
Abstract
Cross-linked polyethylene (XLPE) and its nanocomposites have found various application in recent years. As many key factors for HVDC cable insulation design, low conductivity and good mechanical, thermal and electrical stability too are required. Various methods have been used to improve the current challenges of cross-linked polyethylene (XLPE). Addition of nanoparticles (NPs) is been improving the above properties and cleared the pathway for long lifetime application. This chapter includes various strategies for cross-linking PE coupled with different nanofillers to enhance the electrical insulation properties to attain high power transmission. Some of the challenges in dielectric insulation for cables, like partial discharge (PD), space charge accumulation, water trees, volume resistivity, and DC breakdown strength, are addressed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Cables and insulated wires are used in a wide range of products. Typical applications include power wires, communication cables, equipment wiring, automotive wiring, signal and control cables, and construction cables [1]. In the basic form, the system can be isolated by a conducting material surrounded by a dielectric layer, but in the case of optical dielectric conductor cables, the optical signal must be confined to the fiber core with a jacket that reflects the optical signal. Papers used in telegraph wires were known to be one of the earliest insulating materials reported in 1795 [2]. Since the nineteenth century, telegraph cables have been embedded in grooved wooden rails covered with strips of wood. Later, the development of vulcanized natural rubber occurs for applications like arc lighting [3]. In 1950s, polyethylene was introduced into distribution cables and subsequent transmission cables [4]. Applications of extruded synthetic insulation materials continue to grow, and improvements in materials offer greater incentives for their use [5]. Examples of these extruded materials are
-
Polyvinyl chloride (PVC),
-
Polyethylene (PE),
-
Ethylene–propylene elastomers (EPM and EPDM).
Initially, PVC and PE were unable to access in high voltage applications. However, for low voltage applications, the use of PE and PVC without cross-linking provided a cost-effective insulating material. Polyethylene (PE) is one of the commonly used plastic, mainly for packaging. Polyethylene is Polyethylene s a thermoplastic polymer composed of long hydrocarbon chains with different chain lengths (C2H4) nH2. High-density polyethylene generally has a melting point in the range of T = 120–130 ℃, and low-density polyethylene has a melting point of about 105–115 ℃. Also, it exhibits good chemical resistance. They are highly resistant to both strong acids and bases, and too mild oxidants and reducing agents. Polyethylene (in addition to cross-linked polyethylene) can be dissolved in aromatic hydrocarbons or chlorinated solvents at high temperatures. Polyethylene is a homopolymer or copolymer in which ethylene is the main constituent of the monomer. It is one of the versatile polymers which offers high performance compared to other polymers. PE is a semi-crystalline polymer which possesses low-to-moderate strength and immense toughness. On raising the crystallinity, the properties such as stiffness, elastic limit, mechanical and thermal properties also increase. At low temperatures, PE exhibits excellent strength. PE is relatively inexpensive and exhibits excellent strength at low temperature. PE is highly resistant to both solvents and acids [6].
Low-density polyethylene (LDPE) is manufactured under high pressure and it possesses a long chain branch. This particularly affects the rheological behavior of the alloy. Recovery of flexible alloys increases with the number of long-chain branches. Samples of polyethylene with the same average molecular weight under high split load deviate further from Newton’s behavior and have better accessibility. Highly branched, high molecular weight polymers generally cause gel formation and reduce the optical properties of the film. LDPE can be produced by free-radical polymerization. Due to the high degree of branching in LDPE proves, chain do not pack well in the crystal structure, which leads to low-density properties (0.9100, 940 g/cm3). The intermolecular forces are small due to low instantaneous dipole–dipole interactions. As a conclusion of the above properties, LDPE shows low strength and high ductility [7]. The high degree of branching with long chains provides molten LDPE with unique and desirable flow properties. Its applications include both rigid containers and plastic films such as plastic bags, pipes and films.
The cross-linking process of polyethylene, resulting in high-density cross-linked polyethylene (XHDPE) or cross-linked low-density polyethylene (XLPE), extends the use of PE, increases the operating limit at high temperature, and results in good mechanical properties. It could be due to the creation of 3D structures. This structure improves the tensile strength and thermal stability of the polymer and also improves hardness and chemical resistance. PE cross-linking is activated in three different ways:
-
Radiation
-
Addition of peroxide or addition of silane.
