
Abstract
A reliable and accurate size determination of powder particles or solid particles, in general, depends on the vibrating efficiency of a vibrosieve. Thus, the study employed the inexpensive design concept of vibration mechanics and mass balance to improve the quality production of powder. Stress simulation of a vibrosieve was proposed. The result of the stress simulation using carbon steel materials showed that there is variation in both yield stress and shear stress. For a 7 N load, a yield stress of 2.817–2.835 N/m2 and a corresponding shear stress of 2.817–2.821 N/m2 were observed. Subsequently, simulation result using alloy steel revealed a yield stress ranging from 6.204 to 6.212 and a corresponding shear stress of 4.549–4.555 N/m2. The variation in the stress depicts the fatigue life of the machine overtime. Thus, the result of increased yield stress showed that the material might likely fail overtime. This will enable designers to carefully select their material and operating stress which will be safe for the machine, thereby increasing machine, reliability and efficiency.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Sieving or screening is referred to as the separation of solids into two or more parts based on their size differences. This process has become a very important operation in the food processing industry as well as in the industrial separation of other solid particle sizes [1]. For instance, the separation of some particle-based systems has been found to be contaminated by some reagents during the process, especially in the pharmaceutical industries due to improper sieving during the process [2]. Consequently, Chen et al. [3] reported that the use of molecular sieves in the separation of hydrogen isotopes is highly significant but the mole fraction determination is still a challenge. Thus, previous studies on the domestic application of sieves in threshing of rice mixture showed that the process is laborious, and the rate of loss and quality of the product is highly dependent on the sieving machine [4]. However, the development of a highly efficient device that can be used for the separation of some processed agricultural produce remains a challenge due to mass transfer [5]. More so, the determination of the particle size is the key to quality production as well as having efficient and accurate powder production technique [6,7,8,9]. Further to this, the geometric factor in the design of sieves is still a problem as this relates to the dynamic and kinematic properties of the particles to be separated [10,11,12]. These factors can be simulated in the design process of the sieve in order to get the desired efficiency during the sieving operation. According to Carpin et al. [13], the surface area and the length of the particle size distribution limit the compressibility and the flowability of the powder. This is due to the fact that the size distribution is a function of the length of a single particle and gives more uncertainties when the morphology is complex [14,15,16]. To obtain accuracy and stability in powder production, various sieve designs must be of a reasonable peak height to reduce the sieving time [17,18,19]. Consequently, the drop size and mass transfer coefficient of the particle size distribution must be taken into consideration at the design stage to achieve a reliable product [20,21,22,23,24]. In the present study, the focus is on the development of an automated sieving machine based on the knowledge of vibration that can efficiently salvage the time wasted in processing and packaging of agricultural and industrial products which include wheat flour, yam flour, maize flour and industrial chemicals, etc., thus making it possible to separate or sieve the powder from impurities and also making the end product safe for consumption even in the local communities. More so, the study further investigated the strength of the assembled sieve via finite element approach to determine the effect of vibration on the yield strength of the material, hence improving machine reliability.
2 Problem Definition
Vibrosieves have been found to have major factors which pose problems during the design. These factors or problems include accumulation of materials at the centre of the sieve due to reduced vibration and the vibrator motor vibrating in the direction opposite to the expected and inadequate operating efficiency. These problems or factors contribute to the overall performance, wastage of time and poor quality of powder production [25, 26]. This research, therefore, focused on the fabrication, assembly and stress simulation of the vibrosieve to improve the smooth running and efficient operation of a vibrosieve.
3 Materials and Methods
3.1 Materials Selection
The machine components include the frame which is cylindrical in shape and made of carbon steel due to its high strength and corrosion resistance. The frame is coupled with the wire mesh of which the sieve is attached as well as the electric motor. The sieve was made from stainless steel due to its corrosion resistance and its ability to resist failure under repeated loading. The base was made from mild steel because of its excellent strength and durability, while the springs were used to dampen the vibration produced by the motor. Cast alloy springs were selected based on compressive strength and resistant to failure due to repeated vibrations.
3.2 Methods
3.2.1 Design Concept and Calculations
The methods involved the design equations of component parts based on vibration requirement.
For a mass of 1 kg, speed of motor required for the sieve N = 950 rpm [27]
Unbalanced mass eccentricity is given by r = 50 mm = 0.05 m.
Force exerted by the electric motor to cause vibration is given by [26].
The force produces an amplitude on the powder given by
Mass of frame + sieve = 20.5 kg (as simulated in Solidwork)
To find the vibration amplitude \(a = \frac{F}{m} = \frac{495}{20500} = 0.0241G.\)
3.2.2 Solidworks Models of Components and Assembled Parts of the Sieve
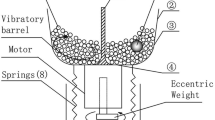
The vibrosieve operates with a powerful single-phase electric motor which was designed and integrated to the body of the machine for mass balance. When the motor vibrates, the trough attached to the frame shakes making the sieve attached to the frame shake also and then, eventually, discharges a fine smooth and medium size product according to the design of the aperture. The vibration per minute is 1450, and an amplitude of 2–4 mm was selected for the design according to [28]. The component design and complete assembly of the vibrosieve are shown.






