
Abstract
This paper analyzes the mechanism of spindle motion error identification, carries out the spindle motion error experiment on the CNC machine tool, and optimizes the spindle movement measurement point of the CNC machine tool. According to the experimental data, the paper uses the laser testing technology to establish the spindle motion error model at the same rotational speed of the NC machine tool and the spindle motion error model under different rotational speeds and validates these models through experiments. The prediction of various models is analyzed. Environment has established a numerical control machine tool spindle motion error identification simulation system. The paper tests and collects the spindle movement data during the working process and compares with the spindle motion field obtained from the ANSYS analysis, which has laid a foundation for the experiment of spindle motion error identification of CNC machine tool.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
With the rapid development of modern manufacturing technology, machining precision of precision machining centers also has higher requirements. Precision and ultra-precision technologies have become the key technologies for enhancing international competitiveness [1]. Machine error is generally caused by the following reasons: spindle motion error, geometric error, force error, temperature error and so on. However, a large number of researches show that the error of spindle movement caused by the movement sources accounts for about 40–70% of the total machine error during the machining process. Therefore, to improve the machining accuracy, the movement error of the machine tool spindle is identified very necessary. So far, the methods to reduce the spindle motion error mainly include: spindle motion control method, error prevention method and error identification method [2]. Because only after the spindle movement changes, the control mechanism will have an effect, and the spindle motion control method is not easy to achieve. In the design and manufacture of machine tools, we can optimize the structure of the machine tool and choose better materials and other measures to eliminate possible sources of error, although this method can reduce the error, but it also has its limitations, and the cost is usually higher. Error identification rules are different, and the method does not change the machining accuracy of the machine itself, but artificially creates new errors to offset or reduce the current existence of the error. Taken together, the error identification method is more practical and more economical. As the spindle motion error recognition technology is widely used in precision machine tools, instruments and some precision manufacturing equipment, and the level of China’s machinery and equipment will be fully improved [3].
2 Model Construction of Laser Test Method and Spindle Motion Error of Machine Tool
2.1 Model Construction of Laser Test
Laser test technology processes information is including input and output characteristics of network elements, topology of the network, connection weights of the connection strength and the laser test unit threshold, which can be seen as a special connection rights to carry out. Laser test unit is the basis of laser test technology, and its structure is shown in Fig. 1 [4].

Cell structure of laser test technology test
In Fig. 1, P is the input of the laser test unit, which is the connection weight between the laser test units, and b is the threshold, and f is the transfer function and a is the output of the laser test unit. Then, we have [5].
Laser testing technology model is a hierarchical (which is divided into the input layer, hidden layer and output layer) multi-layer network connection. No connection is made between cell and cells on the same level. Figure 2 shows a typical three-layer laser test structure [6].

Three-layer laser test structure model
The laser test is actually something highly nonlinear from input to output. For the input and output of the sample, it can be generally considered that there exists a certain mapping. Now, we need to make a mapping off, and in the sense that f is the best approximation of g. According to Kolmogorov’s theorem, for any given continuous function, that is, where U is a closed interval [0, 1], and f can be accurately achieved by using a three-layer feed forward laser test network of the first layer, and that is, the input layer contains m processing units, and the middle layer that is hidden layer contains 2m + 1 processing unit, and the third layer of the laser test network that is the output layer contains n processing units [7].
2.2 Laser Test Method
The laser test model enables the idea of a multilayered laser test to be tested with test algorithms. For laser testing, the signal is transmitted to the forward, and predict the error, and then spread back to amend the weight. In the signal transmission process, the input signal is through the laser test network input layer incoming and then is through the hidden layer of the information layer by layer processing of transmission network output layer. The laser test method is to change the weight and the deviation in the direction of the fastest decrease of the error function (that is, the opposite direction of the gradient), and its iterative formula is [8]:
In the formula, \(x_{k}\) is the current value of weight and deviation, and \(x_{k + 1}\) is the iterative weight and deviation, and \(a_{k}\) is the test rate, and \(h_{k}\) is the error function gradient. The test method for a laser test with two hidden layers is as follows.
