
Abstract
Resistance spot welding is the most noteworthy joining strategy used in various engineering applications, as automotive, boilers, vessels, etc., that are ordinarily subjected to variable tensile-shear forces because of the inadmissible utilization of the input spot welding factors, which chiefly cause the welded joints disappointment during the service life of the welded get together. In this way, in order to avoid such failures, the welding quality of some materials like aluminum must be improved taking into consideration the performance and weight saving of the welded structure. Thus, the need for optimizing the used welding parameter becomes essential for predicting a good welded joint. Accordingly, this study aims at investigating the influence of the spot welding variables, including the squeeze time, welding time and current on the tensile-shear force of the similar and dissimilar lap joints for aluminum and steel sheets. It was concluded that the use of Taguchi design can improve the welded joints strength through designing the experiments according to the used levels of the input parameters in order to obtain their optimal values that give the optimum tensile-shear force as the response. Experimentation is planned as per Taguchi’s L9 orthogonal array. Assumptions of ANOVA are discussed and carefully examined using analysis of residuals. The various recent type of Hybrid Taguchi methods, i.e., CoCoSo, WASPAS and EDAS-based Taguchi methods are applied to investigate the output responses of resistance spot welding operation. The results revealed that the welding time and current are main affecting parameter of tensile-shear strength and nugget diameter. Finally, experimental confirmation was carried out to identify the effectiveness of this proposed method. Minitab 19 offer both mean analysis and S/N ratio base DOF by making suitable orthogonal array.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Resistance spot welding (RSW) is a high-speed process, wherein the actual time of welding is a small fraction of second and it is one of the cleanest and most efficient welding process that has been widely used in sheet metal fabrication [1,2,3,4,5,6]. The high speed of process, the case of operation and its adaptability for automation in the production of sheet metal assemblies are its major advantages. Limitations of RSW are equipment cost and power requirements, difficulty of disassembly for maintenance or repair of RSW joints, and the nature of the design needed for the process (lap joints are required) [5,6,7,8,9]. Resistance spot welding has steadily gained importance over the years because of its ability to join the variety of materials and complicated shapes with high accuracy and great precision. Resistance spot welding (RSW) is a high-speed process, where the actual time of welding is a small fraction of second and it is one of the cleanest and most efficient welding processes that has been widely used in sheet metal fabrication [11,12,13]. The high speed of process, the case of operation and its adaptability for automation in the production of sheet metal assemblies are its major advantages. Over the last few years, the weight of automobiles has increased considerably due to the addition of safety related items, such as impact resistance bumpers and door impact beams, emission control equipment and convenience items, such as air conditioning. At the same time, fuel consumption has increased significantly primarily due to emission control equipment [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15].
In this study, the Taguchi parameter design phase is the most important design phase and served the objective of determining the optimal resistance spot welding parameters to achieve the lowest weld time and the highest tensile-shear strength and nugget diameter in dissimilar (steel + Al) materials under varying resistance spot welding parameter conditions. The following are the questions considered in this study the relationship between the control factors (squeeze time, welding time and current) and output response factors (tensile-shear strength and nugget diameter and weld time). In this investigation, three parameters such as squeeze time, welding time, current were chosen and also optimized to know about the change of mechanical properties around the welded nugget area. In this study, Taguchi’s design of experiment was used for experimental design, and multi-response optimization techniques, i.e., combined compromised solution (CoCoSo), evaluation based on distance from average solution (EDAS) and weighted aggregated sum product assessment (WASPAS) method were used to find optimum results.
2 Experimental Analysis and Methodology
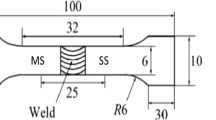
AA1200 aluminum alloy sheets with a thickness of 2.5 mm and 50HS stainless steel of 3.0 mm thickness were used as base alloys in this investigation. The sheets were cut to required size by shear-off machine, followed by surface grinding to remove oxides and scales. The dimensions of the AA1200 sheet and 50HS are 114.3 mm × 25.4 mm × 3 mm and 114.3 mm × 25.4 mm × 3 mm respectively. The sheets were resistance spot welded in a 25.4 mm overlap configuration. The chemical composition and mechanical properties of the base alloys are presented in Tables 1 and 2. Prior to welding, the surface of all specimens from both types of material were first ground by abrasive paper using acetone, then thoroughly cleaned, and finally spot welded to prepare the similar and dissimilar welded joints using a spot welding machine SIP type PPV50. A tensile test machine (Tinius Olsen) was used to carry out all the tensile-shear tests for the dissimilar spot-welded specimens. The procedure of experimental work was planned to be conducted in three groups according to the type of weld joint for dissimilar (steel + Al) materials. Nine specimens from each group were spot welded according to the experimental design employed in the current work. During welding the aluminum with steel, it was needed to insert a 0.3 thick sheet of copper (AISI C10200) as a filler metal between the dissimilar materials of the specimen to be welded [8] (Fig. 1).

