
Abstract
Cotton is going under extensive harvesting conditions all over the countries. Many factors such as variety, geographical climate parameters, traditional points, harvesting and storage experiences, moisture and trash content, and ginning technology are causative on fiber quality. The harvesting and storage time, harvesting methods and instruments, physical storage conditions, and tools are essential factors. One significant factor that affected the final quality of fibers is moisture content at the time of containerization. Fibers include seed cotton is being stocked and wait for the ginning and spinning process. The influencing the quality of the cotton lint and seed concerning varying yellowness, densities, trashes, and storage times should be investigated.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
4.1 Introduction
Matured cotton fibers are the unique fiber has the highest matching with the human body. Different factors affect able on the quality of collected fibers after harvesting the same as geographical condition and effect on weather conditions, cultural experiences and practices, harvesting strategy, storage technics, relative humidity, moisture content, and trash values. Seed types and originality is the initial causative factor taking better fiber quality. Varieties with high or low numbers of plant hairs on the plant parts usually need additional or less cleaning equipment. The main factor that shows harvesting quality is the amount of trash entangled with the cotton. It depends on the picking method (handpicked to mechanize) and the distance of harvesting and spinning. Sometimes maybe at same whether possible to find differences at length, uniformity, micronaire, fiber strength, percent of short fiber, neaps, seed skin particles, While the weather is an essential factor in the strength and fiber color. Usually, weak fibers damage at lint-seed separation or lint cleaning or ginning [1].
4.2 Graphical Cotton Elements Dictionary
It is necessary to know the elements of a cotton plant by some clear pictures include different elements of the cotton plant (Table 4.1).
4.3 Harvesting
There are many differences around the world about the experiences of production, harvesting, and ginning cotton. The experiences are from hand harvesting to full mechanize. Static data report that cotton bale product in the world is about hundred million bales, which 35% harvested by hand; frothy countries harvest more by machine than by hand and the United States, Australia, and Israel harvest 100% by machine.
The harvesting method depends on the cultivation method. Usually, the density of the cotton plant is 62,500 per 10,000 m2, the distance between every row should be 70–80 cm, and the plant distance should be about 20 cm. Harvesting of cotton crops can be executed manually or by harvesting machines. In high-density or high-growth fields, the crop is first harvested when about 20% of the bolls are open, which results in better ventilation of the farm and preventing decay lower boll.
One of the most expensive sections of cotton production is the manual harvesting of cotton. Approximately 30–40% of the price of cotton production is the monetary value of harvesting it. Thus, by reducing this price, it is possible to produce economically and cultivate this product.
The answers of previous years showed that, compared to the two types of manual and mechanical harvesting, a two-row combine harvester of 5 tons/day and harvest 5.3 loads/day were able to collect 5.17 tons of cotton per day. To pick up the same quantity of cotton, assuming 30 kg per day, 583 workers needed per day.
The price difference is significant in hand and machine harvesting, and it further illustrated the necessity of using the harvesting machine. Machine-harvested is more beneficial than hand-harvesting [3].
Research has indicated that although the number of plants per hectare decreases with increasing row spacing, the number of balls per hectare does not vary and does not decrease yield due to better plant separating. Since the leaves had to plant for machine harvesting so that the harvested ones had the more dependable quality, minimum external materials, and fine leaf, “pesticides” were used to get rid of the leaves from the plant before harvesting. Chemical Pesticides used when 60–70% of bolls are open. Some chemical materials help the leaves to fall and to cause sooner mature bolls. It is recommended that we deliver the cotton products to the cotton-ginning factory as quickly as possible after each harvest.
-
1.
To prevent loss of quality,
-
2.
Avoid harvesting premature and decayed bolls
-
3.
Delay harvesting until moisture (dew or rain) is dry.
4.4 Time for Harvesting
Harvesting may be executed in one until three stages, depending on the percentage of mature cotton fiber. The most suitable time for harvesting is the time that most of the boll opened. This state should not waste time because of seasonal rain. Although the harvesting time is different from the type of cotton seeds while there is a reasonable time for all kinds of cotton. Exact times for harvesting depend on the conditional region’s topology, cotton type, cultivating dates, Farm agriculture management, and product selling condition [3]. Usually, if the cotton is sown in the second half of May, the crop can be harvested from 15th November to 15th December [4].