The addition of silane, which was patented by Dow Corning in the late 1960s, did not change the crystallinity of the base polymer observed by Venkatraman and Kleiner, and also made the material more flexible by cross-linking (Si-O-Si) instead of making the process more difficult [8]. This is especially interesting because it guarantees each Si atom has three active sites, which allows it to attach to six network bridges up to six polymer chains. However, optimization of production conditions is useful for better performance when mechanical, chemical and thermal resistances are required. Currently, cross-linked polyethylene is used in various industries, such as the cable and wire industries, hot water pipes, steam-proof food packaging. Along with these, most studies are on XLPE are based on, cross-linking low-density polyethylene (LDPE) with peroxide or silane.
Due to high operating temperature, performance and well-controlled extrusion technology cross-linked polyethylene (XLPE) plays a major role by replacing oil paper insulated systems and in high voltage AC cables. The polyethylene (PE) is the base matrix and can be cross-linked by peroxide. Cross-linking is considered necessary, but the low-density PE (LDPE) exhibits a more significant melting at the temperature of about 100 ℃, leads a loss in its mechanical stability [(9]. On the contrary, linear high-density PE (HDPE) shows a high melting point and achieve a higher operating temperature. XLPE is now widely used in the field of HV cable insulation. Today, one of the most commonly used cross-linking methods was a radical reaction with an organic peroxide. But the by-products remaining from the cross-linking process announce some degradation in electrical properties which creates space charge accumulation. To reduce these byproducts, XLPE insulation cables need degassing process.
2 Insulation Materials
2.1 Natural Rubber (NR)
NR will act as effective thermostable insulating material when they are compounded and cured properly. A variety of inorganic/organic materials has been used as fillers, anti-degradants, plasticizers, vulcanizing agents to improve the dielectric properties of the NR. Traditionally, up to 25 kV of natural rubber has been used for insulation. Later, it can be replaced by saturated hydrocarbons. These materials exhibit good resistance and constant electrical behavior [10].
2.2 Styrene Butadiene Rubber (SBR)
It is a copolymer of butadiene and styrene and styrene butadiene rubber is commonly used in applications like low voltages. The electrical properties mainly depend on the ratio of particulate filler, the morphology of the particles and the method of processing and forming and possible interactions between the conductive and the nonconductive phases [11].
2.3 Butyl Rubber
The processing of butyl rubber is similar to the NR with the complex procedure and the final properties are comparable to the NR. The temperature tolerance of butyl rubber is 85 ℃ and for the NR is 60 ℃. Used for sulfur vulcanization, because it is a copolymer of isobutylene and isoprene. Due to its saturated Skelton, butyl rubber offers betterment over natural rubber. So, a modified version of natural rubber is used in both insulation and lining applications [12].
The polymeric insulating materials, listed as
-
Thermoplastics,
-
Cross-linked elastomers,
-
Thermoplastic elastomers.
2.4 Other Polymeric Materials
For a long time, polymeric insulation materials have been used with great success in underground power transmission of extruded high voltage alternating current (HVAC) cables. Later, in the 1950s, prime 110 kV extruded polymeric HVAC cable came into the field, and then polymer insulation materials have been extensively recycled in HVAC cables. Japan was the first one who use the prime 500 kV extruded HVAC cable. The outgrowth of high voltage direct current (HVDC) cables is far behind the HVAC cable. The aftereffect of extruded polymeric HVDC cable is not that too long but it shows large advances in power transmission better the HVAC cables, which includes, extruded polymeric HVDC cable shows lower transmission loss compared to HVAC cables, avoids the oil leaks appeared to be one of the most environmental hazards, also it has low maintenance cost compared to OF and MIND cables. Along with this, the advancement of polymeric HVDC cables also contributes to modern power transmission [3].
3 Properties of Nanocomposites for Cable Insulation
An improvement in insulation performance is expected when nanocomposites are used in place of the traditional microcomposite due to the enhanced area of interface between filler and the polymer system. Electrical properties which play a significant role in cable insulation are discussed below.
3.1 Conductivity
Conductivity, the ability of materials to conduct electrical current is greatly influenced when nanofillers are incorporated into the base matrix. Yan et al. studied the effect of incorporation on carbon black in XLPE on electrical conductivity and showed that the dependence of conductivity on DC electric field was slow to increase up to 20 kV/mm above which nonlinear characteristics were observed. The effect of temperature was not much pronounced up to 90 ℃. The inclusion of carbon black proved to inhibit space charge accumulation and at the same time reduces electric field distortion thereby improving the conductivity of the prepared composites [13]. The effect of modified and unmodified silica nanoparticles in XLDPE was studied by Zang et al. which showed an increase in values with temperature [14]. Similar studies were conducted for magnesium oxide incorporated cross-linked low-density polyethylene (XLDPE) [15] and TiO2 nanoparticle filled XLDPE matrix [16].
