
Abstract
The fast exhaustion of fossil fuels and problems with environment are activating the researches on alternative fuels. The exploitation of wastes will lead the saving in the original feed stocks used. The waste oil will be the source for extra damages to the environment when it discarded in the ground or in water sources. Out of many waste oils (waste cooking oils, waste transformer oils, waste engine oils), the waste ayurvedic oil (WAO) observes a minimal attention as alternate fuels utilized. In a year, more than one lakh liters of ayurvedic oil after treatment is getting wasted in India, and disposing the oil becomes very crucial process. The WAO has converted as methyl ester using transesterification process as waste ayurvedic oil methyl ester (WAOME). Furthermore, the lubricating engine oil, i.e., SAE20W40, was contaminated with WAO as an identified percentage of 15 and 30%. Further, the utilization of real-time cylinder liner/piston ring tribo pair material is investigated using pin-on-disc tribometer under standard test condition. The tribological experimentations were done as per the standard ASTM G99 with an applied load of 50, 100, and 150 N; sliding speed 500 rpm; sliding distance 1000, 2000, and 3000 m; and for the period of totally five hours. For this present investigation, response surface methodology-based D-optimal design was used to get the optimized results. The test results clear that the WAOME contaminated lubricant gives the reduction in friction and wear rate when compared with synthetic oil. After the investigation, the wear surfaces of pin were examined by scanning electron microscopy (SEM). The complete results of this investigation expose that the addition of 30% waste ayurvedic oil with the synthetic-based lubricant results a healthier performance and good anti-wear characteristics. The waste ayurvedic oil blend can be utilized as an alternate fuel which is ecofriendly in the nature and partial replacement of petroleum-based fossil fuels.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In ever growing industrialization and the present world condition, it largely depends on petroleum-based fossil fuels in a wide areas of power generation, fuels for vehicles, and ever burning area of agriculture sectors. The hike in the fuel price, partial standby of petroleum oils, and constantly fluctuating emission regulations enforced the investigators which made keen to travel on alternative fuels [1]. The cumulative attention in the research on alternate fuels given that it not meant only for the escape from the petroleum-based fossil fuel crisis and similarly reduce the gases being discharged in the process of combustion of these fuels [2]. The conventional oil from petroleum oil producing fields presently establishes roughly 85% of the global liquid fuel mix and is predictable to weakening at a rate of 4.07% per year after 2010 [3]. Obviously, researchers have found different biomass-based liquid fuels such as alcohol, biodiesel, and other liquid fuels synthesized and characterized from the various crops, plants, and different waste oil sources as alternate fuel [4]. On the other hand, the use of edible and non-edible vegetable oil makes the method of production of biofuels that are more expensive. An investigation on production of biodiesel from several resources reveals that the input source itself costs nearly 75% of the entire cost of production of biodiesel [5]. The utilization of low-cost feedstock such as waste frying oils, waste vegetable oils, waste transformer oils, waste engine oils, and non-edible oils in biodiesel process should help as inexpensive in price with petroleum-based diesel [6,7,8]. Among many researches based on the many oil and waste oil studies, the waste ayurvedic oil (WAO) has gained a miniature attention to the researchers. Balakumar et al. [9] investigated the most common way to produce biodiesel via transesterification process, which refers to a catalyzed chemical reaction connecting to WAO and an alcohol to fatty acid methyl esters and glycerol. In IC engines, the various engine components produce friction between the metal–metal contact, which in-turn reduces the engine life, and hence, lubricity behavior of fuel is one of the most predominant factors in extending engine reliability [10].