5 Results and Discussion
Figures 1, 2, 3, 4 and 5 present the individual components of the vibrosieve, which include the frame design with an integrated trough, through which the sieved or screened particles flow. In addition, the design of the sieve is shown in Fig. 2. A size of about 75 µm was selected for the aperture for smooth and quality production. More so, Figs. 3 and 4 represent the base support for the entire design, which is the sensitive part which supports the vibration and the movement of the springs, while Fig. 5 represents the springs which serve as vibration dampers and Fig. 5 is the complete assembly of the vibrosieve.
Further to this, the finite element approach was employed to study the variation in stresses between carbon steel and alloy steel for the fabrication materials. The yield stress and the shear stress observed were demonstrated on the simulation result.
Figure 7 displays variation in the yield stress as the material vibrates with an assumed force of 7 N causing vibration. A yield stress of 2.827–2.835 N/m2 was observed. However, the equivalent shear stress was noted to be between 2.817 and 2.821 N/m2 as seen on Fig. 8. Thus, fatigue might set in after a long operation.

Finite element model of yield stress (carbon steel)

Finite element model of shear stress (carbon steel)
Applying the same analysis using alloy steel for simulation of yield stress and shear stress, it was noted that the vibration effect was evenly distributed with a yield stress ranging from 6.204 to 6.212 N/m2 and shear stress of about 4.54–4.555 N/m2 (Figs. 9 and 10).

Finite element model of yield stress (alloy steel)

