
Abstract
Additive manufacturing (AM) technology has proven its importance in the field of foundry technology by means of its use for master pattern preparation and investment casting pattern (lost PLA). Huge research has been reported for the strength of the 3D printed part and its use as functional part for different applications. 3D printed sand casting pattern shows its potential where components of complex shapes are required to be sand cast in batch quantity if it is in development stage or on breakage of pattern during ongoing production of castings. 3D printing by using Fused Deposition Modeling (FDM) is a fast process, so till the complete repair of the broken pattern 3D printed pattern can be used. This study emphasis on dimensional variation and wear analysis of FDM printed pattern for sand casting. For this investigation, materials are tested against pneumatic ramming for the abrasive wear and strength required for the sand casting pattern. Also, to improve the life of 3D printed sand casting pattern, attempts of post-processing are made by two different methods, namely electroplating and abrasive resistant coating.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
41.1 Introduction
Additive manufacturing (AM) technology is used for the manufacturing part for engineering industry like aircraft and automotive products as well as medical industry such as dental restorations and medical implants. Nowadays, this technology, especially the fused deposition modeling (FDM), is found to be a cost-effective method and useful for making patterns due to its advantages such as design freedom, incorporation of intricate features, reduced labor, and speed of manufacturing. With the advancement in technology, filament materials are also evolving and providing more strength that makes the use of 3D printed part for industrial application. Though FDM process is economical, favorable, and easy to use than any other AM process, it has found many limitations in terms of surface quality and part accuracy. Alafaghani et al. [1] studied six parameters and their effect on the dimensional accuracy. They found that building direction, extrusion temperature, and layer height play a significant role to improve the mechanical property and dimensional accuracy. Mohamed et al. [2] investigated the effect of layer thickness, air gap, raster angle, build orientation, road width, and number of contours on the printing speed and material consumption. They found that layer thickness is the most significant parameter which affects the printing speed and feedstock material consumption. Shrinkage is one of the defects detected in the 3D printed part due to which its surface finish gets affected. The results of the research of Sood et al. [3] are very helpful in investigating the life of patterns. They have performed thirty-two experiments considering five variables that are layer thickness, orientation, raster angle, raster width, and air gap. The observations are taken by using the scanning electron microscope (SEM) for adhesion wear, crushing, crack development, pit formation, and abrasion. To improve the properties of the filament material used in 3D printing particularly for FDM process, Kumar and Panneerselvam [4] carried out the research to find out the effect of reinforcement of nylon by glass fiber on the two-body abrasive wear. They concluded that reinforcement significantly increases the strength of the nylon and reduces the wear. Mohamed et al. [5] studied the creep resistant property of the PC-ABS filament material. Their focus was on the raster fill angle, raster air gap, layer thickness, etc. They have developed model for the calculation of creep displacement. Utilizing the result of developed model, they generated response surface and found that lower the raster angle, lower the creep displacement. A higher air gap can also be helpful in reducing the creep displacement. For utilizing the advantages of 3D printing technology, it is essential to know the surface wear of the FDM printed part due to sliding.
Saleh et al. [6] contributed in investigating the effect of electroplating on the mechanical properties such as Young’s modulus and impact strength of 3D printed parts. They claimed that electroplating improves the surface finish of the 3D printed parts. Jin et al. [7] developed a theoretical model for the geometrical representation of filament during chemical finishing. They built the specimen by using polylactic acid (PLA) material followed by chemical post-processing with dichloromethane vapors. The chemical profile is observed by a laser microscope, and the results are compared with theoretical results. They noted that chemical polishing not only reduces roughness of the specimen but also improves toughness.
Jain et al. [8] mentioned the cost comparison and quality check between simple sand casting and lost PLA casting. They found that the cost of lost PLA method is more than traditional sand casting, but the accuracy and finishing of the casted part by the lost PLA method are very high compared with the traditional method. For this research, they considered a case study of casting of middle disk of Oldham coupling. They have suggested that to get zero defect casting at one go, it would be better to use the lost PLA method though the cost is high. Singh et al. [9] found very important use of additive manufacturing in the field of biomedical implants. They suggested that the standard part used as implants may not work efficiently and create problems. With the use of the additive manufacturing, we can produce the individual implants with less cost as compared with investment casting method used traditionally. The only problem with the FDM patterns is its surface finish. They tried to improve the surface finish of the prints with the use of acetone vapor bath, electroplating, and abrasive flow polishing. Among all these techniques, they found that vapor bath has enough potential of post-processing that fulfills the required surface finish in the field of biomedical implants. Mustafa et al. [10] considered the parameters’ strength and cost, while they studied the effect of cost by means of time and volume.
It has become a practice to use additive manufacturing in foundry technology to build master patterns which lead to less manufacturing time, but it has not commonly observed that 3D printed patterns are used directly as sand casting pattern. Therefore, attempts are made to investigate the wear and dimension of the 3D printed pattern for polymers. In this paper, the research work related to use of different materials and post-processing methods for 3D printed patterns and the effects on dimensional variation are reported. The remainder of the paper is organized as follows: Sect. 41.2 provides the description of materials and parameter selection along with preliminary experiments. Section 41.3 deals with experimentation and measurements. The results are discussed in Sect. 41.4, and the conclusions are mentioned in Sect. 41.5.
41.2 Parameters’ Selection and Preliminary Experiments
In FDM, filament of various polymers is used as raw materials which get heated and extruded to create layer-by-layer formation of three-dimensional geometry. Commonly used materials for filaments are acrylonitrile butadiene styrene (ABS) and PLA. Other than these materials, polycarbonate (PC), PC-ABS, nylon, polyethylene terephthalate glycol (PET-G), high impact polystyrene (HIPS), and thermally conductive plastics (TCP) are also available as filament materials. Based on filament properties, price, and availability of printing facility, ABS, PC-ABS, and nylon are selected as filament materials in this study. FDM printing with nylon and PC-ABS is a difficult task as nylon absorbs moisture, and PC-ABS requires controlled surrounding temperature to avoid distortion. On the basis of a literature survey, standards are given by filament manufacturer and 3D printer capabilities; the process parameters are selected and their values are reported in Table 41.1. As per the requirement of filament materials under consideration different values of bed temperature, nozzle temperature and printing speed are selected. All other parameters such as layer thickness, infill percentage, raster angle, raster width, air gap, number of contour, and infill pattern are kept same for all the three filament materials under consideration.
The FDM printer used for pattern printing is as shown in Fig. 41.1. In order to ensure the accuracy of the 3D printer, samples are prepared by setting the parameter values 0.2 mm for layer thickness, 0.4 mm for raster width, and 45° for raster angle. The 3D printed samples are tested under digital microscope as shown in Fig. 41.2.

