
Abstract
The heat-treated aluminum alloys of AA2219 have superior strength-to-weight ratio; therefore, the industries such as aerospace, automobile, and marine industries are widely fabricating their structures using conventional welding techniques. Joining AA2219 aluminum alloys by conventional welding techniques is extremely difficult due to formation of hot cracks and residual stresses on the weld zone. To overcome these difficulties, AA2219 can be welded friction stir welding (FSW). Therefore, in the present investigation, FS welding technique is optimized to join AA2219 aluminum alloys. Significant FS process parameters such as tool rotational speed, welding speed, axial force, and tool pin profile were used to conduct the experiment. Four factors and three levels of Taguchi L9 orthogonal array are used to design the experiment. Totally, nine experiments were conducted to validate the weld experiments. The fabricated weld samples yield the maximum tensile strength of 316 MPa. The optimal conditions were identified such as tool rotational speed of 1700 rpm, welding speed of 90 mm/min, axial force of 3 kN, and square tool pin profile is best suited for obtaining a maximum tensile strength. ANOVA results indicate that the tool rotational speed and square tool pin profile is playing a vital role in the conducted experiment. Scanning electron microscope is used to reveal the effect on stirred zone of the fabricated weld joint. It was observed that few defects, such as pinholes, and voids have mainly reduced the tensile strength of the fabricated AA2219 weld joints.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Friction stir welding (FSW) is a novel solid-state welding technique invented by Thomas [1]. At The Welding Institute (TWI), UK, FSW is mainly used for aluminum and its alloys and is gradually replacing traditional aluminum arc welding process nowadays. FSW has not deliver any radiation and harmful gases as similar in traditional welding techniques. A rotating tool having a unique design parts called “shoulder” and “pin” directly plunged into an abutting surface to be welded. Due to the frictional contact between the shoulder and surface, the heat is generated and allows metal flow usually from retreating side to advancing side by tool travel along the weld line thus producing a weld joint. The heat-treated aluminum AA2219 has superior strength-to-weight ratio and best suited to aerospace structural and cryogenic fuel tank applications. The tensile property of the fabricated weld joints is depending upon the following process parameters such as tool rotational speed, welding speed, axial load, tool tilt angle, shoulder-to-diameter ratio, shoulder design, or pin design. However, these parameters are to be optimized for maximizing the tensile strength of weld joint. Moreover, positioning of weld plate is playing significant role in determining the strength of the weld joint. Numerous researches have been carried out to investigate and improve the process performance.
Manurung [2] developed a model for improving the mechanical properties of friction stir welded AA6061—T651 aluminum alloys using the Taguchi method against the response weld quality, hardness, and tensile strength. They found that tool pin profile and shoulder diameter are the factors that influence more on maximizing the tensile strength. Salem [3] developed a mathematical model for surface roughness of friction stir welded AA2017 aluminum alloys. It was reported that increase in rotational speed improves surface roughness whereas decreases while increasing traverse speed. Hussein [4]. used Taguchi's technique to optimize the friction stir welding of AA2024 and AA5754 aluminum alloys and found that tool pin profile influencing more on improving the tensile strength than the tool rotational speed and plunging time. Parida [5] studied the influence of input parameters of FS welded commercial aluminum alloys using Taguchi-based full fractional experiment. It was reported that the rotational speed is a significant factor contributed much on improving ultimate tensile strength of the fabricated FS welded specimens.
The dissimilar FSW was performed by Sundareswaran [6] using AA6061-to-AA7050 aluminum alloys and found that the tool shoulder diameter and pin diameter are the dominant factors of the process. From the above investigations, it can be found that the FSW process parameters are quite complex welding process, and therefore, it is difficult to find the optimal parameters by conducting the numerous trials. Sometimes conducting numerous trails delays the production and consumes more production cost. Alternatively, optimal parameters can be evaluated using statistical techniques like Taguchi, grey relational analysis, response surface methodology, etc. Usually, statistical techniques require less resources and time to estimate the optimal parameters even though if the process is too complex. Hence, in the present investigation, a statistical technique called Taguchi's method is used. In Taguchi's method, L9 orthogonal array was used to obtain the optimal parameters of FSW. Taguchi's technique developed by Genichi Taguchi has been used widely in engineering problems to optimize the performance characteristics and material properties within the combination of design parameters. Taguchi's technique is a potent tool in finding the optimal parameters especially if the problem is complex.
2 Materials and Methods
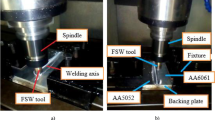
Aluminum alloys of AA2219 plate having 150 mm × 75 × 6.25 mm each used to fabricate the FS welded samples. AA2219 material is basically the combination Al-Cu-Mn based alloy which is very difficult to join by conventional welding techniques. The chemical composition and mechanical properties of AA2219 aluminum alloys are presented in Tables 1 and 2. A computerized friction stir welding is used to fabricate the FS welded joints. Later, the finishing operation was done on the cut pieces with emery paper up to 2000 grit. Each sample of AA2219 aluminum alloys was fixed simultaneously, and then the welding operation was initiated ensuring that the pin depth in the weld joint was about 4 mm. The FSW machine setup is as presented in Fig. 1. Friction during rotation created heat flow in the workpieces and turned the proposed area for welding into plastic state. There was no melting during this process; therefore, no protection gas was required during welding. The significant FSW parameters are involved in the present investigation, and their corresponding levels are presented in Table 3. There are three pin profiles that are considered in the present investigation, namely cylinder (1), square, (2) and taper (3). For the statistical analysis, each pin is indicated by the numeral numbers as stated in Table 3. As per the Taguchi L9 orthogonal array, totally nine samples were fabricated. Each sample is visually inspected and machined as per ASTM E-8M standard using WEDM process. Later, all the fabricated welded samples were allowed for tensile test to evaluate ultimate tensile strength (UTS).