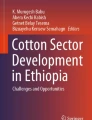
Manual harvesting of cotton usually takes more than one time. The first crop is generally late September to early November. It is urged that the first crop harvested when 60–70% of the boll are open. Usually, harvesting ends in the beginning decade of December because, with the arrival of autumn cold, the remaining bolls will not have the chance to spread. Figure 4.1 displays rows of the cotton plant with flowers and plants with cotton bolls in an agricultural site in Iran.

Rows of the a cotton plant with flowers b plant with cotton bolls in an agricultural site in Iran
In the below table, some type of Iranian cotton and their specifications have been remarked as an example. Time of harvesting related to the time of cultivating, so the time of growing mentioned in column 7 in Table 4.2.
4.5 Harvesting Machines and Attachments
These days, two main classes of machinery are using in the cotton harvesting industry, cotton pickers Fig. 4.2, and cotton strippers Fig. 4.3. While cotton strippers maybe include or exclude field cleaners. Every one of those packages the seed cotton and collects fibers modules. Modules may be produced on board by adding module builders to the machine or maybe creating in the next step in case the machine does not have this structure. So, all types of modules builder are [7]:

Typical spindle-type cotton harvester [8]

Typical striper harvester for cotton [8]
-
1.
General and traditional seed cotton modules
-
2.
Half-modules
-
3.
Circular modules
There is some excellent condition for harvesting by machines. In harvesting by picker and stripper model, it is suitable if plant height should be less than 1.21 m and about 0.6–0.91 m, respectively. Otherwise, the foreign matter will be harvested by machine [8]. The characteristic of the spindle picker machine is pickup open bolls and does not damage the closed bolls, and finally, it is possible picking in various times. The cotton picker can harvest rows with a spacing of 96 cm. Hence it is necessary to cultivate with a spacing of 96 cm [3].
In some cases, soil type, low moisture, and high wind are parameters that force to use the stripper type. Regions the same as Texas, Oklahoma, Missouri, and Kansas in the United States include this limitation and prefer to use stripper type. Spindle and stripper types contain about 6% and 30% of plant parts, respectively, although some strippers equipped with field cleaner that helps to remove 60–70% of the foreign matter [8].
The harvesting components of a spindle picker are presented in Fig. 4.4. Row spacing for spindle pickers should be about 38.1–106.7 cm. This machine can work at 95% efficiency, but generally operated at 85–90% and can pick one bale per hour by one picker and can increase to 12 bales by six-row spindles. The spindle pickers are included main parts that need to maintain that named “spindles, moistener pads, doffers, bearings, bushings, and cam track.” Moisture is necessary for spindles to keep them uninfected and to enhance the attachment of the character to the mandrel. The best time for harvesting by picker is while relative humidity is below 60%, and morning is more suitable to the afternoon because of nearest to advised humidity. For spindles, cleaning pure water is enough, while wetting agents or a soluble oil may also be added to the water. These additives are usually helpful when harvesting rank cotton has green leaves.

Harvesting components of a spindle picker [8]
Two types of strippers are working in the harvesting industry, finger-type, or roll-type. The finger-type is made of multiple metal fingers that can take the angle about 15°–20° angular with the earth. While roll-type strippers use two stripper rolls with angled 30 to the soil and able to going around in opposite directions with the upward direction next to the works, each cast consists of three brushes and three paddles mounted in alternating succession. The comparative data of stripper and picker harvesters show that two-row strippers can pick one bale per hour with a non-selective method and collect about 99% of bolls. This capacity increase for an eight-row model to 15 bale per hour. On the other side, one-row spindle picker able to pick one bale per hour with a selective method and collect just open bolls. This capacity increase for a six-row model to 12 bale per hour.
In 2008 the John Deere company presented the on board module spindle harvester type 7760. This machine was able to deliver cylindrical modules by on-board section simultaneously. Due to the reduction of necessary labor for harvesting, this machine finds good to sell (Fig. 4.5).