3.2 Permittivity
The main property in dielectric parameters is the relative permittivity and the effect of the addition of nanoparticles to XLDPE on dielectric properties has been studied in detail. Various factors affect the dielectric properties such as temperature, moisture, frequency along with material properties. It has been shown that the addition of nanosilica particles in XLDPE improves the dielectric properties [17, 18]. However, the effect of humidity on such nanocomposites at different frequencies must be investigated to select the material for industrial purposes. In such a study, it was observed that as the incorporation of silica nanoparticles increases the moisture absorption of the composite, a reduced breakdown strength and increased loss was observed [19].
3.3 Electric Treeing and Water Treeing
Electrical treeing is a pre-breakdown in insulation systems and a primary cause for failure leading to damage of systems especially in high voltage insulations [20]. Stress points such as protrusions, contaminants initiate the development of these channels which thereafter grows through continuous partial discharge activity within the medium [21]. The addition of nanofillers is found to suppress the electrical treeing of polymer nanocomposites for high voltage applications [22]. Addition of zinc oxide and aluminum oxide nanofillers in XLPE has proved to inhibit the electrical treeing in the nanocomposites up to 1% concentration, beyond which the addition of fillers propagates the tree growth. Similarly, the addition of SiO2 nanoparticles inhibited the electrical tree growth [23].
Water trees are plume-like structures consisting of water-filled cavities developing from point of stress which can initiate electrical treeing leading to electrical breakdown [24]. The study of XLPE nanocomposites containing ZnO and Al2O3 and SiO2 nanoparticles proved to improve the water treeing characteristics of the composites [25]. In a similar study, the addition of Montmorillonite clay particles in the composite is found to suppress the water treeing behavior due to the layered structure formed by the addition of nanoparticle [26].
4 Future Breakthrough of HVDC Cables
There are three types of HVDC cables which includes
-
1.
Mass impregnated (MI)
-
2.
Self-contained fluid filled (SCFF)
-
3.
Cross-linked polyethylene
Reliable, cost-effective and environmentally responsible power grid by extruded polymeric cables is preferred as a mean for electric energy transportation. From the use of HVAC and HVDC cable networks will be able to raise their operating voltage levels which can withstand the resulting increase in electric stress. XLPE matrix with fewer impurities is preferred. For the advancement of direct current (DC) applications, General Electric Global Research Center developed a new insulation material, which uses nanoclay particles to support ethylene propylene rubber (EPR) insulation results N-EPR [27]. When compared to XLPE insulation, N-EPR exhibits space charge propagation. Because of the structural pattern of N-EPR insulation, it is possible to limit the electrical enhancement. In addition to these, N-EPR provides higher power density and neglects the lengthy and costly degassing needed for XLPE insulation. Cross-linked polyethylene (XLPE) is widely applied for the cable insulation due to its very good dielectric properties, processing feasibility, desirable chemical properties and ecofriendly. These properties help in the transmission of electricity and the distribution of electric energy [28]. Also, the high resistance to thermal shocks and tuneable thickness makes it a suitable candidate for the cable industry. These properties were utilized for the application of XLPE in underground electric cables. In addition to the advantages associated with XLPE, it is also capable of absorbing high loadings of fillers (e.g., carbon black, silica) compared to uncross-linked polyethylene which becomes brittle on the incorporation of fillers. The addition of NPs to insulation material results in a marginal improvement in its dielectric, electrical, thermal properties. The reason is that by the formation of cross-links, the particles are bonded and trapped within the polymer matrix [29]. As a result, levels of filler that are disadvantageous and make the polymer brittle would impart reinforcement in XLPE [30]. By cross-linking of polyethylene, there can be an improvement in properties (Table 1) which can be applied in cable installation, heat-resistant food packaging (up to 200 ℃), foams for thermal insulation, and chemical-resistant seals.
5 Current Perspective
The space charge, trapping and detrapping of electrons followed by the release of energy can lead to partial discharge and aging of insulation materials. Dielectrics made up of nanocomposites have been extensively reported and shown to have many desirable properties under DC field. Properties such as space charge and DC breakdown strength can be improved. The most common nanofillers that have been reported are MgO, SiO2, Al2O3 and TiO2. The mechanism behind the improvement in dielectric properties is believed to be charge trap characteristics modified by nanofillers [34]. The interface developed in nanocomposites between polymer matrix and nanoparticles can be the main reason for the improvement of electrical properties. The dispersion of nanoparticles in semi-crystalline polymers is important and not explored much. If there is no good dispersion of nanoparticle in polymer matrix, there will be agglomeration. Distances between adjacent spherulites are so small that agglomeration of the introduced nanoparticles may act as passages between spherulites in the amorphous area.