FSW machine setup
A 100-tonnage automatic universal testing machine (UTM) is used for finding UTS value in each sample. Each sample was manually clamped in mechanical clamps which are provided in the UTM machine. Since to confirm good quality weld, each sample was thoroughly observed during the tensile operation till the fracture occurred. Finally, all the samples were visually inspected to analyze the macrodefects in the fractured weld zones. The fabricated weld samples of AA2219 are presented in Fig. 2, and the obtained UTS values from each weld sample are presented in Table 4.

Fabricated FSW samples of AA2219 aluminum alloys
The scanning electron microscopy (SEM) is used to perform the microanalysis of each weld sample. It was observed that each fabricated weld sample has few voids, fine dimples, and pinholes along the weld zone. The identified defects through SEM are presented in Fig. 3. The fine dimples along the weld region indicate all the fabricated samples fractured under ductile mode of fracture that confirms high tensile strength on the weld joints.

SEM indicates fractured zone of AA2219 aluminum alloy
3 Results and Discussion
When the speed of rotation of the tool was below 1500 rpm, the tunnel defect was observed in the middle of the retreating side of the welding area, which may be due to insufficient heat generation and insufficient metal transport as shown in Fig. 4a. If the speed of the tool rotation was higher than 1900 rpm, the pinhole defect at the center of the retreating side may be due to excess turbulence caused by a higher speed of the tool rotation. When the welding speed was lower than 30 mm/min, the tunnel defect on the retreating side was observed due to the excess heat input per unit length of the weld. When the welding speed was higher than 70 mm/min, the tunnel at the retreating side and center of the welding area was observed due to inadequate material flow. And, when the axial force was lower than 3 kN, the pinhole defect was observed as shown in Fig. 4b. On the other hand, when axial force increased beyond 3 kN, tunnel defects on both sides of the retreat and progression and excessive thinning were caused by higher heat input on the fabricated AA2219 aluminum weld joints. In order to analyze the influence of each factors involved in the process, mean of means and signal-to-noise ratios (S/N) for each process factor was calculated.