The front-side (a) and backside (b) view of JD7760 harvester in an agricultural site in Xinjiang, China
The comparison of numbers of machines used for cotton picking mentioned in 2010 and 2011 was 80 machines of round module machine that included approximately 44% of the 4.2 million harvested bale crop. While this comparison for 2011 and 2012 was 200 machine of round module machines that included approximately 75% of the 4.4 million harvested bale crop. It shows the increase of using harvesting machines at one year and confirmed that the most significant percentage of crop harvested by machines while consuming expensive plastic wrapping is the lack of these machines [9].
JD 7760 is a more industrial machine than “non-module building” with powerful doffers and different airflow dynamics that delivering a higher volume of air across the machine heads. This possibility helps the JD 7760 to harvest cotton with higher moisture content. Consequently, it can start earlier in the morning and harvest longer into the night when moisture levels (dew) is higher. Dynamics airflow may increase concerns about the shortening of the fibers and the generation of entanglements (neaps). The typical recommendation is, “surface moisture should not exceed 12% “during harvesting, and humidity can be measured by a handheld moisture meter. Cotton with a high degree of moist can be prone to fiber degradation, elevating the temperature, more fiber degradation, and finally, module fire. Besides these, quality and reflectance will be affected by different levels of moisture. In particular, soil compaction, more significant color variability, trash content in JD 7760 is the other concerns that justifiable because of the different level of blending in different picking systems [9].
In the 1970s, A&M University of Texas invented the module builder and harvesting technology, and also initial stock changed [7]. Recently all cotton harvested by machine and stored at modules automatically. The figure of the blade can show as the packed brick of cotton fibers and seeds. The United States accepted the below dimensions as standard dimensions for the module is Length (m)/Width (m)/Height (m)/9.75/2.44/2.44.
Typically, 192 kg/m3 packed at a standard size that could be about 12 or 15 cotton bales of stripper-harvested or picker-harvested, respectively. Usually, modules create and fall on the ground and generally covered with tarps to protect from rain and other condition damage. Then trucks pull up the modules by rolling chain floors [7]. Cotton strippers work by stripping seed cotton and lots of burrs, sticks, and remaining leaves from the stalk of the cotton plant. Cotton strippers may have a separating unit called a field cleaner that takes out many of the burrs and sticks from the seed cotton. Seed cotton stripped out by strippers include much trash (burrs, sticks, and leaves), so maybe this type outfit with the filed cleaner unit to help better and cleaner outputs. Figure 4.6a shows one type of stripper.

a Modified stripper roll configuration with one bat and five brushes per stripper roll timed brush to bat and b cotton picker spindle [10]
Cotton pickers use spindles with barbs to take hold of the seed cotton out of the bowl as they spin. Figure 4.6b shows a cotton picker. Finally, after harvesting, there will be a seed, lint, and some amount of trash that packaged and ready for ginning. Accumulated seed cotton dumped into the module builder box. The best level of trash content collected by the stripper with the field cleaner and without the field cleaner, respectively [7]. Cotton strippers with or without field cleaners have an enlarged role in the USA harvesting industry. Recently, two significant producers of harvesting equipment, John Deere (producing cotton strippers in the USA) and Case-New Holland (CNH), developed the models with the capability of packaging modules of seed cotton on board exactly after of cotton picking. Comparison of the main parameters of “John Deere”, “Case-New Holland (CNH)” and “conventional module builders” machines have been detected as follows.
-
John Deere manufactured in the USA, Case-New Holland (CNH) manufactured in Holland and “conventional module builders” manufactured in all countries.
-
“John Deere” and “Case-New Holland (CNH)” both have On-board module builder.
-
“John Deere” produces cylinders shape of the module while “Case-New Holland (CNH)” and “conventional module builders” produce a rectangle shape of the module.
-
Package diameter of “John Deere”, “Case-New Holland (CNH)” and “conventional module builders” is “up to 2.44 m (8 foot)”, “4.88 × 2.44 m (16 × 8 ft)”, 2 * (4.88 × 2.44)” respectively.