Dimensions of RSW specimen
3 Optimization Methods
3.1 Combined Compromise Solution Method (CoCoSo)
The following steps are used to solve CoCoSo decision problem [16, 17]:
-
1.
Determination of initial decision-making matrix using Eq. (1)
-
2.
Using compromise normalization equation, normalization of criteria values is done:
-
3.
Determination of total weighted comparability sequence and whole of power of weight of comparability sequences for respective alternate as Si and Pi, respectively:
-
4.
Three appraisal score are used for generation of comparative weights of other options derived using Eqs. (6, 7, 8):
-
5.
Ranking of all alternatives is determined from higher to lower based on ki values:
3.2 Weighted Aggregated Sum Product Assessment Method (WASPAS)
The chief technique of WASPAS method for solving MCDM problems is [18].
-
6.
Initial decision matrix is set.
-
7.
Decision matrix normalization using following Eqs. (10) and (11) for maximization and minimization criteria, respectively:
where xij is the assessment value of ith alternate with respect to jth measure.
-
8.
Calculation of total comparative significance of ith alternate, based on weighted sum method (WSM) using Eq. (12):
-
9.
Calculation of total comparative significance of ith alternate, based on weighted product method (WPM) using Eq. (13):
-
10.
Calculation of total relative significance of alternatives is done using Eq. (5) and ranked from higher value to lower value:
3.3 Evaluation Based on Distance from Average Solution Method (EDAS)
EDAS method was developed by M. Keshavarz Ghorabaee et al. [19] for multi-criteria inventory classification. The steps for using the EDAS method are presented as follows [20]:
Step 1: Select the most important criteria that describe alternatives.
Step 2: Construct the decision-making matrix (X), shown as follows:
where Xij denotes the performance value of ith alterative on jth criterion.
Step 3: Determine the average solution according to all criteria, shown as follows:
where,
Step 4: Calculate the positive distance from average (PDA) and the negative distance from average (NDA) matrixes according to the type of criteria (benefit and cost), shown as follows:
if jth criterion is beneficial,
and if jth criterion is non-beneficial,
where PDAij and NDAij denote the positive and negative distance of ith alternative from average solution in terms of jth criterion, respectively.
Step 5: Determine the weighted sum of PDA and NDA for all alternatives shown as follows:
where wj is the weight of jth criterion.
Step 6: Normalize the values of SP and SN for all alterative, shown as follows:
Step 7: Calculate the appraisal score (AS) for all alterative, shown as follows:
where 0 ≤ ASi ≤ 1.
Step 8: Rank the alternatives according to the decreasing values of appraisal score (AS). The alternative with the highest AS is the best choice among the candidate alternatives [21].
4 Results and Considerations
Samples are prepared by using Taguchi’s experimental design which is shown in Table 3 and as per design of experiment, nine experimental runs are carried out. The analysis of the results of the above-mentioned welding conditions is being done on basis of tensile-shear strength, nugget diameter and weld time of the work piece. Table 3 elucidates that the maximum resulted force of (Steel + Al) spot-welded specimens are 8.39 MPa.
4.1 Optimization Using Combined Compromised Solution (CoCoSo)
The first step demonstrates forming of the normalized decision-making matrix (using compromise equation (max–min)), which is shown in Table 4. The further step is to generate the comparability sequence matrix. In this process, the weights of decision-making criteria are involved in the algorithm. The Si and Pi vectors must be generated, and the values of Ka, Kb, and Kc are calculated using equations of CoCoSo approach used to calculate the ranking score by k shown in Table 4.