a Tunnel defect. b Pinholes
Signals are usually indicating the effect on mean responses, and noises are measures of deviations from experiment output. Suitable S/N ratio must be selected based on prerequisite knowledge and experience in the process. For the present investigation, S/N ratio was selected according to criterion, larger-the-better, in order to maximize the tensile strength. S/N ratio (ηj) in jth experiment can be expressed as,
where n is number of tests and Yijk is experimental value of ith quality characteristics in jth experiment at kth test. In the present investigation, UTS values are to be maximized, and therefore, the UTS values are transformed into SN ratio and means. The obtained means and SN ratios are presented in Table 5. Usually, a larger SN ratio indicates better quality attributes. Consequently, optimum parameter is the highest level in the SN ratio. Means and SN ratios are calculated using MINITAB V16—statistical software. The obtained optimum values of means and SN ratios are as follows: tool rotational speed = 1900 rpm welding speed = 90 mm/min, axial force = 9 kN, and tool pin profile = 3 (Square). The graphical results of obtained means and SN ratios are presented in Fig. 5a, b. Analysis of variance (ANOVA) is performed to estimate the contribution of individual factor involved in the investigation. ANOVA results indicate that the selected FSW factors are highly significant factors affecting UTS of FS Weld joints and the effects of interaction between process factors are not significant. The graphical representation of percentage of contribution of each process factor is presented in Fig. 6. It is found that, the rotational speed plays a vital role in the conducted FS welding process. The tool rotational speed contributed 81.87% in the whole process which significantly decides ultimate tensile strength of the fabricated AA2219 aluminum alloys followed by 16.71% of axial force on the weld joint performance (Table 6).

Graphical results of a means and b SN ratios

Percentage contribution of each process factor
4 Conclusion
The following conclusions can be made based on the present investigation on FSW of AA2219 aluminum alloys.
-
1.
AA2219 aluminum alloys were successfully FS welded with different parameters using Taguchi's optimization techniques.
-
2.
Aluminum having advancing side of the FSW resulted in better welds with fewer defects in the stir zone.
-
3.
The optimal process parameters such as tool rotational speed = 1900 RPM, welding speed = 90 mm/min, axial force = 9 kN, and tool pin profile = 3 (Square) have been found.
-
4.
Ductile fracture was observed on the fabricated weld specimens under tensile loading during tensile test. The maximum tensile strength of joints welded was 316 MPa, which was higher than the other fabricated in the present investigation using AA2219 aluminum alloys.
References
Thomas W, Nicholas E, Needham JC, Murch M, Templesmith P, Dawes C (1991) Friction stir welding. In: International patent application no. PCT/GB92102203 and Great Britain patent application
Mohamed MA, Manurung YHP, Berhan MN (2015) Model development for mechanical properties and weld quality class of friction stir welding using multi-objective Taguchi method and response surface methodology. J Mech Sci Technol 29:2323–2331
Boulahem K, Ben Salem S, Bessrour J (2015) Surface roughness model and parametric welding optimization in friction stir welded AA2017 Using Taguchi method and response surface methodology. In: Design and modeling of mechanical systems-II, lecture notes in mechanical engineering
Abbass MK, Hussein SK, Khudhair AA (2016) Optimization of mechanical properties of friction stir spot welded joints for dissimilar Aluminum Alloys (AA2024-T3 and AA 5754–H114). Arabian J Sci Eng 41:4563–4572
Alkayem NF, Parida B, Pal S (2016) Optimization of friction stir welding process parameters using soft computing techniques. Soft Comput 21:7083–7098
Koilraj M, Sundareswaran V, Vijayan S, Koteswara Rao SR (2012) Friction stir welding of dissimilar aluminum alloys AA2219 to AA5083—optimization of process parameters using Taguchi technique. Mater Des 42: 1–7
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Vijayan, D., Seshagiri Rao, V., Anirudh, V.S. (2021). Determination of Optimum Tensile Strength of Friction Stir Welded AA2219 Aluminum Alloys Using Taguchi's Method. In: Rajmohan, T., Palanikumar, K., Davim, J.P. (eds) Advances in Materials and Manufacturing Engineering. Springer Proceedings in Materials, vol 7. Springer, Singapore. https://doi.org/10.1007/978-981-15-6267-9_56
Download citation
DOI: https://doi.org/10.1007/978-981-15-6267-9_56
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-6266-2
Online ISBN: 978-981-15-6267-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)