Etching method can be used to treat the nanoparticle incorporated polyethylene. Proper surface modification by desirable coupling agent can improve the dispersion of nanoparticle, spherulite structure and can prevent the overlap between interaction zones. Commercial (AC grade) XLPE and its nanocomposite are also tested to use it for DC application. The incorporation of nanofiller (e.g., nanosilica) is reported to be improved its breakdown strength on the DC step test [35].
SiC nanoparticles are reported to suppress the space charge accumulation at a concentration of 1 wt%. Further increase in concentration inhibited the effect of NPs on the space charge accumulation [36]. In the low concentration of NPs, there will be a large distance between NPs. According to previous reports on MgO XLPE composites, they reported deep traps which were surrounding MgO nanoparticles in nanocomposites which attracted charges to MgO NPs. An NP which is surrounded by electrons or holes can be considered as electrically neutral [37].
Moisture combined with electrical stress is another factor which affects the aging of the insulation material. This process can affect the partial discharge on the material followed by disintegration. There can occur a significant reduction in flash voltage when the water is combined with impurities on the insulation surface. The major factors that affect the characteristics of insulation materials are conductivity of the droplets, insulation surface roughness and the moisture droplet arrangement. As the conductivity of the moisture content is increased, there is a decrease in flashover voltage as shown in [38].
The nanocomposites made by MgO/XLPE (0.5 wt%) reported having higher flashover results compared to PE. This explains that the NP addition improves the flash overvoltage. This is due to the hindering of movement of surface charges by NPs [38]. The ratio of NPs to the polymer matrix depends on the type of NPs. As discussed earlier above the optimum concentration the property of insulating material can deteriorate. Surface modification of insulation material can improve the adhesion between nanofillers and polymer matrix which in turn improves the dispersion of NPs. This, in turn, will have a great improvement in breakdown strength (AC/DC), electrical and water tree resistance, permittivity and dielectric loss.
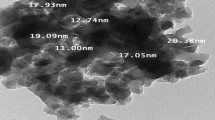
Figure 1 shows the SEM images of XLPE/silica composite that represents that nanofillers are not dispersed inhomogeneous manner. Some of the samples in each wt% show agglomeration (Fig. 1a and b). Figure 1c and d shows that the nanoparticle is better dispersed in the polymer matrix. The octylsilane-modified XLPE can promote chemical adhesion between NPs and polymer matrix. It is essential to understand the role of nanofillers in the hindrance of partial discharge (PD). From Fig. 2a, we can see that unmodified nanofillers are not well dispersed. This can cause a decrease in PD frequency of encounter with NPs (Fig. 2 denoted by black color line). This, in turn, can affect the lifetime of insulation material. Agglomeration of NPs leads to the segregation of nanofillers at several points. Hence, there will be easy propagation of PD to ground electrode in unmodified samples as shown in Fig. 2b. Formation of the electrical tree will lead to the degradation of XLPE matrix. Previous reports have shown an improvement in electrical treeing resistance of another polymer matrix (e.g., epoxy resin, polyethylene) with the loading of NPs [40,41,42]. Mansor et al. [43] studied the influence of ZnO and Al2O3 NPs on electrical treeing properties of XLPE matrix. When 1 wt% of ZnO and Al2O3 NPs was added, there was improvement insulation which might be due to the inhibition of the rapid growth of the electrical tree with a tree inception voltage (TIV) of 10.3 and 11.6%.

SEM images of (a) XLPE/silica nano 2 wt% agglomerated nanocomposite, (b) XLPE/silica nano 3 wt% agglomerated nanocomposite, (c) XLPE/silica nano 2 wt% Octylsilane-modified nanocomposite, (d) XLPE/silica nano 3 wt% Octylsilane-modified nanocomposites (39)

schematic representation of propagation of partial discharge (PD) in (a) unmodified, (b) agglomerated (c) surface-modified, (d) ideally dispersed XLPE nanocomposite [39]
The modification of the polymer surface using a coupling agent can improve the dispersion and the distribution of NPs as shown in Fig. 2c. This can delay the propagation of PD and improves the lifetime of insulation material. The change in morphology of the final nanocomposite is also important to determine the final property of the material. NPs addition can lead to the decrease in surface energy or degradation of polymer which can cause secondary or incomplete crystallization.