Masarof et al. [11] investigated the wear and frictional characteristics of palm and calophyllum inophyllum biodiesel blends in addition to performance and emission behavior. They confirmed that 20% of palm oil biodiesel blend displayed the favourable engine performance, lower emissions together with better lubricating performance. Dae et al. [12] investigated the utmost typical factor of friction and wear loss in engine cylinder liner and piston ring combination pair with the synthetic oil lubricant SAE5W40. Holmberg et al. [13] approximately 70% of the mechanical power loss in the engines is especially due to friction. The more frictional losses of about 30% of engine is engine bearings and cylinder liner-piston ring pair. There are many parameters that are influencing the friction and wear characteristics in pin on disc to optimize the process parameters, and the design expert software was used to optimize the optimum values. Arumugam and Sriram [14] investigated the rapeseed oil-based biolubricant, which decreases the coefficient of friction and wear as compared to biodiesel and diesel-contaminated lubricating oil and synthetic lubricant (SAE20W40). By viewing the surface, the rapeseed oil-based biolubricant produces evener surface than biodiesel-contaminated lubricating oil. Myers et al. [15] and Rajmohan et al. [16] investigated about the response surface methodology (RSM) is an important division of experimental design. An optimal experimental plan can be calculated by the use of the methodology of optimal experimental design for parameter approximation. From the above studies, it is clear that the RSM-based mathematical model is used for modelling and analyzing the tribological characteristics of cylinder liner and piston ring tribo pair lubricated by synthetic oil contaminated by WAOME.
2 Materials and methods
The input waste source, i.e., WAO, was received from Sri Jayendra Saraswathi Ayurveda College and Hospital, Chennai, India. The WAO was filtered to eliminate unwanted impurities. Initially, to convert the WAO, the methoxide of 400 ml and WAO 1400 ml was mixed entirely and heated in a triple neck flask at 55 °C for one hour using transesterification test setup, and the heated mixture was transferred to a separating funnel to settle for half a day to separate the glycerol. Then, the detached methyl ester was collected and heated for 60 °C and above to eliminate the additional alcohol. The bubble wash was done with distilled water to remove the excess alcohol, catalyst. Finally, the WAOME was contaminated with SAE20W40 blends that were prepared. In this investigation, WAO was added with a synthetic lubricant (SAE20W40) in the ratios of SAE20W40; WAO15 (SAE20W40+WAOME15%); WAO30 (SAE20W40+WAOME30%). Table 1 shows the properties of WAO biodiesel blends and diesel fuel.
The typical pair of cylinder liner/piston ring pair material is studied using pin-on-disc tribometer. The disc was made of AISI-316 material and the pin was made of AISI-304 were machined as specified by the tribometer machine supplier, and the heat treatment was carried out for the pins to achieve the essential hardness. Specifications of the pin-on-disc tribometer are: maximum load = 50–150 N; maximum sliding distance = 1000–3000 m; maximum disc rotating speed = 500 rpm;
The purposes of using RSM is to improve the quality, including decrease in variability and improvement in the process and product performances. Further, the D-optimal design is used as another method to formulate the optimal design when some categorical factors are considered in the testing. An RSM-based D-optimal design was used for designing the tribological experiments to be investigated using pin-on-disc tribometer to optimize the output responses of coefficient of friction (COF) and specific wear rate (SWR). An experimental plan of three factors like two numerical and one categorical factor in D-optimal design based on RSM was used to do the experiments using pin-on-disc tribometer. The load and sliding distance were nominated as the numerical factors, and the lubricating oil was categorical factor. Both the factors were considered at three levels as given in Table 2, and as per the D-optimal design, 22 experimentations were carried out and listed in Table 3.
3 Results and discussion
In order to discuss about the tested materials, it needs to analyze the coefficient of friction, specific wear rate, and analyze its surface roughness and SEM morphology. The values of statistical correlation coefficients, ‘R2’, value 0.831264972 and specific wear rate, ‘R2’ value 0.785877281 for the optimized model clearly gives the clue about the correctness of the recommended model. In this investigation, the concluding quadratic models given in the real terms about coefficient of friction and specific wear rate are represented in Eqs. 1–2. Each categorical factor has a separate equation that estimates the output responses based on the lubricant samples and the numerical factors. The positive and negative values indicate that the increase in the COF and SWR in association with the variable input parameters.