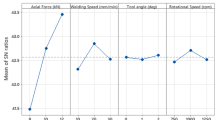
From Table 4, for a values of input, parameter in experiment number 1 has the highest ki value. Therefore, experiment number 1 is an optimal parameter combination for RSW operation according to CoCoSo technique optimization. Now the ki values of alternatives were used to plot mean effect. In Fig. 2, A2 B1 C1 shows the smallest value combination in main effect plot for the three factors, i.e., A, B, C respectively which is optimum parameter arrangement for RSW operation.

S/N ratio by CoCoSo method
Most influential factor
Table 5 gives the results of the ANOVA for the tensile-shear strength, nugget diameter and weld time using the calculated values from the ki of alternatives of Table 4. According to Table 5, factor B, welding time with 65.09% is the most significant controlled parameters for RSW process followed by factor C, current with 30.15% of contribution and factor A, squeeze time with 1.96% of contribution if the minimization tensile-shear strength, nugget diameter and weld time are simultaneously considered.
S = 1.2720, R − Sq = 97.19% R − Sq(adj) = 88.77%
4.2 Optimization Using WASPAS
Since semantic terms, used to express the responses, have already been converted into crisp (real) values, the application of the WASPAS method starts with normalization of the decision matrix by applying WASPAS approach since the output has to be minimized. Subsequently, total relative importance of alternatives as per WSM and WPM is calculated by using equations of WASPAS approach. Finally, joint criterion of optimality of the WASPAS method is calculated by using WASPAS methodology. Table 6 provides the values of total relative importance (performance scores) for all the considered alternatives for a λ value of 0.5.
Based on the total relative importance values of alternatives, it is observed that trial 1 is determined as the best sample according to the ranking. Therefore, experiment no. 1 is an optimal parameter combination for RSW operation according to WASPAS technique optimization.
Now the Qi values of alternatives were used to plot mean effect. In Fig. 3, A1 B1 C1 shows the smallest value combination in main effect plot for the three factors, i.e., A, B, C respectively which is optimum parameter arrangement for RSW operation.

S/N ratio by WASPAS method
Most influential factor
Table 7 gives the results of the ANOVA for the tensile-shear strength, nugget diameter and weld time using the calculated values from the Qi of alternatives of Table 6. According to Table 7, factor B, welding time with 68.24%, is the most significant controlled parameters for RSW process followed by factor C, current with 28.99% of contribution and factor A, squeeze time with 2.52% of contribution if the minimization tensile-shear strength, nugget diameter and weld time are simultaneously considered.
S = 0.1110, R − Sq = 99.74%, R − Sq(adj) = 98.97%
4.3 Optimization Using EDAS
The first step demonstrates forming of the normalized decision-making matrix and determines the average solution according to all criteria using EDAS method. The further step is to generate the positive distance from average (PDA) and the negative distance from average (NDA) matrixes according to the type of criteria, i.e., benefit criteria in this case using equation shown in table. Determination of the weighted sum of PDA and NDA for all alternatives was done in next step using equation shown in Table 8. After finding weighted sum of PDA and NDA, normalization is done using equation. Finally, the appraisal score (AS) was calculated for all alterative using equations of EDAS approach and ranking was done according to the decreasing values shown in Table 9.
Based on the total relative importance values of alternatives, it is observed that trial 1 is determined as the best sample according to the ranking. Therefore, experiment no. 1 is an optimal parameter combination for RSW operation according to EDAS technique optimization.
Now, the appraisal score (AS) calculated for all alterative was used to plot mean effect for SN ratios. Based on this study, one can select a mixture of the levels that provide the smaller average response. In Fig. 4, the combination of A3 B1 C1 shows the largest value of the SN ratio plot for the factors A, B and C respectively which is optimum parameter arrangement for RSW operation.

S/N ratio by EDAS method
Most influential factor
Table 10 gives the results of the ANOVA for the tensile-shear strength, nugget diameter and weld time using the calculated values from the AS of alternatives of Table 9. According to Table 10, factor C, current with 66.48% is the most significant controlled parameters for RSW process followed by factor B, welding time of 18.61% contribution and factor A, squeeze time with 11.05% of contribution if the minimization tensile-shear strength, nugget diameter and weld time are simultaneously considered.