Finite element model of yield stress (alloy steel)
6 Conclusion
A vibrosieve was designed, fabricated and assembled by carefully selecting materials for the individual component. The entire assembly was subjected to stress simulation using different materials under a specified load of 7 N to determine the yield stress and shear stress. The result of the simulation showed that carbon steel gave less yield stress and shear stress of 2.827–2.835 N/m2 and 2.817–2.821 N/m2 compared to the alloy steel having 6.204–6.212 and 4.549–4.555 N/m2. This implies that the former will perform better in service compared to the latter due to increased fatigue life overtime. The design and proposed simulation of the vibration process will help in improving machine design and reliability.
References
Liu H, Jia J, Liu N, Hu X, Zhou X (2018) Effect of material feed rate on sieving performance of vibrating screen for batch mixing equipment. Powder Technol 338:898–904
Zhang Y, San Lee DY, Farwin A, Ying JY (2018) Sieve-through vertical flow platform for efficient liquid exchange in particle-based assays. Analytica Chimica Acta
Chen M, Song J, Li P, Yu B, Wang J, Yao Y, An Y (2019) A dynamic simulation of cryogenic hydrogen isotope adsorption in molecular sieve beds. Fusion Eng Des 138:159–163
Yuan J, Wu C, Li H, Qi X, Xiao X, Shi X (2018) Movement rules and screening characteristics of rice-threshed mixture separation through a cylinder sieve. Comput Electron Agric 154:320–329
Dijkshoorn JP, Wagterveld RM, Boom RM, Schutyser MAI (2017) Sieve-based lateral displacement technology for suspension separation. Sep Purif Technol 175:384–390
Kontopoulos I, Presslee S, Penkman K, Collins MJ (2018) Preparation of bone powder for FTIR-ATR analysis: the particle size effect. Vib Spectrosc 99:167–177
Asachi M, Hassanpour A, Ghadiri M, Bayly A (2018) Experimental evaluation of the effect of particle properties on the segregation of ternary powder mixtures. Powder Technol 336:240–254
Yohannes B, Liu X, Yacobian G, Cuitiño AM (2018) Particle size induced heterogeneity in compacted powders: effect of large particles. Adv Powder Technol 29(12):2978–2986
Becker L, Zaiter A, Petit J, Karam MC, Sudol M, Baudelaire E, Dicko A (2017) How do grinding and sieving impact on physicochemical properties, polyphenol content, and antioxidant activity of Hieracium pilosella L. powders. J Funct Foods 35:666–672
Cao B, Jia F, Zeng Y, Han Y, Meng X, Xiao Y (2018) Effects of rotation speed and rice sieve geometry on turbulent motion of particles in a vertical rice mill. Powder Technol 325:429–440
Zhao H, Li L, Jin J, Li Q (2018) CFD simulation of sieve-fixed valve tray hydrodynamics. Chem Eng Res Des 129:55–63
Igathinathane C, Ulusoy U, Pordesimo LO (2012) Comparison of particle size distribution of celestite mineral by machine vision Σ volume approach and mechanical sieving. Powder Technol 215:137–146
Carpin M, Bertelsen H, Dalberg A, Bech JK, Risbo J, Schuck P, Jeantet R (2017) How does particle size influence caking in lactose powder? J Food Eng 209:61–67
Gil M, Teruel E, Arauzo I (2014) Analysis of standard sieving method for milled biomass through image processing. Effects of particle shape and size for poplar and corn stover. Fuel 116:328–340
Raclavská H, Corsaro A, Hartmann-Koval S, Juchelková D (2017) Enrichment and distribution of 24 elements within the sub-sieve particle size distribution ranges of fly ash from wastes incinerator plants. J Environ Manage 203:1169–1177
Azevedo JM, Serrenho AC, Allwood JM (2017) The deformation of metal powder particles: hardness and microstructure. Procedia Engineering 207:1200–1205
De Scheerder L, Sparén A, Nilsson GA, Norrby PO, Örnskov E (2018) Designing flexible low-viscous sieving media for capillary electrophoresis analysis of ribonucleic acids. J Chromatogr A
Sabzian M, Nasrabadi MN, Haji-Hosseini M (2018) Design and development of radioactive xenon gas purification and analysis system based on molecular sieves. J Environ Radioact 190:66–72
Jiang W, Hu S, Zhao L, Yan W, Yang Y (2010) Design and application of phase photon sieve. Optik-Int J Light Electr Opt 121(7):637–640
Li S, Yang K, Liu L, Zhao B, Chen Y, Li X, Zhang Y (2018) Surface sieving coordinated IMAC material for purification of His-tagged proteins. Analytica Chimica Acta 997:9–15
Yadav RL, Patwardhan AW (2008) Design aspects of pulsed sieve plate columns. Chem Eng J 138(1–3):389–415
Sun C, Bai B (2017) Molecular sieving through a graphene nanopore: non-equilibrium molecular dynamics simulation. Science bulletin 62(8):554–562
Lavasani MS, Rahimi R, Zivdar M (2018) Hydrodynamic study of different configurations of sieve trays for a dividing wall column by using experimental and CFD methods. Chem Eng Process-Process Intens 129:162–170
Park S, Yeon KM, Moon S, Kim JO (2018) Enhancement of operating flux in a membrane bio-reactor coupled with a mechanical sieve unit. Chemosphere 191:573–579
Yekini SE, Okokpujie IP, Afolalu SA, Ajayi OO, Azeta J (2018) Investigation of production output for improvement. Int J Mech Prod Eng Res Dev 8(1):915–922
Okokpujie IP, Okokpujie KO, Salawu EY, Ismail AO (2017) Design, production and testing of a single stage centrifugal pump. Int J Appl Eng Res 12(18):7426–7434
precisionmicrodrives.com https://www.precisionmicrodrives.com/
Precision microdrives https://www.precisionmicrodrives.com/vibration-motors
Acknowledgements
The authors would like to thank the management of Covenant University for the partial sponsorship of this research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Salawu, E.Y., Ajayi, O.O., Muyiwa, F., Ishola, F., Joseph, A. (2020). Structural Fabrication and Dynamic Simulation of Stress of a Vibrosieve for Efficient Industrial Applications. In: Emamian, S.S., Awang, M., Yusof, F. (eds) Advances in Manufacturing Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-5753-8_66
Download citation
DOI: https://doi.org/10.1007/978-981-15-5753-8_66
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-5752-1
Online ISBN: 978-981-15-5753-8
eBook Packages: EngineeringEngineering (R0)