer science and technology. CRC Press, New York
Gugumus F (2002) Re-examination of the thermal oxidation reactions of polymers 2. Thermal oxidation of polyethylene. Polym Degrad Stabil 76:329–340
Garton A, Bamji SS, Bulinski A et al (1986) Oxidation and water treeing in XLPE cable insulation. In: Proceedings of the 3rd international conference on conduction and breakdown in solid dielectrics, rondheim, Norway, 3–6 July 1989
Gamez-Garcia M, Bartnikas R, Wertheimer MR (1987) Synthesis reactions involving XLPE subjected to partial discharges. IEEE T Dielect El In EI-22:199–205
Bernstein BS (1989) Service life of cross-linked polyethylene as high voltage cable insulation. Polymer Eng Sci 29:13–18
Struik LCE (1978) Physical ageing in amorphous polymers and other materials. Elsevier Press, Amesterdam
Boukezzi L, Boubakeur A, Lallouani M (2007) Presented at IEEE international conference on electrical insulation and dielectric phenomena (CEIDP) (Canada, 2007), p 65
Boukezzi L, Boubakeur A (2018) Effect of thermal aging on the electrical characteristics of XLPE for HV cables. Trans electr electron mater 19:344–351
Bulinski A, Bamji S, Densley J (1982) The effects of moisture content, frequency and temperature on the life of miniature XLPE cables. Presented at the 1982 IEEE international conference on electrical insulation, Philadelphia, PA, USA, 7–9 June 1982
Mecheri Y, Bouazabia S, Boubakeur A et al (2013) Effect of thermal ageing on the properties of XLPE as insulating material for HV cables. In: International conference on electrical Insula-tion, IET Centre, Birmingham, UK
Li W, Shi Q, Xiao W (2015) Investigation on thermal aging of HVDC XLPE. In: Proceedings of 5th international conference on advanced design and manufacturing engineering, advances in engineering research, Atlantis Press, pp 428–432
Zhang F, Xie C, Wang T et al (2019) Study on XLPE temperature-frequency aging based on combined analysis of laser induced breakdown spectroscopy and gas chromatography study on XLPE temperature-frequency aging based on combined analysis of laser induced breakdown spectroscopy and gas chromatography. IOP Conf Ser Mater Sci Eng 493:012003
Ciuprina F, Teissèdre G, Filippini JC (2001) Polyethylene crosslinking and water treeing. Polymer 42:7841–7846
Geng P, Song J, Tian M et al (2018) Influence of thermal aging on AC leakage current in XLPE insulation. AIP Adv 8:025115
Sugimoto M, Shimada A, Kudoh H et al (2013) Product analysis for polyethylene degradation by radiation and thermal ageing. Radiat Phys Chem 82:69–73
Kuriyama I, Hayakawa N, Nakase Y et al (1979) Effect of dose rate on degradation behavior of insulating polymer miaterials. IEEE T Dielect El In EI-14:272–277
Matsui T, Takano T, Takayama S et al (2002) Degradation of crosslinked polyethylene in water by gamma-irradiation. Radiat Phys Chem 63:193–200
Seguchi T, Tamura K, Shimada A et al (2012) Mechanism of antioxidant interaction on polymer oxidation by thermal and radiation ageing. Radiat Phys Chem 81:1747–1751
Burnay SG (2018) Degradation of polymeric components in nuclear power applications. educational material for engineers. In: Energiforsk. Available via DIALOG. https://energiforsk.se/en/programme/polymeric-materials-in-nuclear-applications/reports/degradation-of-polymeric-components-in-nuclear-power-applications/. Accessed 20 Mar 2020
Burnay SG, Dawson J (2001) Reverse temperature effect during radiation ageing of XLPE cable insulation. In: Mallinson LG (ed) Ageing studies and lifetime extension of materials. Springer, Boston, MA
Liu S, Veysey SW, Fifield LS et al (2018) Quantitative analysis of changes in antioxidant in crosslinked polyethylene (XLPE) cable insulation material exposed to heat and gamma radiation. Polym Degrad Stabil 156:252–258
Hedir A, Moudoud M (2016) Effect of ultraviolet radiations on medium and high voltage cables insulation. Int J Eng Technol 8:2308–2317
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Balachandran, M. (2021). Aging and Degradation Studies in Crosslinked Polyethylene (XLPE). In: Thomas, J., Thomas, S., Ahmad, Z. (eds) Crosslinkable Polyethylene. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-16-0514-7_8
Download citation
DOI: https://doi.org/10.1007/978-981-16-0514-7_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0513-0
Online ISBN: 978-981-16-0514-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)