4.4 Confirmation Experiment
The confirmation experiments were conducted using the optimum combination of the machining parameters obtain from Taguchi analysis. These confirmation experiments were used to predict and validate the improvement in the quality characteristics for RSW of AA1200 and 50HS. The final phase is to verify the predicted results by conducting the confirmation test [21,22,23]. The estimated total relative significance can be determined by using the optimum parameters as:
where a2m and b1m are the individual mean values of total relative significance with optimum level values of each parameters and μmean is the overall total relative significance [21,22,23] where Table 11 shows the confirmatory test results.
5 Conclusions
This investigation clarifies the methodology for investigating the influence of the spot welding parameters on the tensile-shear force for dissimilar spot-welded joints of aluminum and steel materials. The “smaller is the better” approach was applied in Taguchi approach using Minitab 19 software to design the experiments and analyze the overall results. The Hybrid Taguchi methodologies, i.e., CoCoSo, WASPAS and EDAS were designed to predict which input variables give the optimum responses of resistance spot welding operation.
From this analysis, some important conclusions are drawn and listed below:
-
1.
The optimum results can be achieved by a parametric optimization method, which provides a short period of time with a lower cost.
-
2.
Analysis of the experimental results through the signal to noise ratio and means responses exhibited that the significant influence on the tensile-shear force for the similar material joint is the current. While, the squeeze time possesses a major impact pursued by welding time and then current for the dissimilar material joint.
-
3.
Tensile-shear force enhanced as the welding time was increased for the all welded joints. But the other parameters exhibited a different behavior, and the linear regression of the output results demonstrated this behavior. For the dissimilar joints, it is preferred to apply a lower squeezing time with a higher welding time and current.
-
4.
The optimal setting of this investigation based on CoCoSo, WASPAS and EDAS is A2 B1 C1, A1 B1 C1 and A3 B1 C1 respectively.
-
5.
The results of confirmatory tests which were carried out at optimal setting are quite nearly come near the actual value with minimal error.
-
6.
The CoCoSo and WASPAS methods have better result than EDAS because the P-value of input parameters comes less than 0.05 that means this experimental design fitted with 95% confidence interval.
It should be mentioned here that the current research can improve the spot welding process for similar and dissimilar welded joints through predicting the optimum input welding parameters for the optimal responses by applying Hybrid Taguchi approaches in order to avoid the encountered problems in the spot welding procedures of different structures as well as to reduce many expensive welding trials.
References
Sahota DS, Singh R, Sharma R, Singh H (2013) Study of effect of parameters on resistance spot weld of ASS316 material. Mechanica Confab 2(2):67–78
Thakur AG, Rao TE, Mukhedkar MS, Nandedkar VM (2010) Application of Taguchi method for resistance spot welding of galvanized steel. ARPN J Eng Appl Sci 5(11):1298–1306
Sreeraj P (2016) Optimization of resistance spot welding process parameters using Moora approach. J Mech Eng Technol 8(2):81–94
Selvam G, Doss SA, Kannan MG, Thiruppathi R, Voppuru NS (2018) BIW resistance spot weld parameter standardization through parameter optimization across various sheet metal panel combinations. SAE Technical Paper 2018-28-0034, pp 1–7
Malik AR, Pani BB, Badjena SK (2018) Optimization in resistance spot welding of CR3 sheets by embedding WC powder at the lap joint. In: Proceedings of 9th international conference on mechatronics and manufacturing (ICMM 2018), IOP Conference Series: Materials Science and Engineering, vol 361, pp 1–7
Mookam N (2019) Optimization of resistance spot brazing process parameters in AHSS and AISI 304 stainless steel joint using filler metal. Defence Technol 15(3):450–456
Valera J, Miguel V, Martínez A, Naranjo J, Cañas M (2017) Optimization of electrical parameters in resistance spot welding of dissimilar joints of micro-alloyed steels TRIP sheets. Proc Manuf 13:291–298
