
Abstract
Process industries, which produce paper, steel, composite sheets, etc., are considered as continuous type of industries. These industries are running round the clock to cater heavy requirements of such products. Problems, failures, or breakdowns occurring in such industries lead to heavy loss in productivity, loss of production, and expected yield from the plant. Maintenance strategy planning is a crucial part for such plant. There are several techniques adopted for maintenance such as breakdown maintenance (BM), preventive maintenance (PM), condition-based maintenance (CBM), reliability-centered maintenance (RCM). In the current case study, a process plant catering to composite sheets manufacturing required for automotive applications is considered. RCM methodology adopted includes a systematic collection of failure and repair data of systems and subsystems for several years related to a sheets manufacturing line. Based on the data collection failure modes of system, its effect, mean time to fail (MTTF), and mean time to repair (MTTR) were analyzed. A systematic model of current state of plant is simulated in ReliaSoft which has provided availability, reliability, criticality, and related data. Criticality analysis is used to calculate equipment criticality number for the critical components which are considered to be maintenance significant items (MSI). Post-criticality analysis decision for maintenance strategy planning is decided by pair-wise comparison method of analytical hierarchical process (AHP).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Reliability Centered Maintenance (RCM)
- Process plant
- Analytical Hierarchy Process (AHP)
- Criticality analysis
26.1 Introduction—Plant/Process Overview
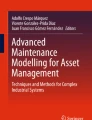
In current era, all industries are trying their best against challenges about quality, productivity, and cost associated with product. Sustainability in tough competitions is really a challenge for industries. Plant under study currently has monopoly for the composite sheet manufacturing, which follow a limited patented process. Plant under study is essentially a continuous type of process industry, which manufactures composite sheets. Plant/system/setup is illustrated in Fig. 26.1. Plant has several subsystems essentially consisting of:

Extrusion-rolling process industry setup
-
1.
Power supply for motor
-
2.
Extruder motor
-
3.
Gearbox
-
4.
Granules mixer
-
5.
Extruder screw
-
6.
Ceramic heaters (barrel zone)
-
7.
Ceramic heater (adaptor zone)
-
8.
Asbestos heaters (die zone)
-
9.
Thermocouple
-
10.
Power supply for control panel
-
11.
Chiller rolls
-
12.
Cooling bath
-
13.
Haul-off station
-
14.
Cutting saw.
Process consists of a screw extruder in which raw material is melted and formed into a continuous product such as sheets. In the extrusion, granular material is fed from a hopper into the barrel of the extruder. Extruded material goes through die and chill rollers for controlling thickness and width (as per sheet configurations), and also material cooling is achieved at this stage. Cooled sheet then goes through guide rollers to haul-off station and then to cutting station where appropriate sheet length is achieved.
In current work, steps followed for reliability-centered maintenance (RCM) implementation for the plant is as follows:
-
1.
Functional block diagram of plant
-
2.
Functional failure analysis for system/subsystems
-
3.
Criticality analysis of system
-
4.
Decision-making/analytical hierarchical process (AHP) for maintenance strategy finalization
-
5.
Maintenance plan implementation.
RCM is the optimum mix of reactive, time or interval-based, condition-based, and proactive maintenance. It is actually a procedure to identify preventive maintenance (PM) requirements of complex systems [1]. RCM is a way of capturing the potential causes of downtime and poor performance by preventing failures and having a proactive approach to operations and maintenance (O&M) [2].
26.2 Functional Block Diagram
Reliability block diagrams (RBDs) allow modeling the failure relationships of complex systems and their subcomponents and are extensively used for system reliability, availability, and maintainability analyses [3]. The reliability block diagram of the process plant under study is shown in Fig. 26.2. The raw material is fed into the hopper and passes through the different temperature zones where it is heated and melted in extruder. The melted material is pushed forward by screw and then passes through the molding mechanism (die) to form the product composite sheet.

Process plant block diagram
Melting zones (Fig. 26.3) of plant consists of three zones:

Melting zones
-
Barrel zone: Ceramic heater (eight heaters)
-
Adaptor zone: Single heater
-
Die zone: Asbestos heater (six heaters).
Haul-off unit: After cooling, the product goes through finishing, sometimes additional coatings for its protection. It is carried out in the haul-off station.
Cutting/sawing unit: Final stage of process is cutting. After haul-off, it can be sent for cut into desired length for further use.
26.3 Functional Failure Data Analysis
In this section, collection of historical data related to subsystems of the process plant is carried out. Collected data is systematically analyzed to evaluate MTTF and MTTR based on the failure and repair data. Table 26.1 shows the illustrative data collected for “power supply for motor.”
Likewise for all the subsystems, data is gathered, and MTTF and MTTR are calculated.
Reliability block diagram (RBD) based on the relations between subcomponents is formulated. Illustrative RBD of “power supply for motor” is shown in Fig. 26.4.

