
Abstract
Ultrasonic machining is one of the advanced machining processes, utilized for machining hard and brittle materials viz. ceramics, glass, titanium–aluminium composites, etc. for drilling operation with high precision. Horn is one of the important components in the ultrasonic machining process, which transfers longitudinal vibration from the transducer to the tool end. The present investigation considers the design of a simple three-dimensional cylindrical horn using different materials (aluminium, titanium, steel, stainless steel and mild steel) in dynamic conditions. COMSOL multiphysics, a finite element software, is used to investigate the effect of the materials on the horn performance. The results are presented in terms of amplitude, mode shape, and von Mises stress. The analysis results showed that aluminium is one of the suitable materials for horn design followed by titanium, steel, stainless steel, and mild steel. The aluminium horn showed a high amplitude of vibration at the horn end (20.12 μm) at the frequency of 18,445 due to the low damping coefficient. Other materials titanium (12.266 μm), steel (7.134 μm), mild steel (7.036 μm) and stainless steel (6.145 μm) have also shown reasonable amplitude at appropriate applied natural frequency.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The recent development of hard, tough, and brittle materials for aerospace automotive, textile, medical, etc. industries creates challenges for the manufacturing industry. The hard and heat resistant material and brittle materials show difficulty in machining using a conventional machining process. Advanced machining processes are the most suitable for machining the hard and brittle material. Ultrasonic machining (USM) is one of the preferred methods for machining hard and brittle material due to its high accuracy and surface finish. The USM process depends on the parameters like frequency, amplitude, the flow of abrasives, temperature and design of horn. In USM, the horn is one of the major components used for transmission and amplification of the ultrasonic vibration from the transducer to the cutting tool. The machining process is largely dictated by the design and material of the horn. Amin et al. [1] studied four types of horn geometry (cylindrical, conical, stepped, exponential) for horn materials (Steel AISI-4063) and suggested that a new horn design considering the upper end with hole and tooltip at the free end. The suggested horn profile has an advantage in the case of material removal rate and safer working stress over other horn profiles mentioned earlier [1]. Nad [2] studied dynamic characteristics of the horn (amplification factors and natural frequencies) in the resonant state for different geometrical shapes viz. cylindrical, tapered, exponential, stepped. The study revealed that the efficiency and performance of ultrasonic machining systems depend on the design of the horn [2]. Rani et al. [3, 4] investigated the effect of horn geometry (i.e. cylindrical, Gaussian, catenoid, stepped, bezier) on the generation of von Mises stresses and amplitude during ultrasonic welding. Bezier profile horn has shown a high amplitude within the permissible stress limit. They further designed and experimentally tested horn for ultrasonic welding; the results showed that the titanium horn achieved high amplitude with a low rise in temperature compared to aluminium, mild steel, and stainless steel horn [3, 4]. Roy et al. [5] concluded that circular hollow horns made with titanium showed better magnification factors and lower stress compared to conical and exponential horns. Lin [6] studied ultrasonic sinusoidal horns made up of hard aluminium. He further studied movement of sinusoidal horn in the torsional and longitudinal direction. The result reveals about the sinusoidal horn had a large mechanical amplitude [6]. Lin et al. [7] purposed an adjustable longitudinal step-type ultrasonic horn using aluminium alloy. The author used a non-traditional way to improve the steeped Al alloy horn performance by varied the electric impedance and location of piezoelectric material [7]. Rosca et al. analysis [8] designed and characterized by an axisymmetric ultrasonic horn using steel. It had the specific working frequency, nodal point position, and amplification factor. The designed ultrasonic horn showed a frequency of around 19,900 Hz with an amplification factor at 5. Results revealed that the purposed horn has higher accuracy in terms of placing of nodal points which altogether help in the better analysis [8]. Wang et al. [9, 10] developed a bezier profile horn using stainless steel for the cutting process. The design showed a reduction of penetration force during cutting material with high displacement [9, 10]. Nguyen et al. [11] studied different horn geometry (i.e. stepped, catenoidal, bezier, ounbs, nurbs) made up of stainless steel for ultrasonic welding. The joints welded by the bezier horn had maximum bonding strength while comparing with the catenoidal and stepped horn [11]. Seah et al. [12] designed conical and stepped horns using the empirical equation. The experimental results revealed that stepped horns suffer from stress concentration [12]. Xiao et al. [13] designed and manufactured an ultra-long horn using titanium alloy for machining deep hole parts with 1/2 wavelengths. For design, the four-terminal network method is used and calculates the transition of different geometric horn studied cases viz. conical and sinusoidal. Their results showed that resonant frequency, width, stiffness for the conical case are larger. In the case of a sinusoidal horn, the vibration frequency is stable and has higher magnification [13]. Fu et al. [14] designed a barbell horn operated at full wavelength longitudinal vibration. Full wavelength horn is helpful to improve in the transfer of the acoustic energy of the ultrasonic oscillatory system operated in the longitudinal vibrational mode and obtained the resonance frequency equations [14]. Xu et al. [15] designed a cup-shaped horn with wavelength with the consideration of natural frequency equations. It revealed that the cup-shaped horn has a distinctive equivalent circuit with good vibrational performance. The horn showed a high amplitude of the operating mode with uniformity of amplitude at the working surface [15]. Kumar et al. [16] studied about free vibration response of laminated composite and sandwich shell model based on higher-order zigzag theory (HOZT). The proposed FEM satisfies the inter-laminar shear stress, hence most suitable to model sandwich shells along with composite shells [16]. Anish et al. [17] investigated the influence of openings and additional mass on free vibration analysis of laminated composite sandwich skew plates using improved higher-order shear deformation theory (IHSDT). FE model based on IHSDT has been coded in FORTRAN [17].