Let the number of input samples for the laser test be H, and any one of the samples is denoted as h. The first hidden layer of the network is represented by I, and the number of laser test units is I, and any one of the laser test units is represented as I. Hidden layer with J has the number of laser test unit J, in which any one of the laser test unit is expressed as J, and laser test output layer with P has the number of laser test units P, and any one of the laser test unit is expressed as p [9]. The input layer of the network is the weight between the first hidden layers, and that is, the weight is between the ith laser test unit output by the first laser testing unit of the network input layer to the first hidden layer, and the first hidden layer is the second hidden layer of the weight, and the second hidden layer is the output layer of the weight. Let the input of the laser test unit be u, and the output is v, and the superscript is the network layer where the laser test unit is located, and the subscript is the serial number in the layer, where it is the input of the ith laser test unit in the first hidden layer of the network. If the transfer function of the network laser test unit is sigmoid, the training sample is that any one of the training samples is an H-dimensional vector, and its expected response is the output. We then can use n to represent the number of iterations, and then the weights and outputs of the network are both functions of n [10].
2.3 Motion Model of CNC Machine Tool Spindle
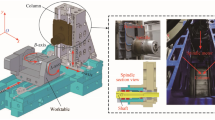
Since the motor and bearing of the machine tool are arranged separately, and the main internal motion source of the spindle is the movement of the bearing, so that the movement of the whole spindle is accelerated. Bearings in the relative rotation of the inner ring are the bearing components of the resistance to the movement, and the sum of drag is the reduction of the bearing movement. Movement is for the mechanism of resistance and the different parts of the production. Due to the inevitable movement of bearings within the speed, the resistance of the bearing in the work cannot be eliminated. We can use the import/export interface function of ANSYS to import the spindle solid model established in Pro/E, can define the unit type in ANSYS, select SOLID70 3D solid motion unit, define the material performance parameters and automatically divide the mesh with 4 degree accuracy, and get the main axis sports field and motion changes cloud.
2.3.1 The Movement Between the Spindle and Bearing Calculation
The machine tool is used for single row angular contact bearings, where f0 = 2. Known from the experiment of CNC machine tools, the selected angular contact bearing model 7110 and check the “Practical Bearing Handbook” that the relevant parameters as shown in Table 1.
As can be seen from Table 1, f1 = 0.0013, F0 = x0Fr + y0Fa and P1 = Fa-0.1Fr. We then check the relevant manual shows x0 = 0.5, y0 = 0.42, Fr = 0 and Fa = 5000 N. The above data in the formula are calculated by M1 = 135 N m. Kinematic viscosity has v = 30, when the spindle speed n = 3000 rpm, Vn = 30 × 3000 = 90,000 > 2000. So M0 = 110 (N m), M = M0 + M1 = 110 + 135 = 245 N m and Hf = 1.047 × 10–4 × 3000 × 245 = 77 W.
2.3.2 Calculation of Relative Movement Coefficient Between Main Shaft and Air
We can calculate the Nucourt rule equation in kinematics. In forced convection conditions, when the spindle rotates at a certain speed, the relative motion coefficient with the air can be calculated according to the formula. Among them, the atmospheric pressure p = 1.01325 × 105 Pa, and the air movement coefficient λ = 2.83 × 10–2, Vf = 17.95 m, and Pr and tl number Pr = 0.698, and the equivalent diameter of the main shaft d is 51.5 mm, and the relative movement coefficient of the spindle surface is 83.86 W/(m2 K). The above calculation results as the spindle in the ANSYS load can analyze the process of the load, respectively, which is applied to the bearing surface in contact with the spindle and can set the environmental movement of 15 MPS.
It can be seen from the figure that the movement of the spindle surface is very uneven, and the maximum movement exceeds 46.169 MPS. The movement produces a surface contacting with the bearing at the lower end of the spindle, and that is, the character “MX” is marked in the figure, and the minimum movement is basically flat and the maximum speed of the spindle is increased is 31.3 MPS, and the lower end of the main axis has the gradient of motion, and the changes in the distribution of the spindle movement are uneven, and the upper, lower, middle bearing each election of node A, B, C with time movement curve. As can be seen from the figure, each node will reach the state of exercise equilibrium over time.