-
Package length of “John Deere”, “Case-New Holland (CNH)”, and “conventional module builders” is “2.44 m (8 foot)”, “42.44 m (8 ft)”, 2 * (2.44 m)” respectively.
-
Package density of “John Deere”, “Case-New Holland (CNH)” and “conventional module builders” is “240 kg/m3 (15 lb/ft3)”, “144 kg/m3 (9 lb/ft3)”, 144 kg/m3 (9 lb/ft3)” respectively.
Typically on board packaging modules has a smaller size than a traditional module. Although the on board models are expensive, it economizes because they do not need extra labor and boll buggies for seed cotton handling using conventional module builders.
According to Wilkes, if seed moisture content levels remain below 10% of wet-basis (w.b.), the compressing seed cotton to densities between 112 and 320 kg/m3 (7 to 20 lb/ft3) did not affect fiber quality [10]. Of course, the on-board module builder allows for achieving higher per-capita productivity than a traditional harvester. This reason creates market interest in cotton strippers containing on-board module builders [7]. Curley’s research [11] showed there was 19% trash (picked by a cotton stripper with a field cleaner) and was 38% trash (picked stripper without a field cleaner) for three samples (32, 136, 354) kg and finally advise using the filed cleaners.
4.6 Fiber Quality
The area of mechanized harvesting increased by 10% per year in 2008 and 65% in 2014 [12]. If the comparison is made between hand and machine harvesting, the mechanized will be two grades lower [13]. Because of this effect, 60% of companies unwillingness to buy or use the machine in Xinjiang [14]. Mechanized harvesting has an economic point and an uneconomic point. The economic point is speed harvesting, and the uneconomic point is adding trash to the fibers. It is inevitable to use mechanized harvesting because of the high price of seasonal labor work [12]. In continuation, cleaning is a necessary stage. The first lint-cleaning step is in the harvesting process when 85% of bolls have picked [15]. While hand-harvesting has 10–30% lower foreign matter than auto-harvested [16,17,18], some studies confirmed that lint cleaning reduces the trash and improve HVI (high volume instrument) [19, 20], while some other studies confirm that cleaners decreased fiber length and increase fiber strength [20,21,22,23,24] and increased short fiber index [20, 21, 23,24,25]. Damaging for mature cotton is less than immature cotton during the lint cleaning process [23, 26]. Generally, adding lint cleaners improve HVI. Color and also leaf grade [19]; however, it decreased net returns [27, 28] and has reverse affected on fiber quality [19, 25]. Other researchers [20, 21, 24] published that fiber damage and reducing fiber length and increase short fiber index and nep number is the denouement of the lint cleaning process [21,22,23, 29]. Besides these, Tian et al. [12] compare the first and second lint cleaning process and understand that happen fiber length demolition, and short fiber index was 4.7 and 5.7 fold greater respectively. Some long fiber is lost during lint cleaning at all steps, and at least two-thirds of the fibers lose to the trash [30]. The findings of previous researches support a recommendation for using one stage of lint cleaning to maximum net return [19, 27, 28], especially when foreign matter content or seeds is shallow [26]. Typically, it is possible to omit a stage of lint cleaning [12, 31].
William et al. [32] mentioned that cotton strippers are “non-selective harvesting mechanisms” that pick both mature and immature bolls from the plants, and frequently, there is unwanted vegetative material. So the comparative results of both picker and stripper system mentioned in some note [26, 32,33,34]:
-
Picker has a higher length than the stripper system.
-
Picker is more suitable for ring spinning system.
-
Picker is suitable for end-user yarn with high-count yarns and high-value products
-
Picker harvest mature and open boll while stripper mature and immature boll and finally include higher lint at harvesting.
-
Picker and stripper harvesters’ efficiencies are 85–9% and 95–9%, respectively.
-
Foreign matter, neps, short fiber content, and yellowness increase by stripper method.
-
Foreign matter for picker and stripper is 5–10% and 5–15%, respectively.
-
Fiber micronaire, length uniformity, and reflectance reduce by stripper method.
