
Abstract
Aluminum matrix composites is aluminum matrix reinforced with metal, ceramic, or organic compound. The reinforcement is used to improve mechanical, thermal, or tribological properties of the matrix. Stir casting is an economical process to fabricate the aluminum matrix composites. Stir casting is conducted by mechanical stirring of the reinforcement particulate into metal liquid. The metal matrix composites resulted from the stir casting is affected by a homogeneous distribution of the reinforcement. The objective of this research is to investigate the effect of reinforcement preheating that has been on electroless coating on hardness and micro structure of aluminum metal matrix composite. This study used aluminum series 6061 as a matrix and Al2O3 as reinforcement. The temperatures of reinforcement preheating were varied at 200 ℃, 300 ℃, 400 ℃, and 500 ℃. Stirring temperature parameters of 700 ℃ ± 10 ℃, melting temperature of 750 ℃ ± 10 ℃, pouring temperature of 750 ℃ ± 10 ℃, stirring times of five minutes, and stirring speed of 550 rpm. The results showed that the preheating Al2O3 reinforcement can reduce segregation. As the preheating temperature increases, reinforcement segregation decreases, resulting in an increase in the wettability of Al2O3 reinforcement in aluminum.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Aluminum matrix composites (MMC) are made by dispersing reinforcement material such as metals, ceramics or organic compounds into aluminum matrix. The reinforcement is incorporated into aluminum to improve its properties such as strength, stiffness, and wear resistance. Aluminum matrix composites are widely used in several applications due to their high strength and hardness compared to other structural materials [1]. Aluminum matrix composites are applied in the automotive, aircraft, and electronics industries because of their light weight and high strength [2].
Stir casting is a metal processing method that is suitable for metal matrix composites due to its simplicity and low cost. The first step in stir casting is metal matrix melting. The main parameters of stir casting are stirring speed, stirring period, impeller blade angle, impeller size and impeller position [3]. Even though stir casting is simple and requires low cost in making metal matrix composites, it also has several problems.
One of the problems in the stir casting method is wettability of reinforcement. Wettability is the wetting capacity of the reinforcement by an aluminum matrix. Poor wettability results in non-uniform distribution of the reinforcement. One method to improve wettability and homogeneity of the reinforcement distribution is by reinforcement preheating [4].
2 Experimental Procedure
This study used aluminum 6061 series as a matrix and Al2O3 as reinforcement. The Al2O3 powder is the most widely used and cost-effective material having high strength and hardness, as well as excellent thermal conductivity, good size and shape stability, and good wear resistance [5]. The variations of the preheating temperature were 200 ℃, 300 ℃, 400 ℃, and 500 ℃. The Brinell hardness test was conducted using a load of 62.5 kgf and indenter diameter of 2.5 mm. The composition and mechanical properties of aluminum alloy 6061 are shown in Table 1 and Table 2, respectively.
The Al2O3 reinforcement was heated in oven with temperatures of 200, 300, 400, 500 ℃ ± 10 ℃. Aluminum 6061 series was inserted into the furnace. After the furnace reached a temperature of 700 ℃ ± 10 ℃, the preheated Al2O3 reinforcement was added into the molten metal, and then stirring process was began. The molten metal stirring process was carried out using equipment as shown in Fig. 1 with parameters: stirring temperature of 700 ℃ ± 10 ℃, pouring temperature of 750 ℃ ± 10 ℃, and stirring speed of 550 rpm. After stirring for five minutes, the molten metal was poured into the mold. After that, the casting was taken from the mold, and then cut into test specimen. There are five specimens for Brinell hardness test and microstructure examination as shown in Fig. 2. The microstructure of metal matrix composites (Al6061 + Al2O3) was examined using metallurgical microscope (Euromex Holland). The Brinell hardness test was carried out using Electronic Brinell Hardness Tester (Lauzhou Huayin) according to ASTM E10.