Numerous studies have been done on ultrasonic horn design and material. Research groups have studied the effect of ultrasonic vibration on limited materials. An attempt has been made to analyze the characteristics of different horn materials at similar conditions using the finite element method. The numerical analysis provides a clear view of the effect of horn material on longitudinal displacement, von Mises stress, and frequency. For the current analysis, a simple cylindrical horn has been selected. The cylindrical horn can be easily manufactured and it is easy to modify the existing design of cylindrical horn, which makes it a preferred choice in industrial applications.
2 Numerical Analysis
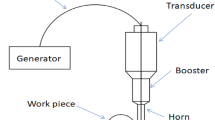
A cylindrical horn of diameter 17.5 mm and length 130 mm was developed as shown in Fig. 1. The structural and harmonic response of the cylindrical horn model was analyzed using a commercial finite element analysis software (COMSOL multiphysics). To study the effect of material on the ultrasonic horn, five different materials viz. aluminium, titanium, mild steel, stainless steel, and steel were considered. The different properties of the material are tabulated in Table 1. The relationship between Young’s modulus (E) and density (δ), speed the sound (Cc) can be represented as Cc = (E/δ)1/2.

Ultrasonic horn and its components and cylindrical model (meshed) used for numerical analysis
Following assumption are considered for the numerical analysis of cylindrical horn.
-
i.
The material is assumed to be linearly elastic in nature.
-
ii.
Displacement amplitude is equal to the wavelength of the horn.
-
iii.
Horn motion is irrotational.
-
iv.
The walls of the horn are perfectly rigid and smooth.
-
v.
The effect of forces like viscosity, gravity, external force, and friction has not considered.
-
vi.
The horn was subjected to a frequency range of around 18–20 kHz.
2.1 Governing Equation
The governing equations are used that have been numerically solved can be expressed as:
Equation of motion for free vibration,

M, B, K, u, ů, ü denotes inertial force, damping force, stiffness, displacement, velocity, and acceleration, respectively.
For natural frequency in the object,
ρ, ω, S, u indicates the density of the material, angular frequency, stress, displacement, respectively.
For the travel of frequency in the wall of the following equation used,
ρc, Pt, qd, Keq, Qm shows the density of the material, total pressure, dipole domain source, wavenumber used in the equation, monopole domain source, respectively [18, 19].
2.2 Boundary Condition
The boundary conditions used to solve Eqs. (1)–(3) are summarized as follows:
-
i.
Horn is assumed to be rigidly fixed with transducer end.
-
ii.
Boundary normal component of velocity and acceleration is considered as zero, i.e.
$$- n.\left( { - \frac{1}{{\rho_{c} }}\left( {\nabla P_{t} - q_{d} } \right)} \right) = 0$$ -
iii.
The damping of the materials considered zero.
-
iv.
A frequency amplitude is applied at the transducer–horn interface.