3 Spindle Movement Error Identification Experiment Based on Laser Testing Technology for CNC Machine Tool
3.1 Laser Tester and Usage
Laser tester is by the true color TFT LCD screen, keys, and ARM microprocessor is the core of the motherboard, with smart channel board, high-capacity FLASH and other components. Laser tester performance parameters are as follows:
3.1.1 Display
Resolution is 320 × 234, and the size of the field of view is 103 × 79 (mm). With a digital display and bar graph display, real-time curve, recall curve four basic screen, digital display range of −1999~9999, real interval of 0.1–60 s, we can divide 8 files, corresponding to the entire screen curve time of 30 s to 300 min, and recall curve recording interval from 0.1 to 60 s can be set continuously, and we can choose two kinds of circular or non-circular recording method.
3.1.2 Input Signal
The input signal is divided into motion resistance, motion galvanic couple, DC current, DC voltage, and remote pressure gauge five categories, and signal type options in the channel configuration can select the desired input type. Tester has 16 channels, and each channel shows the decimal point position, with lower range limit, range limit, station number, input signal type, alarm settings and other parameters.
3.1.3 Alarm Output
Each channel can be set to 4 alarm points, with H (upper limit), L (lower limit), HH (upper limit), LL (lower limit) alarm point status flags in each screen.
3.1.4 External Power Supply
24VDC power supply is for the transmitter power supply, with load capacity ≥200 mA.
3.1.5 Environment
Work exercise range is 0°–50°.
3.1.6 Display Correction
Due to the laser detector and the instrument itself or other reasons, the measurement may have errors, which is including zero and full scale error, and when the observed error exists, it can be zero correction and fullness correction of two parameters to adjust, which is minus small or eliminate errors.
3.1.7 Digital Filtering
Due to fluctuations in the measured physical quantity or laser detector and external interference and other causes of instability by the display, it can be set by appropriate digital filter time constant fluctuations.
3.1.8 Communication Interface
The instrument can be connected to the computer through the communication interface, which can be sending real-time measurement data. Built-in 64 M high-capacity FLASH, U disk can quickly flash the data into the computer.
Laser tester data processing software main interface is as shown in Fig. 5.

Main interface of laser tester data processing software
3.2 Spindle Motion Error Identification Experiment Based on the Laser Tester of CNC Machine Tool
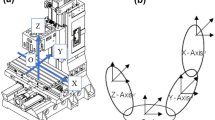
A CNC machine is equipped with system of three-axis CNC machine tools. The machine can realize multi-process automatic work cycle, and machine control part adopts K9MC, SIEMENS-802S hybrid stepping system or K10-100 M AC CNC system. Axis of motion is used with high precision pre-zero clearance ball screw, machine output torque, stable and reliable, and high spindle speed. A main type of CNC machine tool is listed in Table 2.
3.2.1 Experimental Program
-
3.2.1.1.
Select a CNC machine tool spindle motion test point and turn on the laser tester.
-
3.2.1.2.
Open the machine in accordance with the scheduled program for experiments.
-
3.2.1.3.
Machine is running for some time and down to let it cool, and collect and save the data. CNC machine tool is into the machining state after boot, due to the impact of various motion sources in the process, and the machine parts of the movement will gradually rise, but if the machine's state of work or little change, with the passage of time, machine tools of the games will be maintained within a certain range, and that is, the machine generated by the amount of exercise and loss of exercise can achieve a balance of movement. At this time, the machine's playground can be regarded as a stable playground, so the formal measurement is for a period of air operations. Throughout the experiment, the machine tool is in the state of analog processing, and that is, the machine tool runs in air according to a certain numerical control program and does not process the real workpiece. In order to measure different speed, we can feed speed of the various parts of the machine movement for the actual measurement group in Table 3. During the experiment, we can change the spindle speed and the feed rate of lead screw according to Table 3, and the spindle is idling, and the workbench circulates the square with the side length of 100 mm and moves up and down in the vertical direction at the same time.