RBD of power supply for motor
RBD indicates a graphical representation of the components of the system and how they are reliability-wise related. The diagram represents the functioning state (i.e., success or failure) of the system in terms of the functioning states of its components. Components are connected either by series or parallel configurations. Likewise, RBD for all the components are prepared.
Using ReliaSoft’s simulation software, whole process plant RBD is built up with reference to process plant block diagram (Fig. 26.1). All the failure and repair data/instances are simulated for 10,000 h, and results are observed. Failure modes and its effect are analyzed. Table 26.2 indicates MTTF, MTTR and % availability at component/subcomponents level.
Motor 1 winding failure criticality index (RS FCI) is 60.887%. This implies that 60.887% of the times that the system failed, a component Motor 1 winding failure were responsible. Note that the combined RS FCI of Motor 1 winding and voltage stabilizer is 67%. In other words, Motor 1 winding and voltage stabilizer contributed to about 67% of the system’s total downing failures.
Motor 1 winding downing event criticality index (RS DECI) is 58.56%. This implies that 58.56% of the times that the system was down were due to component Motor 1 winding being down. Note that the combined RS DECI of Motor 1 winding and Voltage Stabilizer is 64.73%.
Simulation result summary is represented in Table 26.3 which represents information about downtime, uptime, mean availability, point availability and few important parameters as well.
Based on the outcome of study, following components were shortlisted for further criticality analysis considering the impact on production, impact on safety, impact on availability of standby and impact on capital cost are given in Table 26.4. For this analysis, all important stakeholders such as industry management, production team members, maintenance team and person from academia considered while designing evaluation scale and consequent deciding of scores for all the subsystems components.
26.4 Criticality Analysis
There are some challenges to balance the high level of reliability at an economic cost. For instance, performing the maintenance actions on all components of a distribution system may not be economical. Therefore, the critical components of the distribution system should be identified, and the maintenance actions should only be performed on them [4]. Identification of maintenance significant items (MSI) is one of the key phases of the reliability-centered maintenance (RCM), which is a screening phase where the number of items for analysis is reduced [5].
In this, need is to calculate the criticality related to systems, and subsystems related to the process plant. The equipment criticality (EC) is assessed based on the effect of errors/faults, right from the time of installation, and is quantified with scores 2, 4, 6, 8, 10 in Table 26.5. The formula for calculating EC is EC = (30P + 30S + 25A + 15C)/10.
where EC is the equipment criticality (%), P is the production, S is the safety, A is the equipment stand by availability, and C is the capital cost. Evaluation scale for consequence of failure potential for impact on production, safety, availability of standby and cost incurred. Evaluation scale is indicated in Table 26.5.
Accordingly, criticality analysis is performed, and results are indicated in Table 26.6, considering the impact on production, safety, availability of standby and capital cost factor.
Criticality analysis shows the maintenance significant items (MSI) which belongs to class ‘A’ as depicted in Table 26.6. To make sure breakdown does not affect neither production nor safety aspects and thus to increase productivity of system, appropriate strategy is decided based on further decision-making technique of analytical hierarchical process (AHP).
26.5 Analytical Hierarchical Process (AHP) for Maintenance Strategy
AHP [6] is carried out for each MSI considering the maintenance, production and management team, consulted to make their preferences after communicating them above results. Breakdown maintenance (BM), condition-based maintenance (CBM), reliability-centered maintenance (RCM) and preventive maintenance (PM) are considered for systematic analytical approach of pair-wise comparison in AHP. Key parameter of consistency index (CI) and consistency ratio (CR) < 0.1 is observed which signifies correctness of results. The outcome of AHP for each MSI is depicted in Table 26.7.
26.6 Conclusion About Maintenance Strategy
Study has revealed importance of reliability evaluation and maintenance decision making. Study also reveals focusing on MSI instead of examining all the components related to plant. Risk assessment related to critical components can be analyzed for MSI in criticality analysis. Winding of Motor 1 which drives gearbox, gear pairs of gearbox, extruder screw and roll found to be MSI. For the 4 MSI, maintenance strategy adopted with the systematic approach of RCM.
Simulation result justified that after every seven days, some or the other component of the plant is going through breakdown and needs attention for maintenance.
Reliability of the plant is falling below 0.75 after 130 h of plant run.
AHP has considered active participation of all important stake holders from production, maintenance and management to decide maintenance strategy in conjunction with RCM and criticality analysis results.
By adopting RCM, critical systems can be targeted, and rest noncritical system maintenance can be planned with other techniques such as preventive maintenance, breakdown maintenance. This reduces overall cost of maintenance of plant. Accordingly maintenance activities can be planned to have better productivity and profitability of process plant.
References
Vishnu, C.R., Regikumar V.: Reliability based maintenance strategy selection in process plants: a case study. Procedia Tech. 25, 1080–1087 (2016)
Igba, J., Alemzadeh, K., Anyanwu-Ebo, I., Gibbons, P., Friis, J.: A systems approach towards reliability-centred maintenance (RCM) of wind turbines. Procedia Comput. Sci. 16, 814–823 (2013)
Ahmed, W., Hasan, O., Tahar, S.: Formalization of reliability block diagrams in higher-order logic. J. Appl. Logic 18, 19–41 (2016)
Afzali, P., Keynia, F., Rashidinejad, M.: A new model for reliability-centered maintenance prioritization of distribution feeders. Energy 171, 709 (2019)
Tang, Y., Liu, Q., Jing, J., Yang, Y., Zou, Z.: A framework for identification of maintenance significant items in reliability centered maintenance. Energy 118, 1295–1303 (2017)
Saaty, T.L.: The Analytic Hierarchy Process. McGraw-Hill, New York (1980)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Karajagikar, J.S., Sonawane, B.U. (2021). Reliability-Centered Maintenance (RCM) Approach for a Process Industry: Case Study. In: Tyagi, M., Sachdeva, A., Sharma, V. (eds) Optimization Methods in Engineering. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4550-4_26
Download citation
DOI: https://doi.org/10.1007/978-981-15-4550-4_26
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4549-8
Online ISBN: 978-981-15-4550-4
eBook Packages: EngineeringEngineering (R0)