
Abstract
The main objective of this paper is to study the warm incremental forming of the magnesium alloy to achieve the forming limits. The influence of the different forming temperatures on the von Mises stresses, sheet thickness and plasticity of the material is a major concern. In this paper, a single-point incremental forming (SPIF), a tool containing hemispherical end, was used to describe the formability of AZ31B magnesium alloy sheet. The results obtained indicate that the temperature has a significant effect on the von Mises stresses which decrease obviously with the increase of temperature. For the simulation purpose, ABAQUS software is used. The hemispherical tool is assumed to be an analytical rigid body.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Single-point negative incremental forming is an emerging new technology which uses the tool having a hemispherical shape to get the desired 3D model. The tool used is fixed at spindle which is rotating at certain rpm controlled by a computed numerically control machine (CNC) to get desired geometry. The idea of choosing AZ31B magnesium alloy is because of its high strength-to-weight ratio. The magnesium is having high specific strength and low density. It has poor formability at room temperature but acquired excellent formability when the temperature is near around 250 °C. The warm incremental forming technique of magnesium alloy sheet forming is pulling the attention of scholars toward it. Ji and Park [1] made a study on warm incremental forming of AZ31 magnesium alloy and found as the temperature of sheet metal increases, the formability of sheet metal also increases. Ambrogio et al. [2] carried out experimentation on the warm negative incremental forming of AZ31B alloy and found that magnesium shows high forming ability when the temperature of sheet metal is around 250 °C. Many studies have been carried out on increasing the formability of magnesium alloys using the warm incremental forming technique. This technique of warm incremental forming is also utilized for material like titanium alloy which is difficult to deform at room temperature. Zhang [3] said about the lubrication and usage of AZ31 sheet for warm negative incremental forming. For this simulation, AZ31B magnesium sheet metal of 1 mm thickness was used. Tool material taken is to be analytically rigid having hemispherical head at the bottom with 5 mm radius, vertical step down of 0.3 mm/revolution, feed rate of 1000 mm/min, forming angle of 45°, and sheet metal temperatures 100, 150, 250, and 250 °C were taken. For lubrication purpose, different lubricants were used to get low friction between the tool head and sheet metal. Two lubricating methods were used—one is by applying K2Ti4O9 and another one is by applying pulsed anodic oxidation to the surface of the sheet to reduce friction and to obtain the good surface finish and to reduce friction. Ambrogio et al. [4] takes three lightweight alloys, commonly used in the aviation and aerospace industries, were developed to produce a local heating by providing a continuous current. Ambrogio et al. [5] investigated the various process parameter to analyse the material formability using experimental setup and stastical analysis.
2 Methodology
2.1 Part Model
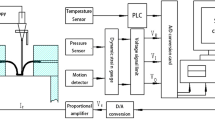
The incremental forming mainly contains four parts, such as sheet metal, hemispherical tool, tool holder, and computer numerical control machine. The standard dynamic explicit model is created with two parts—one is the sheet of 170 × 170 mm and other is the hemispherical deforming tool of radius 5 mm. The thickness used for sheet metal is of 1 mm (Fig. 1).

a Magnesium sheet, b hemispherical tool, and c schematic of incremental forming
2.2 Material Property
In this, material properties of the magnesium alloy such as AZ31B are defined. The material properties such as modulus of elasticity, plastic strain, coefficient of thermal expansion, and Poisson ratio are also defined. The plasticity of the material is obtained according to the graph plotted during the tensile test of magnesium alloys in a universal testing machine. The strain values to the corresponding values of stress are obtained and fed into the ABAQUS software. The modulus of elasticity of the material magnesium AZ31B alloy is with a change in temperature. The ductility of the material improves after heating. The graph after tensile is plotted and observed that the material property is changed with an increase in temperature. The sheet shows excellent results when the temperature is near around 250 °C. The material property also plays an important role in warm incremental forming (Fig. 2; Table 1).

Stress versus strain for AZ31B magnesium alloy
2.3 Finite Element Method
In this paper, we use ABAQUS to obtain a theoretical analysis of warm incremental forming. For this numerical simulation, the sheet metal used of AZ31B magnesium alloy and tool took as an analytical rigid tool. Initially, the sheet was held by with the help of a blank holder. The sheet metal is heated till it achieved the required temperature, and then, the tool will move according to the defined tool path and deformed the sheet metal by incrementally of given step size.
2.4 The Meshing of Sheet Metal
The simulation contains three steps, namely initial, heating, and deform. In the initial, there is an interaction between tool and sheet, and further steps are for deformation. The S4R meshing takes less simulation time as compared to other types of meshing used like S3R, etc. During the numerical simulation of the warm incremental process, the S3R meshing takes too much of simulation time, but when the S4R meshing is used, there is a reduction in a simulation time of the process. Also it is observed that deformation is good while using S4R meshing and because of that it is giving accurate results (Table 2).
2.5 Boundary Condition
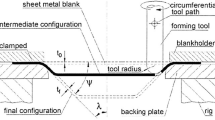
The incremental forming contains mainly four parts, such as sheet metal, tool, sheet blank holder, and supporting frame for the fixture. The sheet is divided into two parts—one is deformable and the other is like blank holder. First, we made one reference point on the tool, and then, we assigned the displacement along x, y, and z, and now the sheet is clamped by restricting all its degree of freedom at the edge of the sheet (Fig. 3).