Stir casting equipment

Specimens of casting
3 Results and Discussion
3.1 Microstructure
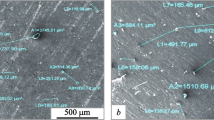
Figure 3 shows the results of the microstructure observation. Figure 3(a, b), shows the presence of Al2O3 segregation in the specimen. This occured due to the agglomeration and inhomogeneous dispersion of the Al2O3 reinforcement. In this study, the segregation that appeared was the agglomeration of Al2O3 reinforcement which occured due to the lack of wettability of the reinforcement to the matrix [6, 7]. One method to overcome segregation is by reinforcement preheating. In Fig. 3(c–e), it can be seen that the Al2O3 reinforcement preheating can reduce Al2O3 segregation. As the preheating temperature increased, there was a reduction in metal segregation because there was an increase in the wettability of the Al2O3 reinforcement in aluminum. Figure 3 shows that reinforcement preheating decreases grain size of aluminum and Al2O3 particles occupy the grain boundary.

Microstructure of the specimens: a without preheating; preheating at temperature of, b 200 ℃, c 300 ℃, d 400 ℃, e 500 ℃
3.2 Hardness
Figure 4 shows that reinforcement preheating increases the hardness of AMC specimen. The increase in the hardness value is due to the good reinforcement particle wettability, resulting in a strong bonding interface between the Al2O3 reinforcement and the aluminum matrix [8]. Mechanism of grain refinement hardening as shown in Fig. 3 also contributes on the increase of specimens. Preheating with a temperature of 500 ℃ resulted in the highest hardness value of 63 BHN, and reinforcement without preheating resulted in the lowest hardness value of 47 BHN.

Hardness of the specimens
4 Conclusions
From the conducted research, the following conclusions can be drawn: Al2O3 reinforcement preheating affect reinforcement segregation and matrix grain size. The reinforcement segregation and matrix grain size decrease with increasing temperature of reinforcement preheating. The increase in hardness value is because of matrix grain refinement and good wettability of the reinforcement in aluminum matrix. Reinforcement preheating with a temperature of 500 ℃ results in the highest hardness value of 63 BHN, and reinforcement without preheating has the lowest hardness value of 47 BHN.
References
James J, Ganesan M, Santhamoorthy P, Kuppan P (2018) Development of Hybrid Aluminum Metal Matrix Composite and Study of Property. Material Today Proceedings 5:13048–13054
Kevin KP, Sijo MT (2015) Effect of Stirrer Parameter of Stir Casting on Mechanical Properties of Aluminum Silicon Carbide Composite. International Journal of Modern Engineering Research (IJMER) 5:43–49
Mohit KS, Sahu RK (2018) Fabrication of Aluminum Matrix Composites by Stir Casting Technique and Stirring Process Parameters Optimization. Additional Information is Avaible at the end of the Chapter 7:112–126
Mahesh VP, Nair PS, Rajan TPD, Hubli RC (2011) Processing of Surface-Treated Boron Carbide-Reinforced Aluminum Matrix Composites by Liquid-Metal Stir-Casting Technique. J Compos Mater 45(23):2371–2378
Mithun BR, Madeva N, Auradi V, Bharath V (2017) Microstructure and Mechanical Properties of Cu-Coated A2O3 Particulate Reinforced 6061 Al Metal Matrix Composite. Material Today Proceeding 4:11015–11022
Juhua L, Zhengzhi Z, Di T, Ye N, Shufeng Y, Weining L (2017) Microstructural Homogeneity and Mechanical Property of Medium Manganese Steel with Mn Segregation Banding by Alternating Lath Matrix. Mater Sci Eng, A 711:175–181
Guoyun L, Hui X, Simeng L, Cunshan W, Qiang Z, Lijun S (2019) Quasi-Continuous-Wave Laser Surface Melting of Aluminium Alloy: Precipitate Morphology, Solute Segregation and Corrosion Resistance. Corros Sci 152:109–119
Phanibhushana MV, Chandrappa CN, Niranjan HB (2017) Study of Wear Characteristics of Hematite Reinforced Aluminum Metal Matrix Composites. Material Today Proceedings 5:3484–3493
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Setia, I., Surojo, E., Ariawan, D. (2020). Effect of Reinforcement (Al2O3) Preheating on Hardness and Microstructure of Aluminum Matrix Composite. In: Sabino, U., Imaduddin, F., Prabowo, A. (eds) Proceedings of the 6th International Conference and Exhibition on Sustainable Energy and Advanced Materials. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4481-1_56
Download citation
DOI: https://doi.org/10.1007/978-981-15-4481-1_56
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4480-4
Online ISBN: 978-981-15-4481-1
eBook Packages: EngineeringEngineering (R0)