Like PD, water tree phenomenon, first discovered in 1969, is another factor which reduces the lifetime of XLPE cables [44, 45]. The water tree problem was widely researched between 1980 and 1990. The reasons for the development of water tree are cable crosslink process by steam curing, extrusion of screens, semiconductors and insulations processes, and the cables lying in wetlands. The water tree is reported to be in the shape of microscopic scale voids which is connected to nanoscale and is like dendritic patterns discussed before (Fig. 3) [46]. Water trees are visualized as the presence of voids, contaminants which results in the formation of defects and lead to a powerful alternating electric field [47]. These deformations decrease the breakdown voltage and the impulse strength of the cable. The electrical tree is observed as the last stage of water tree growth before electrical breakdown. Because of the creation of an electric tree, the power cable is reported to fail in 15 days [48]. Phenylmethyldimethoxysilane (PMDMS) and titanium tetraisopropoxide catalyst (TTIP) were also studied in MV cables to resist this phenomenon [48].

Microstructure image of aged cable insulation and semiconductor material. (a) Water tree micro-voids. (b) Water tree aged area. (c) Cracks on aged insulation surface. (d) Electrical breakdown channels in the aged insulation. (e) Close-up view of aged inner semiconductor material. (f) Aged area of inner semiconductor material (48)
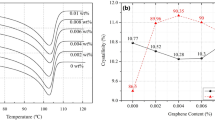
Shirazi et al. [48] studied the use of phenylmethyldimethoxysilane (PMDMS), trimethylmethoxysilane (TMMS), ferrocene and sodiumdodecylsulfate with titanium tetraisopropoxide (TTIP) and c-alumina nanofiller for the reduction of water treeing behavior. They reported that the alumina nanofiller-improved the dielectric characteristics of degraded XLPE. During the addition of NPs, the process of lamellar thickness can also get accelerates which in turn can increase the heat of diffusion. The rearrangement of lamellae during the addition of NPs can be easily characterized using the DSC curves as shown in Fig. 4. By using a wire-plane test object for evaluating material resistance to electrical treeing, a relatively large volume of the material is stressed, presumably also in its weakest points, and the growth of electric trees is not forced to one specific location like in the needle electrode objects. It thus provides an opportunity to better explore the influence of material structure and constituency on electrical tree inception. Several promising stabilizers of benzil-, thiaxanthone-, fullerene- and melamine-types have also been tested and characterized. Majority of them exhibit a positive impact on the resistance to electrical treeing in cross-linked polyethylene, ranging from 20% up to well above 100% of the increased tree initiation field. It was found through correlating these test results with molecular modeling of electronic properties of the stabilizers that the electron affinity of stabilizing molecules generally correlates well with their stabilizing efficiency. This indicates that electron scavenging is here the dominant mechanism. Also, the addition of nanofillers to polyethylene-based materials yields a similar, though not equally strong effect nanocomposites at a filler content of 3 wt%. It appears, when considering our investigations and available literature data, that the effect is not related to the chemical nature of the nanofiller but rather to the formation of polymer-particle interfacial layer that provides deeper charge trapping sites and reduced long range molecular mobility.

Differential scanning calorimetry (DSC) of (a) Virgin XLPE, (b) nano 1 wt% unmodified, (c) nano 1 wt% agglomerated, (d) nano 1 wt% Octylsilane modified [39]
Simulation studies were also carried out to analyze the electrical and mechanical properties of XLPE nanocomposites using different NPs [49, 50]. Nanoclay is widely applied for the production of nanocomposites. They have a multilayer structure with nanometer thickness with excellent electrical properties [51, 52]. The nanocomposites with clay exhibit good shielding of polymer matrices from heat and mass transfer due to its char structure with exfoliated silicate layers [53, 54] which also helps in flame retardancy mechanisms.
Said et al. [55] studied the clay XLPE composites with a different ratio.1% clay composition exhibited a 14% increase in electrical properties, 20% higher of electrical capacitance and dielectric constant compared to pure XLPE. This structure material could, therefore, be used dominantly for nuclear power plant. Furthermore, the high voltage and low dielectric loss of XLPE cables insulation are one of the related important advantages. The higher of both resistance to thermal disfigurement and aging feature of the XLPE cable, permit it to carry large current under normal (90 ℃), emergency (130 ℃) or short circuit (250 ℃) conditions [56].
Earlier reports have shown that the incorporation of nanoparticles (e.g., MgO, and SiO2) which improved the electrical properties and reduced the space charge accumulation in the PE-based matrix [6, 7]. However, the high content of the nanoparticles had a negative impact on the PE matrix due to the introduction of impurities and defects [8] (Table 2).