Table 3 Experimental program
3.2.2 Analysis and Processing of Experimental Data
In our experiment, when the feed rate of 2000 mm/min remains unchanged, the spindle speed is 1000, 2000, 3000 r/min. Throughout the testing process, it can be clearly seen through the comparison chart that when the feed rate remains unchanged, and then the speed is changed. The higher the speed is, the more the spindle motion changes. In the same speed, for the feed rate, and the higher the feed rate, the spindle movement of the machine is relatively much higher rise, which also validates the effectiveness of the method in this paper.
4 Conclusion
In this paper, firstly, the research significance and development prospect are described for machine tool spindle motion error identification, movement measuring point optimization and spindle motion error modeling. Through the theoretical and practical analysis, some researchers have done on the machine tool spindle motion error identification. Experiment machine tool of machine tool spindle motion field measurement can run under certain conditions for the use of laser tester, and laser motion detector can arrange on the machine tool to test and collect the spindle the movement in the process of change data, and the machine spindle motion changes with ANSYS analysis. The comparative analysis of the stadiums obtained shows that the major part of the changes in the movement of the spindle of the machine tool is concentrated in the spindle part. Movement point optimization is in the machine tool spindle motion error and motion test experiments, and the multi-point measurement is carried out. In this paper, by establishing the correlation analysis model, the points that have a greater influence on the spindle motion error are screened, and the error of the spindle motion error model is improved with excellent stickiness and computing speed.
References
Liu, X.L., and J.X. Liu. 2012. Dynamic stiffness characteristics and test of the spindle of NC machine tool. Advanced Materials Research 430–432: 1442–1445.
Xie, H., Q. Wang, J. Li, et al. 2012. The motorised spindle optimisation design of NC machine tool based on finite element method. International Journal of Materials & Product Technology 45 (1/2/3/4): 217–227.
Sheng, Z.Q., C.C. Liu, J.Y. Wang, et al. 2012. Research on thermal characteristic and thermal compensation technology of spindle system of CNC machine tool. Advanced Materials Research 490–495: 1595–1599.
Guo, Z.Z., Y.S. Zhang, and S.H. Liu. 2016. The finite element analysis and the multi-objective optimization design of spindle systems of CNC gantry machine tools. Key Engineering Materials 693: 243–250.
Júnior, M.V., F.H. Pereira, W.C. Lucato, et al. 2015. Influence of feed rate and spindle speed on referencing laser tool-setters. Journal of the Brazilian Society of Mechanical Sciences & Engineering 37 (3): 1015–1028.
Zhu, Xiu Rong, and Gui Ping Wang. 2014. The Analysis and improvement measures on green impact of CNC machine tool spindle system. Applied Mechanics & Materials 529: 207–212.
Wei, X.L., L.I. Xiao-Rui, Y.U. Xin-Min, et al. 2012. The thermal characteristic analysis of high-speed electric spindle of NC machine tools. Journal of Hebei University of Engineering.
Sun, H.J., Guo Fu Yin, Lian Mi, et al. 2012. Study on the design and analysis of spindle system of NC machine tools based on digital design. Key Engineering Materials 522: 668–672.
Xu, Y., L. Zhang, S. Wang, et al. 2015. Active precision design for complex machine tools: Methodology and case study. International Journal of Advanced Manufacturing Technology 80 (1–4): 581–590.
Liu, Z.J., H.J. Pi, and M. Xiong. 2015. Study of thermal error modeling of spindle with hydrodynamic Bearing in NC machine tools. Hunan Daxue Xuebao/journal of Hunan University Natural Sciences 42 (4): 1–6.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Qiao, D. (2021). Precision Optimization of Spindle Motion Error Identification for NC Machine Tools. In: Chang, JW., Yen, N., Hung, J.C. (eds) Frontier Computing. FC 2020. Lecture Notes in Electrical Engineering, vol 747. Springer, Singapore. https://doi.org/10.1007/978-981-16-0115-6_81
Download citation
DOI: https://doi.org/10.1007/978-981-16-0115-6_81
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0114-9
Online ISBN: 978-981-16-0115-6
eBook Packages: Computer ScienceComputer Science (R0)