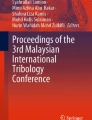
The discrepancy in COF and SWR with applied load and sliding distance for the different contaminated lubricant with WAOME and synthetic lubricant mixtures is represented as a 3D graph in Fig. 1a, b. From Fig. 1a, it can be seen that the COF rises with increase in sliding distance and increasing load and reaches the extreme level. For maximum sliding distance with maximum load, the COF is high due to more pressure acting between the disc and pin materials. The COF value fluctuates between 0.154 and 0.298. The synthetic lubricant gives more COF than the WAOME due to more ester content present in the mixture. The results were consistent with Singh et al. [17].

3D response surface plot for a COF, b SWR
3.1 Specific Wear Rate
Figure 1b represents the 3D response surface plot of specific wear rate regarding sliding distance and load configuration. From the graph when the applied load and sliding distance increases, the SWR reaches the maximum level. However, for higher load, the SWR is high, and it is minimally reduced with increase in the sliding distance. The SWR value fluctuates between 0.00011 and 0.00036 mm3/Nm. The reduction in the SWR is due to WAOME acting as a better anti-wear additive between the mating parts [17].
Figure 2 shows the ramp function that signifies each input and output parameter responses. The dot on each ramp specifies the desired input parameters corresponding to the minimal COF and specific wear rate. From the ramp function plots, it is clear that a load of 750 N, sliding distance of 3000 m, lubricating oil of SAE20W40+30% WAOME were essential to reduce the COF as 0.153995 and specific wear rate of 7.4283 × 10–5 mm3/Nm and the corresponding desirability value is 0.917.

Ramp function
In accumulation to the SEM analysis, the surface profile for the investigated pin was studied to estimate the surface roughness such as synthetic lubricating oil and contaminated oil. The surface profilometer evaluates the texture of the surface profiles and produces many parameter such as average roughness (Ra), root mean square height (Sq), arithmetic mean height (Sa), and maximum peak height (Sp) as given in Table 4.
The surface profiles of tested pins are shown in Fig. 3a–c. From the surface profilometry, it is understood that average roughness values are minimal for WAO30 lubricant about 3.164 μm compared to WAO15 and SAE20W40. Similarly, for other lubricants, viz WAO15 and SAE20W40, the Ra value is about 3.491 μm and 3.536 μm, respectively.

Surface profile a WAO30, b WAO15, c SAE20W40
3.2 SEM analysis
After the optimization process, the experiments with various parameters were investigated, and the optimal pin samples were examined using scanning electron microscope (SEM) which is shown in Fig. 4a–c. There were more pits, and deep grooves and cracks were observed in the synthetic lubricant. However, the WAO contaminated lubricant gives better scuffing between the mating parts which leads less cavities and shallow grooves [11]. From the SEM images, it is clear that when the ester concentration increases which means the higher viscosity that results to maintain a good fence between the mating parts like disc and pin materials.

SEM images of pin a SAE20W40, b WAO15, c WAO30
4 Conclusions
The response surface methodology-based D-optimal method was applied to optimize the coefficient of friction and specific wear rate using pin-on-disc tribometer. The results were concluded as follows:
-
The RSM-based D-optimal model was used to analyze the WAO contaminated lubricant which gives the desirability value of 0.917.
-
The optimized values of load, sliding distance, and lubricants were 75 N, 3000 m, and WAO30, and the values of COF and SWR were noted as 0.153995 and 7.42832E-005.
-
As per the surface profile, the WAO30 produces the minimal average roughness value as 3.164 μm than the other blends.
-
The morphology of the wear surface of tested pins were investigated using SEM. The worn surface of the pin material lubricated with WAO30 is shows as smoother surface as compared to other blended lubricant and synthetic lubricant.