6 Conclusion and Future Outlook
The addition of nanofillers to cross-linked polyethylene has gained attention in the high voltage research field toward the improvement of insulation materials since the beginning of the last century. The current need for research is the development of systems suitable for direct current–long distance transmissions. Such high-end application material needs to have good physical strength, degradation performance, and high insulation integrity while being available at an economic economical cost. Many of the disadvantages of using PE-based cables have been covered by the introduction of XLPE-based nanocomposites. However, many questions are yet to be answered. The proper dispersion of the nanofillers needs to be ensured to obtain the enhanced properties, also the detailed mechanism of action of such composites needs to be studied. Hence, proper selection of the nanofiller, process and design are highly essential in order to extend the life of high voltage equipment and also to reduce the maintained cost.
References
Rizk FAM, Trinhhigh GN (2014) High voltage engineering. High Voltage Engineering
Kram SL, Lukas C, Ross L, Beach MW, Beulich I, Davis JW, et al (2016) Polystyrene foam insulation: Implementation of alternate sustainable flame retardant. In: Annual Technical Conference—ANTEC, Conference Proceedings
Mok KL, Eng AH (2018) Characterisation of crosslinks in vulcanised rubbers: From simple to advanced techniques. Malaysian J Chem
Ronca S. (2017) Polyethylene. In: Brydson’s Plastics Materials: 8th Edition
Mazzanti G, Marzinotto M (2013) Extruded cables for high-voltage direct-current transmission: Advances in research and development. Extruded Cables for High-Voltage Direct-Current Transmission: Advances in Research and Development
Kasirajan S, Ngouajio M (2012) Polyethylene and biodegradable mulches for agricultural applications: A review. Agronomy for Sustainable Development
Elhrari W (2018) The Influence of LDPE Content on the Mechanical Properties of HDPE/LDPE Blends. Res Dev Mater Sci
Venkatraman S, Kleiner L (1989) Properties of three types of crosslinked polyethylene. Adv Polym Technol
Jin H, Gonzalez-Gutierrez J, Oblak P, Zupančič B, Emri I (2012) The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym Degrad Stab
Tangjuank S (2011) Thermal insulation and physical properties of particleboards from pineapple leaves. Int J Phys Sci
Mohanraj GT, Chaki TK, Chakraborty A, Khastgir D (2007) Measurement of AC conductivity and dielectric properties of flexible conductive styrene-butadiene rubber-carbon black composites. J Appl Polym Sci
Waddell WH, Tsou AH (2015) Butyl rubbers. In: Rubber Compounding: Chemistry and Applications, Second Edition
Yan Z, Han B, Zhao H, Yang J, Li C (2014) Space charge and conductivity characteristics of CB/XLPE nanocomposites. In: Proceedings of the International Symposium on Electrical Insulating Materials
Zhang L, Zhou Y, Huang M, Sha Y, Tian J, Ye Q (2014) Effect of nanoparticle surface modification on charge transport characteristics in XLPE/SiO2 nanocomposites. IEEE Trans Dielectr Electr Insul
Kim DS, Lee DH, Kim YJ, Nam JH, Ha ST, Lee SH (2014) Investigation of space charge distribution of MgO/XLPE composites depending on particle size of MgO as inorganic filler. In: Applied Mechanics and Materials
Wang Y, Xiao K, Wang C, Yang L, Wang F (2016) Study on dielectric properties of TiO2/XLPE nanocomposites. In: ICHVE 2016—2016 IEEE International Conference on High Voltage Engineering and Application
Roy M, Nelson JK, MacCrone RK, Schadler LS, Reed CW, Keefe R, et al (2005) Polymer nanocomposite dielectrics - The role of the interface. IEEE Trans Dielectr Electr Insul
Tanaka T, Bulinski A, Castellon J, Fréchette M, Gubanski S, Kindersberger J, et al (2011) Dielectric properties of XLPE/Sio2 nanocomposites based on CIGRE WG D1.24 cooperative test results. In: IEEE Transactions on Dielectrics and Electrical Insulation
Hui L, Schadler L, J Keith Nelson (2013) The influence of moisture on the electrical properties of crosslinked polyethylene/silica nanocomposites. IEEE Trans Dielectr Electr Insul
Chen X, Xu Y, Cao X, Gubanski SM (2015) Electrical treeing behavior at high temperature in XLPE cable insulation samples. IEEE Trans Dielectr Electr Insul