-
Nep content for picker and stripper is 190 cnt/g and 220 cnt/g, respectively.
Of course, the relative effects of fiber in the table may be different in different years regard to the rate of the mature boll. Moreover, usually, the improvement of technology causes the increase in the results of fiber quality, year by year, that it could see since 2000. The average of UHML was 25.7 mm in 2000 and was 28.6 mm in 2017, whereas strength changed from 27 g/tex in 2000 to 29.5 g/tex in 2017 [11].
At different stripper harvesting, efficient picking requires that bolls well opened with the seed cotton held loosely in the bur (carpel). Picker spindles cannot well remove seed cotton from immature bolls that are not well open or those in which the seed cotton held firmly.
William et al. [32] and several previous researchers have pointed out that the micronaire of picker type is usually upper than of the stripper model because that pickers harvest less immature fibers. Regard to William et all [32] results, the improvements observed in fiber quality and harvest have brought about by a combination of several genetic and production-related developments, including the following:
-
1.
The adoption of new cultivars with higher yield and fiber quality potential;
-
2.
Improved irrigation practices with higher water use efficiency;
-
3.
Boll weevil eradication;
-
4.
Bacillus thuringiensis (Bt) technology to reduce pressure from lepidopteron pests;
-
5.
Herbicide-tolerant genetics and herbicide methods that reduce weed competition and contamination.
4.7 Harvesting Differences
The at least important reason for researching the effect of the harvesting method on quality is in the storage process. Research results can help the store managers to classify the cotton bales according to their specialty, mill necessary, specific usage, and more consistent to end products [9]. Moreover, it is essential to field managers to know which technology is more suitable for harvesting regard to their local and regional (respect to end-user) to employ that technology, and it may help them economically. In this field, Marinus [8] had research to checked the qualities and results depicted as follows [9].
-
1.
The round module had a cylindrical package, and conventional basket harvesting methods had a rectangle package.
-
2.
Fiber quality of round module had lower micronaire
-
3.
CV % (between bales) of the round module was greater
-
4.
There was no significant difference in HVI—upper half-mean length between both Round module and conventional basket harvesting methods.
-
5.
HVI—Micronaire was significantly lesser for the Round module.
-
6.
HVI—Reflectance was significantly higher for the Round module.
-
7.
Trash was lower for the Round module.
HVI. Micronaire for the round module was slightly yet significantly lesser. It could be attributed to harvesting the more fiber, including immature fiber from the top of plants and less trash, precisely, for this reason, HVI. The reflectance for the round module was higher. The CV percentage of fiber quality between bales was significant for the round module system. This attributed to less blending during the sequential ginning of modules in contrast to conventional basket harvesting methods.
Sui et al. [35] compared the three methods of “machine-harvested cotton” include and exclude “pre-cleaned and hand ginned” and “hand-harvesting”. Results show that micronaire fiber quality of machine-harvested cotton that includes pre-cleaned and hand ginned is lower than machine-harvested cotton without pre-cleaned and hand ginned and also hand harvesting and imply that micronaire reduced because picking more immature fiber from flower and differences in trash size comparative to hand harvesting.
Comparison HVI length and strength between “old machine spindle harvesting” and “separate module producing method” and “old machine spindle harvesting and module” and “on board round module” showed there was no significant difference [9].
4.8 The Moisture of Seed Cotton
Hamann [7] evaluated the levels of moisture content and storage time for the samples (including both the fiber and the seed) up to three months from three different cotton-picking methods. Possible storage time of Seed cotton at levels of moisture contents so do not losses quality for four levels of moisture contents include “less than 12% w.b., up to 14% w.b., 15% w.b., above 15% w.b.” was “Minimum thirty days, No more than ten days, No more than ten days, Less than three days” respectively [36].