Das AK, Nayak AR, Tiwari AK, Bagal DK (2019) Multi-objective optimization of resistance spot welding using MOORA technique. Int J Appl Eng Res 14(13):162–164
Mahmood NY (2020) Prediction of the optimum tensile–shear strength through the experimental results of similar and dissimilar spot welding joints. Arch Mech Eng 67(2):197–210
Mahmood TR, Doos QM, Al-Mukhtar A (2018) Failure mechanisms and modeling of spot welded joints in low carbon mild sheets steel and high strength low alloy steel. Proc Struct Integrity 9:71–85
Hussein SK (2015) Analysis and optimization of resistance spot welding parameter of dissimilar metals mild steel and aluminum using design of experiment method. Eng Technol J 33(8 Part (A) Eng, 1999–1011
Lu Y, Mayton E, Song H, Kimchi M, Zhang W (2019) Dissimilar metal joining of aluminum to steel by ultrasonic plus resistance spot welding-microstructure and mechanical properties. Mater Des 165:107585
Sankar BV, Lawrence ID, Jayabal S (2016) Prediction of spot welding parameters for dissimilar weld joints. Bonfring Int J Ind Eng Manag Sci 6(4):123
Pradeep M, Mahesh N, Hussain R (2014) Process parameter optimization in resistance spot welding of dissimilar thickness materials. Int J Mech Mechatr Eng 8(1):80–83
Zedan MJ, Doos QM (2018) New method of resistance spot welding for dissimilar 1008 low carbon steel-5052 aluminum alloy. Proc Struct Integrity 9:37–46
Acharya KK, Murmu KK, Bagal DK, Pattanaik AK (2019) Optimization of the process parameters of dissimilar welded joints in FSSW welding process of aluminum alloy with copper alloy using Taguchi optimization technique. Int J Appl Eng Res 14(13):54–60
Barua A, Jeet S, Bagal DK, Satapathy P, Agrawal PK (2019) Evaluation of mechanical behavior of hybrid natural fiber reinforced nano sic particles composite using hybrid Taguchi-CoCoSo method. Int J Innov Technol Exploring Eng 8(10):3341–3345
Naik B, Paul S, Barua A, Jeet S, Bagal DK (2019) Fabrication and strength analysis of hybrid jute-glass-silk fiber polymer composites based on hybrid Taguchi-WASPAS method. Int J Manag, Technol Eng IX(IV):3472–3479
Ghorabaee MK, Zavadskas EK, Olfat L, Turskis Z (2015) Multi-criteria inventory classification using a new method of evaluation based on distance from average solution (EDAS). Informatica 26(3):435–451
Naik B, Paul S, Mishra SP, Rout SP, Barua A, Bagal DK (2019) Performance analysis of M40 Grade concrete by partial replacement of Portland Pozzolana Cement with Marble Powder and Fly Ash Using Taguchi-EDAS method. J Appl Sci Comput VI(VI):733–743
Jeet S, Barua A, Cherkia H, Bagal DK (2019) Comparative investigation based on MOORA, GRA and TOPSIS method of turning of Nickel-Chromium-Molybdenum Steel under the influence of low cost oil mist lubrication system. Int J Appl Eng Res 14(13):8–20
Bagal DK, Barua A, Pattanaik AK, Jeet S, Patnaik D (2020) Parametric optimization based on mechanical characterization of fused deposition modelling fabricated part using utility concept. In: Singh S, Prakash C, Ramakrishna S, Krolczyk G (eds) Advances in materials processing. Singapore, Lecture Notes in Mechanical Engineering. Springer, pp 313–325
Panda SN, Bagal DK, Pattanaik AK, Patnaik D, Barua A, Jeet S, Parida B, Naik B (2020) comparative evaluation for studying the parametric influences on quality of electrode using Taguchi method coupled with MOORA, DFA, and TOPSIS method for electrochemical machining. In: Parwani A, Ramkumar P (eds) Recent Advances in Mechanical Infrastructure. Singapore, Lecture Notes in Intelligent Transportation and Infrastructure. Springer, pp 115–129
Acknowledgements
This research work is jointly supported by National Institute of Technology, Rourkela, Odisha, India, and Central Tool Room and Training Center (CTTC), Bhubaneswar, Odisha, India.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bagal, D.K., Giri, A., Pattanaik, A.K., Jeet, S., Barua, A., Panda, S.N. (2021). MCDM Optimization of Characteristics in Resistance Spot Welding for Dissimilar Materials Utilizing Advanced Hybrid Taguchi Method-Coupled CoCoSo, EDAS and WASPAS Method. In: Bag, S., Paul, C.P., Baruah, M. (eds) Next Generation Materials and Processing Technologies. Springer Proceedings in Materials, vol 9. Springer, Singapore. https://doi.org/10.1007/978-981-16-0182-8_36
Download citation
DOI: https://doi.org/10.1007/978-981-16-0182-8_36
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0181-1
Online ISBN: 978-981-16-0182-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)