a Profile map of an inverted cone and b boundary conditions
2.6 Heating of Sheet Metal
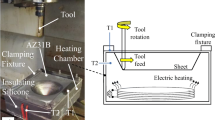
The initial temperature of the sheet is taken as 20 °C. In temperature–displacement coupled dynamic model, the temperature boundary condition is applied at 100, 150, and 250 °C. The sheet is heated in a very short time interval by Joule effect and considered the uniform temperature in the whole sheet. Once the sheet is heated up to decent temperature, then the dynamic explicit model is used to deform the sheet into desired 3D geometry. For the analysis purpose, the 36 elements shown in the figure are taken into consideration. The stress analysis and effect of temperate on this element will be studied. The entire sheet is divided into two half—the middle elements are taken into consideration. The main focus is to obtain the stress analysis of these 36 elements. Also, analysed the effect of the temperature on the plasticity and thickness distribution of these 36 elements (Fig. 4).

a Heating of sheet metal and b element taken for consideration
2.7 Objective
The objective of this paper is to analyze the effect of temperature on the formability of several magnesium alloys. The magnesium alloys AZ61A, AZ31B, and AZ91 are mainly used in automotive, aerospace, and structural applications. Because of having good mechanical and other physical properties such as relative low density and high strength-to-weight ratio, magnesium alloy is mainly used in automotive, aerospace, etc. Therefore, these materials have been considered for this study. It has poor deformability of room-temperature ductility but a good forming property when the temperature is around 250 °C. Therefore, the processing technique of warm forming is mostly adopted in magnesium alloy sheet forming at present.
3 Results
3.1 Average Von Mises
The results of the numerical analysis of magnesium alloy AZ31B are successfully obtained. The average von Mises stresses are calculated for different temperature, and the average von Mises stresses for 36 elements are obtained at different temperature. The above graph shows the variation of stresses with respect to the increase in temperature. It shows that stresses are decreasing as the temperature increases. The analysis is done for 36 elements which were taken into consideration. The average von Mises stresses for all three temperature are evaluated which is clearly shown in Fig. 5.

Average von Mises temperature at different forming temperature
3.2 Variation of the Thickness of the Sheet
The thickness variation of the sheet metal for the 36 elements at different temperature is obtained successfully, and it can be easily concluded from the figure that variation of the thickness of AZ31B alloy sheet metal parts at specified temperatures is almost same and there is no such variation of sheet thickness with respect to temperature (Fig. 6).

Variation of sheet thickness at different temperature
3.3 Equivalent Plastic Strain
Magnesium alloy has relatively low plasticity and poor formability at room temperature. But as the temperature increases, non-basic slip systems will be activated along with dynamic recrystallization that causes ductility transition of the forming property of magnesium alloy and makes the plasticity of magnesium alloy stronger. As the temperature increases, the yield stress of the magnesium alloy decreases which led to an increase in the plasticity of the material (Fig. 7).

Equivalent plastic strain at different temperature a 100 °C, b 150 °C, and c 250 °C
4 Conclusions
From the numerical simulation, it is observed that temperature has a remarkable impact on von Mises stress, which decreases as the increase of temperature which further increases the forming limits of the AZ31B magnesium alloy.
For a variety of sheet thickness, it can be known from the figure that thickness variation of AZ31B alloy sheet parts at different specified temperatures is almost the same.
So it is concluded that the temperature has not made any impact on the sheet thickness. For the equivalent plastic strain, yet as the temperature increases, non-basic slip systems can be activated along with dynamic recrystallization that causes ductility transition of the forming property of magnesium alloy and makes the plasticity of magnesium alloy stronger which further led to increase in formability of the magnesium alloy.
References
Ji YH, Park JJ (2008) Formability of magnesium AZ31 sheet in the incremental forming at warm temperature. J Mater Process Technol 201(1):354–358
Ambrogio G, Bruschi S, Ghiotti A (2009) Formability of AZ31 magnesium alloy in warm incremental forming process. Int J Mater Form 2(1):5–8
Zhang GX (2015) Development of heating equipment for the heat-incremental forming of magnesium alloy sheets. Manuf Technol Mach Tool 8:158–160
Ambrogio G, Filice L, Gagliardi F (2012) Formability of lightweight alloys by hot incremental sheet forming 34:501–508
Ambrogio G, Filice L, Manco G (2008) Warm incremental forming of magnesium alloy AZ31. CIRP Ann-Manuf Technol 57:257–260
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sharma, R.K., Khan, S.H. (2020). Numerical Study of Warm Incremental Forming Limits of AZ31B Magnesium Alloy. In: Deepak, B., Parhi, D., Jena, P. (eds) Innovative Product Design and Intelligent Manufacturing Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-2696-1_80
Download citation
DOI: https://doi.org/10.1007/978-981-15-2696-1_80
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2695-4
Online ISBN: 978-981-15-2696-1
eBook Packages: EngineeringEngineering (R0)