Samples sealed in plastic containers to have fixed conditions. The test designed by varying levels of density, trash content, and moisture as the input test parameters. Hamann monitoring temperature and oxygen levels during storage time and finally ginning done and fiber quality analyzed. Results confirmed that density is independent of a variety of lint and seeds. Also, the adverse effect of the higher level of moisture content obviously on both the quality and the value of the seed cotton and more marked by increasing the storage time. In fresh products, moisture contents are higher for harvested seed cotton burrs, sticks, and leaves than seed cotton [36]. According to Adams and Karon [37] reports, humidity absorbance for cottonseed in 30 days contiguity of the relative humidity of 93% will increase to 20%. This shows the power absorbance of cotton and, consequently, the power of moisture to decay the cotton modules. Besides this vital effect of humidity, the results of Montgomery and Wooten [38] reported moisture contents could flow from 5 to 16% (at afternoon to morning) and trigger microbial action. Sorenson and Wilkes [36] measured the maximum temperature during 30 days while densities fluctuated from 160 to 224 kg/m3, and moisture content ranges were 8–24.5% w.b., and achieve maximum temperatures of these large samples observed up to 69 °C.
Curley [39] suggests monitoring the moisture and temperature of modules to be aware of microbial activities in a way that if microbial activities are goings-on, then the temperature would increase. Moisture content will increase from 9% at harvesting time to 16% after five days storage, and temperature will increase to 30 °C, and simultaneously growing temperature, yellowness (+b) increasing will be observed [40]. Wilkes [10] reported that sensitively of cottonseed quality was more than cotton fiber quality when subject to high moisture content. Besides, Wilkes mentioned decreasing the germination ability, and free fatty acid content is two main signs of decay seed quality while moisture increases. Germination and free fatty acid decreased and increased respectively, beginning around 12% w.b. of moisture content. Degradation of “cottonseed oil” cause produces a free fatty acid. Increased moisture content creates energy by breaking down triglycerides to free fatty acid [7]. When moisture contents seed cotton elevated 7.5–13.2%, and storage time ranged from 1 to 82 days, free fatty acid will be increased while at 15 days in 13 till 15% w.b. of moisture. The free fatty acid compare to initial levels will be 50 and 130%, and in this range, germination does not have specific change whereas vice versa at moisture level more than 16%, there is not any germination [36, 40, 41].
Besides these results, Hamann tries to bold the effect of moisture on the cotton elements (seed and lint). The test condition could be accounted for briefly (for two constant item PVC containers and three-month storage time), for picker model trash content and density was about 10% w.b., 128 kg/m3, respectively. While the corresponding data for a stripper with field cleaner was 12% w.b. and 192 kg/m3, and for stripper without field cleaner was 14% w.b. and 256 kg/m3. In continuation, Hamann adds trash manually to create suitable trash percent for every type of picker, and results show that trash content is causative factors of yellowness, micronaire, and fiber length of cotton lint, while reflectance is the single causative factor of density. Moreover, the free fatty acid of cottonseed affected by moisture [7].
4.9 Why Is Storage Essential?
Regard to Hamann [7] research from 1960 until 2005, the number of gins factories decreased while the range of bales producers is constant or some extent increased. The reason for reducing the gin manufacturer comes from some point of views:
-
1.
The ginning business is one season occupation, and it is difficult to pay to labor to guarantee labor services.
-
2.
The machinery and technology improved, and productivity increased. So if you assume the production line with constant input, it will be finished sooner in comparison to the previous state.
-
3.
This is a seasonal production, and both of these reasons exacerbate the shortening of the life of these factories.
Therefore, the methods of storing fibers should be revised more powerfully and developed simultaneously.
4.10 Conclusion
Harvesting is one of the basic and unavoidable operations in the process of producing cotton fibers. So far, large and limited companies have been active in this field, and picking machines are based on two common methods of picking boll or picking fibers, each of which has its advantages and disadvantages, which were discussed in detail in this chapter. Factors such as seed quality, relative humidity, fiber maturity, and picking method and time are the most effective factors in the quality of cotton harvesting and storage.
References
Calhoun, D., Bargeron, J., & Anthony, W. An introduction to AFIS for cotton breeders. In Proceedings of Beltwide Cotton Conferences, USA.
Sharma, M. K. (2014). New trends in cotton ginning & cotton seed processing. Bangladesh: Asian Cotton Research and Development Network, a.D.