2.3 Numerical Solution Methodology and Mesh Quality Evaluation
A commercial finite element analysis software (COMSOL multiphysics) was used to solve the governing Eqs. (1)–(3) along with the boundary conditions of cylindrical horn made of different materials. Prior to detailed modal analysis, a mesh sensitivity evaluation is conducted for the present study. The free tetrahedral mesh is generated for the entire present geometry. Mesh size varied between 5505–43,490, for analysis to check the effect of meshing and find the correct size of the mesh for the analysis. The effect of mesh size and displacement of the horn (amplitude of vibration) subjected to ultrasonic frequency has been shown in Table 3. The corresponding results are presented in the form of a graph in Fig. 2. The present study is divided into two studies. One is to find natural frequency of cylindrical horn. The computational time taken for first study is 478 s. Another one is to determining amplitude and von Misses stress for cylindrical horn. The computational time taken for another study is 144 s. There was 12 different mesh used for the selection of the size of mesh element over 5 different materials. There is a sharp drop in result for the mesh elements 5505–21,428 due to increase in mesh elements. The results also showed minimization of error by increasing the mesh element size (in between 40,158 and 43,490), the error in the 0.004% error with the increase in the number of mesh elements from 40,158 to 43,490. However, the increase in the number of elements enhances the computation time. A trade-off is finalized between computational accuracy and computational time. As a result, the number of domain elements, boundary elements, edge elements are selected as 40,158, 2980, 204, respectively. Furthermore, the maximum element size i.e. 3.7 mm is considered for the entire domain of cylindrical horn. Shear locking is avoided in present work by using finer element meshes using mixed interpolated tensorial components (MITC) schemes [20].

Variation of amplitude with the number of elements
2.4 Model Validation
The correctness of the numerical study has been validated by comparing the results of the present study (Al horn design) with earlier published research papers under similar conditions [3]. Figure 3 shows the amplitude and von Misses stress obtained for aluminium horn compared with earlier studied. A negligible difference in results can be obtained.

Comparison of displacement amplitude and von Mises stress with a previous study [1]
3 Result and Discussion
In this study, the effect of the different material configuration of the cylindrical horn is numerically analyzed. Five different materials are carried out for investigation viz. aluminium, titanium, stainless steel, mild steel, and steel. The natural frequency of the materials varied around 18–20 kHz. The results are in the form of dynamic conditions for horns in the modal analysis are presented in the subsequent sections as shown in Table 2.
3.1 Modal Analysis
The natural frequency of the horn is deduced from the modal analysis where different mode shapes are generated by a mechanical system at a specific frequency due to the specific pattern of vibration which is shown in Table 3 and Fig. 4. Table 3 clearly shows that the natural frequency of the horn completely depends on the material properties which varies between 18,445 and 19,354 Hz for aluminium, steel (AISI-4063), mild steel, and stainless steel. It would be observed that the horn made of aluminium showed the high amplitude of vibration, i.e. maximum displacement of 20.12 µm at the end of the horn. Similarly, titanium showed amplitude about 12.266 µm, mild steel, and stainless steel shows the amplitude of 7.036 and 6.145 µm, respectively, at the end of the horn. The von Mises stress developed in these materials is around 40 MPa. The aluminium showed better behaviour of ultrasonic wave transfer and high amplitude at the end of the horn. However, the selection of the material for horns is also on mode shape. Mode shape for the Al horn showed (Fig. 4a–d) that close to natural frequency, i.e. at 18,445 Hz (mode shape 2). The numerical simulation showed that the improper axial movement is observed for the aluminium horn especially for mode 1, 3 and 4 (refer Fig. 4). Similar results are also observed for material made of titanium, stainless steel, and mild steel. Effect of mode shape for Al has already reported by earlier published articles.

Different mode shapes of cylindrical shaped aluminium horn at different eigen frequency
3.2 Harmonic Analysis
From the base end of the transducer, frequency is applied at the top of the horn. The analysis indicates (from the mode shape) that there is a flow of frequency from the top end to the bottom end of the horn uniformly at its natural frequencies. The amplitude of vibration gradually increases along the axis of the horn approaches to a minimum and again increases reach to the maximum at the lower part of the horn due to that there is a formation of wave shape in the horn. It is due to the wavelength of the horn which travels between horns [2]. It is also shown that the amplitude of vibration around 20.12, 12.266, 7.134, 7.036, 6.145 μm for aluminium, titanium, steel, mild steel, and stainless steel, respectively, at the bottom portion of the horn. The variation in the amplification factor is due to the relationship between the density of the material and Young’s modulus of the materials [4]. The von Mises stress depends upon the geometrical shape of the horn, and in this study, a simple cylindrical horn is considered. von Mises stress depends upon yield stress of the material, and since in this horn there is the load applied axially, there is the very minute difference between von Mises stress upon different materials. Generally, von Mises stress is considered when complex loading applies throughout the system.
4 Conclusion
The present work showed that the simple cylindrical horn made of aluminium, titanium, stainless steel, and mild steel can be successfully utilized for ultrasonic frequency transmission. The increase in the amplitude of the vibration at the end portion of the cylindrical horn provides the opportunity to use it for ultrasonic machining, welding, etc. The result of the numerical analysis can be considered as follows:
-
I.
Aluminium is observed to be one of the best material among mild steel, stainless steel, titanium due to high amplitude at the end of the horn.