References
Ong HC, Silitonga AS, Masjuki HH (2013) Production and comparative fuel properties of biodiesel from non-edible oils: jatropha curcas, sterculia foetida and ceiba pentandra. Energ Convers Manage 73:245–255
Brennan L, Owende P (2010) Biofuels from microalgae—a review of technologies for production, processing, and extractions of biofuels and co-products. Renew Sustain Energ Rev 14:557–577
Owen NA, Inderwildi OR (2010) The status of conventional world oil reserves hype or cause for concern. Energy Policy 38(8):4743–4749
Devan P, Mahalakshmi NA (2009) study of the performance, emission and combustion characteristics of a compression ignition engine using methyl ester of paradise oil–eucalyptus oil blends. Appl Energy 86:675–680
Yadav SPR, Saravanan CG, Vallinayagam R, Vedharaj S, Roberts WL (2015) Fuel and engine characterization study of catalytically cracked waste transformer oil. Energ Conv Manage 96:490–498
Zheng S, Kates M, Dube MA, McLean DD (2006) Acid-catalyzed production of biodiesel from waste frying oil. Biomass Bioenerg 30:2670–2672
Balakumar R, Sriram G, Arumugam S (2018) Waste ayurvedic oil as a engine fuel—a review. Adv Sci Eng Med 10(3):249–254
Zhang Y, Dube MA, McLean DD, Kates M (2003) Biodiesel production from waste cooking oil: 1. Process design and technological assessment. Bio resour Technol 89:1–16
Balakumar R, Sriram G, Arumugam S, Shree Navin A (2018) Analysis on tribological characteristics of waste ayurvedic oil biodiesel blends using four ball tribometer. IOP Conf Ser Mater Sci Eng 390: 012080
Fazal M, Haseeb A, Masjuki H (2011) Biodiesel feasibility study: an evaluation of material compatibility; performance; emission and engine durability. Renew Sustain Energy Rev 15:1314–1324
Mosarof MH, Kalam MA, Masjuki HH, Alabdulkarem A, Ashraful AM, Arslan A, Rashedul HK, Monirul IM (2016) Optimization of performance, emission, friction and wear characteristics of palm and Calophyllum inophyllum biodiesel blends. Energy Convers Manag 118:119–134
Dae HC, Sung AL, Young ZL (2010) The effects of surface roughness and coatings on the tribological behavior of the surfaces of a piston skirt. Tribol Trans 53:137–144
Holmberg K, Andersson P, Erdemir A (2011) Global energy consumption due to friction in passenger cars. Tribol Int 47:221–234
Arumugam S, Sriram G (2012) Effect of bio-lubricant and biodiesel-contaminated lubricant on tribological behavior of cylinder liner–piston ring combination. Tribo Trans 55:438–445
Myers RH, Montgomery DC (2002) Response surface methodology. Process and Products Optimization Using Designed Experiments. Wiley, New York
Rajmohan T, Palanikumar K (2013) Modeling and analysis of performances in drilling hybrid metal matrix composites using D-optimal design. Int J Adv Manuf Technol 64:1249–1261
Singh Y, Garg R, Kumar S (2016) Effect of load on friction and wear characteristics of Jatropha oil bio-lubricants. Biofuels 8:125–133
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Balakumar, R., Sriram, G., Arumugam, S., Jagannath, S., Vamsi Krishnaa, R., Venkatesh, P. (2021). Optimization on Tribological Characteristics of Waste Ayurvedic Oil Blends as an Engine Lubricant Additive. In: Rajmohan, T., Palanikumar, K., Davim, J.P. (eds) Advances in Materials and Manufacturing Engineering. Springer Proceedings in Materials, vol 7. Springer, Singapore. https://doi.org/10.1007/978-981-15-6267-9_61
Download citation
DOI: https://doi.org/10.1007/978-981-15-6267-9_61
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-6266-2
Online ISBN: 978-981-15-6267-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)