Norouzieh, D. S. (2014). Technical instructions for planting, harvesting, harvesting and after harvesting cotton. Golestan Province: Institute, I.C.R.
Alishah, D. I. (2012). Introduction to Iranian native cotton. Golestan Province: Institute, I.C.R..
Alishah, D. I. (2012). Quantitative and qualitative characteristics of cotton cultivars in Golestan Province. Golestan Province: Institute, I.C.R..
Haeri, A., & Asayesh, A. (2009). Investigating the situation of cotton in Iran and the world. Tehran: Iranian Textile Industries Association.
Hamann, M. T. (2011). Impact of cotton harvesting and storage methods on seed and fiber quality. Texas A&M University.
Anthony, W. S. (2007). The harvesting and ginning of cotton. 176–202. https://doi.org/10.1533/9781845692483.2.176.
van der Sluijs, M. H. J., Long, R. L., & Bange, M. P. (2014). Comparing cotton fiber quality from conventional and round module harvesting methods. Textile Research Journal, 85, 987–997. https://doi.org/10.1177/0040517514540770.
Wilkes, L., & Brown, J. Seed cotton storage: Effects on seed quality. In Proceedings of Beltwide Cotton Conferences (pp. 215–217).
Faulkner, W. B., Wanjura, J. D., Boman, R. K., Shaw, B. W., & Parnell, C. B. (2011). Evaluation of modern cotton harvest systems on irrigated cotton: Harvester performance. Applied Engineering in Agriculture, 27, 9.
Tian, J. S., Zhang, X. Y., Zhang, W. F., Li, J. F., Yang, Y. L., Dong, H. Y., et al. (2018). Fiber damage of machine-harvested cotton before ginning and after lint cleaning. Journal of Integrative Agriculture, 17, 1120–1127. https://doi.org/10.1016/S2095-3119(17)61730-1.
Wang, Z., & Xu, H. (2011). Survey and development proposal of machine-picked cotton in Xinjiang. China Cotton, 38, 10–13.
Zhang, Y., Tian, S., Zhang, Y., Jia, S., & Xiao, Q. (2015). Survey and promotion of machine harvested cotton in Xinjiang. China Cotton Processing, 2, 18–20.
Hughs, S., Valco, T., & Williford, J. (2008). 100 Years of cotton production, harvesting, and ginning systems engineering: 1907–2007. Transactions of the ASABE, 51, 1187–1198.
Kerby, T., Carter, L., Hughs, S., & Bragg, C. (1986). Alternate harvesting systems and cotton quality. Transactions of the ASAE, 29, 407–412.
Hughs, S., & Gillum, M. (1991). Quality effects of current roller-gin lint cleaning. Applied Engineering in Agriculture, 7, 673–676.
Faulkner, W., Wanjura, J., Boman, R., Shaw, B., & Parnell, C. (2011). Evaluation of modern cotton harvest systems on irrigated cotton: Harvester performance. Applied Engineering in Agriculture, 27, 497–506.
Baker, R., & Brashears, A. Effects of multiple lint cleaning on the value and quality of stripper harvested cotton. In Proceedings of Beltwide Cotton Conference.
Li, C., Thibodeaux, D., Knowlton, A., & Foulk, J. (2012). Effect of cleaning treatment and cotton cultivar on cotton fiber and textile yarn quality. Applied Engineering in Agriculture, 28, 833–840.
Dever, J., Gannaway, J., & Baker, R. (1988). Influence of cotton fiber strength and fineness on fiber damage during lint cleaning. Textile Research Journal, 58, 433–438.
Zurek, W., Greszta, M., Frydrych, I., & Balcar, G. (1999). Cotton fiber length changes in the spinning process on the basis of AFIS measurements. Textile Research Journal, 69, 804–810.
Krifa, M., & Holt, G. (2013). Impacts of gin and mill cleaning on medium-long staple stripper-harvested cotton. Transactions of the ASABE, 56, 203–215.
Xu, H., Cao, J., Ye, W., & Xie, Z. (2014). Influence of saw type lint cleaning on performance of machine stripped cotton. Journal of Textile Research, 35, 35–39.