Xiangrong Chen, Mantsch AR, Libin Hu, Gubanski SM, Blennow J, Olsson C-O (2014) Electrical treeing behavior of DC and thermally aged polyethylenes utilizing wire-plane electrode geometries. IEEE Trans Dielectr Electr Insul
Kurnianto R, Murakami Y, Hozumi N, Nagao M (2007) Characterization of tree growth in filled epoxy resin: The effect of filler and moisture contents. IEEE Trans Dielectr Electr Insul
Zheng X, Liu Y, Wang Y (2018) Electrical tree inhibition by SiO2/XLPE nanocomposites: insights from first-principles calculations. J Mol Model
Acedo M, Radu I, Frutos F, Filippini JC, Notingher P (2001) Water treeing in underground power cables: Modelling of the trees and calculation of the electric field perturbation. J Electrostat
Hui L, Smith R, Nelson JK, Schadler LS (2009) Electrochemical treeing in XLPE/silica nanocomposites. In: Annual Report—Conference on Electrical Insulation and Dielectric Phenomena, CEIDP
Li X, Xu M, Xin L, Xie D, Cao X (2011) Study of montmorillonite on morphology and water treeing behavior in crosslinking polyethylene. In: Proceedings of the International Symposium on Electrical Insulating Materials
Sellick RL, Sullivan JS, Chen Q, Calebrese C (2017) Future improvements to HVDC cables through new cable insulation materials. In: IET Conference Publications
Montanari GC, Mazzanti G, Palmieri F, Motori A, Perego G, Serra S (2001) Space-charge trapping and conduction in LDPE, HDPE and XLPE. J Phys D Appl Phys
Williams PA, Brown CM, Tsukamoto R, Clarke IC (2010) Polyethylene wear debris produced in a knee simulator model: Effect of crosslinking and counterface material. J Biomed Mater Res—Part B Appl Biomater. 2010
Morshedian J, Hoseinpour PM (2009) Polyethylene cross-linking by two-step silane method: A review. Iranian Polymer Journal (English Edition)
Ghasemi I, Morshedian J (2003) The effect of co-agent on the peroxide crosslinking of LDPE. Iran Polym J (English Ed)
Suzuki A, Sugimura T, Kunugi T (2001) Thermal fractionation and crystallization enhancement of silane-grafted water-crosslinked low-density polyethylene. J Appl Polym Sci
Tamboli SM, Mhaske ST, Kale DD (2004) Crosslinked polyethylene. Indian J Chem Technol
Wang S, Chen P, Yu S, Zhang P, Li J, Li S (2018) Nanoparticle dispersion and distribution in XLPE and the related DC insulation performance. IEEE Trans Dielectr Electr Insul
Lei W, Wu K, Wang Y, Cheng Y, Zheng X, Dlssado LA, et al (2017) Are nano-composites really better DC insulators? A study using silica nanoparticles in XLPE. IEEE Trans Dielectr Electr Insul
Wang Y, Wang C (2015) Effect of nanoparticles on space charge behavior of XLPE/SiC nanocomposites. In: Annual Report—Conference on Electrical Insulation and Dielectric Phenomena, CEIDP
Murata Y, Goshowaki M, Reddy CC, Sekiguchi Y, Hishinuma N, Hayase Y, et al (2008) Investigation of space charge distribution and volume resistivity of XLPE/MgO nanocomposite material under DC voltage application. In: Proceedings of the International Symposium on Electrical Insulating Materials
Charalambous C, Danikas M, Yin Y, Vordos N, Nolan J, Mitropoulos A (2016) Study of the Behavior of Water Droplets Under the Influence of a Uniform Electric Field on Conventional Polyethylene and on Crosslinked Polyethylene (XLPE) with MgO Nanoparticles Samples. Eng Technol Appl Sci Res 7(1):1323–1328
Ashish Sharad P, Kumar KS (2017) Application of surface-modified XLPE nanocomposites for electrical insulation—partial discharge and morphological study. Nanocomposites
Alapati S, Thomas MJ (2010) Electrical treeing in polyethylene: Effect of nano fillers on tree inception and growth. In: 2010 International Conference on High Voltage Engineering and Application, ICHVE 2010
Mohanty A, Srivastava VK (2013) Dielectric breakdown performance of alumina/epoxy resin nanocomposites under high voltage application. Mater Des
Fairus M, Mansor NS, Hafiz M, Kamarol M, Mariatti M (2015) Investigation on dielectric strength of alumina nanofiller with SiR/EPDM composites for HV insulator. In: Proceedings of the IEEE International Conference on Properties and Applications of Dielectric Materials