-
II.
Mode-shaped analysis confirms that for aluminium mode2 (frequency: 18,845) found to be suitable. In other modes, the proper longitudinal transmission of the vibration has not occurred. The improper flow of the frequency makes the horn unsuitable for utilization.
-
III.
The amplitude at the end of the horn is observed to be 20.12, 12.266, 7.134, 7.036, and 6.145 for aluminium, titanium, steel, mild steel, and stainless steel, respectively. The aluminium horn showed is the high amplitude of vibration due to its low damping coefficient and followed by titanium, steel, mild steel, and stainless steel.
References
S.G. Amin, M.H.M. Ahmed, H.A. Youssef, Computer-aided design of acoustic horns for ultrasonic machining using finite-element analysis. J. Mater. Process. Technol. 55, 254–260 (1995)
M. Nad, Ultrasonic horn design for ultrasonic machining technologies. Appl. Comput. Mech. 4, 79–88 (2010)
M. Roopa Rani, R. Rudramoorthy, Computational modeling and experimental studies of the dynamic performance of ultrasonic horn profiles used in plastic welding. Ultrasonics 53, 763–772 (2013)
M. Roopa Rani, K. Prakasan, R. Rudramoorthy, Studies of thermo-elastic heating of horns used in ultrasonic plastic welding. Ultrasonics 55, 123–132 (2015)
S. Roy, Design of a circular hollow ultrasonic horn for USM using finite element analysis. Int. J. Adv. Manuf. Technol. 93, 319–328 (2017)
S. Lin, Study of the longitudinal torsional composite mode exponential ultrasonic horns. Ultrasonics 34, 757–762 (1996)
S. Lin, H. Guo, Xu. Jie, Actively adjustable step-type ultrasonic horns in longitudinal vibration. J. Sound Vib. 419, 367–379 (2018)
I.-C. Rosca, M.-I. Pop, N. Cretu, Experimental and numerical study on an ultrasonic horn with shape designed with an optimization algorithm. Appl. Acoust. 95, 60–69 (2015)
D.-A. Wang, H.-D. Nguyen, A planer Bezier profiled horn for reducing penetration force in ultrasonic cutting. Ultrasonics 54, 375–384 (2014)
D.-A. Wang, W.-Y. Chuang, K. Hsu, H.-T. Pham, Design of a Bézier-profile horn for high displacement amplification. Ultrasonics 51(2), 148–156 (2011)
H.-T. Nguyen, H.-D. Nguyen, J.-Y. Uan, D.-A. Wang, A nonrational B-spline profiled horn with high displacement amplification for ultrasonic welding. Ultrasonics 54(8), 2063–2071 (2014)
K.H.W. Seah, Y.S. Wong, L.C. Lee, Design of tool holders for ultrasonic machining using FEM. J. Mater. Process. Technol. 37, 801–816 (1993)
C. Xiao, B. Han, Research and design of ultra-long ultrasonic horn. J. Inst. Eng. India Ser. C, 1–8 (2018)
Fu. Zhiqiang, X. Xian, S. Lin, C. Wang, Hu. Wenxu, G. Li, Investigations of the barbell ultrasonic transducer operated in the full-wave vibrational mode. Ultrasonics 52, 578–586 (2012)
Xu. Long, Investigation of a cup-shaped ultrasonic transducer operated in the full-wave vibrational mode. Ultrasonics 59, 108–118 (2015)
A. Kumar, A. Chakrabarti, P. Bhargava, Vibration of laminated composites and sandwich shells based on higher order zigzag theory. Eng. Struct. 56, 880–888 (2013)
Anish, Ajay Kumar, and Anupam Chakrabarti, Influence of openings and additional mass on vibration of laminated sandwich rhombic plates using IHSDT. J. Thermoplastic Compos. Mater. 33(1), 3–34 (2018)
COMSOL, Structural mechanics module user’s version 5.4, 1998–2018
COMSOL, Acoustics module user’s guide version 5.4, 1998–2018
K.-J. Bathe, E.N. Dvorkin, A four-node plate bending element based on Mindlin/Reissner plate theory and a mixed interpolation. Int. J. Numer. Meth. Eng. 21(2), 367–383 (1985)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chandan, G.K., Sahoo, C.K. (2021). Numerical Analysis on a Selection of Horn Material for the Design of Cylindrical Horn in Ultrasonic Machining. In: Pandey, K., Misra, R., Patowari, P., Dixit, U. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-7711-6_14
Download citation
DOI: https://doi.org/10.1007/978-981-15-7711-6_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-7710-9
Online ISBN: 978-981-15-7711-6
eBook Packages: EngineeringEngineering (R0)