Ethridge, D. E., Barker, G. L., & Bergan, D. L. (1995). Maximizing net returns to gin lint cleaning of stripper-harvested cotton. Applied Engineering in Agriculture, 11, 7–11.
Wanjura, J., Faulkner, W., Holt, G., & Pelletier, M. (2012). Influence of harvesting and gin cleaning practices on Southern High Plains cotton quality. Applied Engineering in Agriculture, 28, 631–641.
Barker, G., Misra, S. K., & Bennett, B. K. (1997). Lint cleaning stripper-harvested cotton for maximizing producer net returns. Applied Engineering in Agriculture, 13, 459–463.
Nelson, J., Misra, S., Bennett, B., & Barker, G. (1999). Gin lint cleaning to maximize producer net returns revisited. Applied Engineering in Agriculture, 15, 621–626.
Abbott, A., Higgerson, G., Long, R., Lucas, S., Naylor, G., Tischler, C., et al. (2010). An instrument for determining the average fiber linear density (fineness) of cotton lint samples. Textile Research Journal, 80, 822–833.
Hughs, S., Armijo, C., & Foulk, J. (2013). Upland fiber changes due to ginning and lint cleaning. Journal of Cotton Science, 17, 115–124.
Anthony, W. (2000). Methods to reduce lint cleaner waste and damage. Transactions of the ASAE, 43, 221.
Wanjura, J. D., Armijo, C. B., Delhom, C. D., Boman, R. K., Faulkner, W. B., Holt, G. A., et al. (2019). Effects of harvesting and ginning practices on Southern High Plains cotton: Fiber quality. Textile Research Journal, 89, 4938–4958. https://doi.org/10.1177/0040517519844215.
Wanjura, J. D., Armijo, C. B., Delhom, C. D., Boman, R. K., Faulkner, W. B., et al. (2019). Effects of harvesting and ginning practices on Southern High Plains cotton: Fiber quality. Textile Research Journal, 0040517519844215.
Kelley, M. S., Wanjura, J. D., Boman, R. K., & Ashbrook, C. Harvest timing and techniques to optimize fiber quality in the Texas High Plains. In Proceedings of National Cotton Council Beltwide Cotton Conference, Lubbock, TX (pp. 41–46).
Sui, R., Thomasson, J. A., Byler, R. K., Boykin, J. C., & Barnes, E. M. (2010). Effect of machine-fiber interaction on cotton fiber quality and foreign-matter particle attachment to fiber. Journal of Cotton Science, 14, 145–153.
Sorenson, Jr., J., & Wilkes, L. (1973). Quality of cottonseed and lint from seed cotton stored for various periods of time before ginning. In Proceedings of Seed Cotton Handling and Storing Seminar (pp. 41–67).
Karon, M., & Adams, M. E. (1948). Note on the hygroscopic equilibrium of cottonseed and cottonseed products. Journal of the American Oil Chemists’ Society, 25, 21–22.
Montgomery, R. A., & Wooten, O. (1958). Lint quality and moisture relationships in cotton through harvesting and ginning. US Department of Agriculture, Agricultural Research Service.
Curley, R., Roberts, B., Kerby, T., Brooks, C., & Knutson, J. Effect of seed cotton moisture level and storage time on the quality of lint in stored modules. In Proceedings of Beltwide Cotton Production Research Conferences, USA.
Curley, R., Roberts, B., Kerby, T., Brooks, C., & Knutson, J. Effect of moisture on moduled seed cotton. In Proceedings of Beltwide Cotton Production Research Conferences, USA.
Harris, W., & Wamble, A. C. (1967). Deterioration of cottonseed meats during storage. Journal of the American Oil Chemists’ Society, 44, 457–459.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Dadgar, M. (2020). The Harvesting and Ginning of Cotton. In: Wang, H., Memon, H. (eds) Cotton Science and Processing Technology. Textile Science and Clothing Technology. Springer, Singapore. https://doi.org/10.1007/978-981-15-9169-3_4
Download citation
DOI: https://doi.org/10.1007/978-981-15-9169-3_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9168-6
Online ISBN: 978-981-15-9169-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)