Mansor NS, Wahab JA, Fairus M, Ishak D, Mariatti M, Kamarol M, et al (2017) Influence of ZnO and Al2O3 nanofillers on electrical treeing in XLPE insulation. In: International Conference on High Voltage Engineering and Power Systems, ICHVEPS 2017—Proceeding
Zhou K, Tao X, Wang X, Zhao W, Tao W (2015) Insight into the new role of titanium isopropoxide catalyst on rejuvenation for water tree aged cables. IEEE Trans Dielectr Electr Insul
Boggs S, Xu J (2001) Water treeing—filled versus unfilled cable insulation. IEEE Electr Insul Mag
Abderrazzaq MH (2005) Development of water tree structure in polyester resin. IEEE Trans Dielectr Electr Insul
Wen Shu E, Stagi WR, Derezes JG, Chatterton WJ (2014) Lightning protection for aged cable systems—Problems with water trees. In: Proceedings of the IEEE Power Engineering Society Transmission and Distribution Conference
Merati Shirazi AH, Hosseini SMH (2019) Comparing the Performance of $γ$-Alumina Nanofiller and Titanium Tetraisopropoxide Catalyst in the Rejuvenation of Water Tree Degraded XLPE Cables. J Electron Mater
Jayakrishnan A, Kavitha D, Arthi A, Nagarajan N, Balachandran M (2016) Simulation of electric field distribution in nanodielectrics based on XLPE. In: Materials Today: Proceedings
Gopalakrishnan CN, Kavitha D, Kathiravan N (2015) Theoretical investigation on electric field in XLPE nanocomposite using finite element method. Int J Appl Eng Res
Henk PO, Kortsen TW, Kvarts T (1999) Increasing the electrical discharge endurance of acid anhydride cured DGEBA epoxy resin by dispersion of nanoparticle silica. High Perform Polym
Kaynak C, Ibibikcan E (2014) Contribution of nanoclays to the flame retardancy of polyethylene-based cable insulation materials with aluminum hydroxide and zinc borate. J Fire Sci
Nelson JK (2010) Dielectric polymer nanocomposites. Dielectric Polymer Nanocomposites
Lee BC, Yoo JS, Ogay V, Kim KW, Dobberstein H, Soh KS, et al (2007) Electron microscopic study of novel threadlike structures on the surfaces of mammalian organs. Microsc Res Tech
El-kattan W, Ezz-eldin M, A. Said E-S, Othman ES (2019) A reduced gamma radiation effects on the electrical insulating cables usinG XLPE/clay nanocomposites. J Al-Azhar Univ Eng Sect
Nelson JK (2007) Overview of nanodielectrics: Insulating materials of the future. In (2007) Electrical Insulation Conference and Electrical Manufacturing Expo. EEIC 2007
Cao L, Zhong L, Li Y, Gao J, Chen G, Li W, et al (2019) Conductivity of HVDC Cable Insulation Materials: Case Study between XLPE Nanocomposite and Polymer Filled XLPE. In: ICEMPE 2019—2nd International Conference on Electrical Materials and Power Equipment, Proceedings
Ramani AN, Ariffin AM, Rahman MSA, Ghani ABA, Baharin KA (2018) Observation of Space Charge Formation in XLPE/MgO Nanocomposite. J Adv Res Mater Sci
Donghe D, Xiufeng L, Jin S, Peijie Y, Youfu C (2017) The influence of surface modifier on structural morphology and dielectric property of XLPE/SiO2 Nanocomposites. In: ICEMPE 2017—1st International Conference on Electrical Materials and Power Equipment
Xiang J, Wang S, Chen P, Li J (2018) Space charge characteristics in XLPE/BN nanocomposites at different temperatures. In: Proceedings of the IEEE International Conference on Properties and Applications of Dielectric Materials
Mansor NS, Ishak D, Mariatti M, Halim HSA, Basri ABA, Kamarol M (2017) Investigation on electrical treeing characteristics of XLPE containing ZnO nano-filler. In: Proceedings of the International Symposium on Electrical Insulating Materials
Nazar NSM, Mansor NS, Muhamad NA, Kamarol M, Mariatti M, Mohamed AI (2018) Electrical Tree Propagation in XLPE Containing Untreated and Treated Silica Nanofiller. In: 2018 Condition Monitoring and Diagnosis, CMD 2018—Proceedings
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Jose Varghese, R., Vidya, L., Joseph, T.M., Gudimalla, A., Harini Bhuvaneswari, G., Thomas, S. (2021). Potential Applications of XLPE Nanocomposites in the Field of Cable Insulation. In: Thomas, J., Thomas, S., Ahmad, Z. (eds) Crosslinkable Polyethylene Based Blends and Nanocomposites. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-16-0486-7_9
Download citation
DOI: https://doi.org/10.1007/978-981-16-0486-7_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0485-0
Online ISBN: 978-981-16-0486-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)