FDM facility

Image captured by digital microscope
The measured values of layer thickness, raster width, and raster angle are 0.204 mm, 0.401 mm and 45.5°, respectively. As the maximum variation between set values and obtained values is not more than 2%, the printer is considered to be suitable for pattern making.
41.3 Experimentation and Measurement
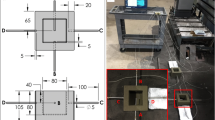
In order to test most of the dimensions on various surfaces, the following model as shown in Fig. 41.3 is selected. The tolerance provided on the pattern is ±700 μm.

Model of sample pattern
The 3D model of a sample under consideration is converted into .stl file and imported into FDM printing software. By setting the parameters as mentioned in Table 41.1, the sample patterns are 3D printed for three filament materials under consideration. Figure 41.4 shows three printed sample patterns of nylon, ABS, and PC-ABS materials.

FDM printed pattern
The molds by using these patterns are prepared, and then, ramming operation is carried out in cycle’s steps. The pneumatic ramming is performed, and for predicting the life of the pattern, dimensional wear of test pattern is considered. The dimensions of various surfaces of the pattern are measured by using coordinate measuring machine as shown in Fig. 41.5.

CMM used for measurement
A total 600 ramming cycles are performed, and after an interval of 150 cycles, length of each side a, b, c, and d as shown in Fig. 41.6 are measured on CMM. For measurement, horizontal plane and inclined planes are plotted for all surfaces, and line intersection is marked to get required results.

Graphical view on CMM
Further, two samples of ABS material with the same dimensions are printed on FDM. On one sample wear resistant coating and on other sample electroplating is applied as shown in Fig. 41.7.

Coated and electroplated FDM patterns
The thickness of wear resistant coating is about 250 μm, and the thickness of electroplating along with conductive coat is about 350 μm. The pneumatic ramming is carried out on molds of coated and electroplated sample patterns to check the improvement in wear.
41.4 Results and Discussions
Along with the change in the dimensions, the change in weight of the pattern is also measured by using a weighing machine for understanding the effect of wear. The average change in dimensions of samples and change in mass of the samples after an interval of 150 ramming cycles up to 600 ramming cycles for ABC, PC+ABS, and nylon materials are reported in Table 41.2.
The average change in dimensions of sample patterns against a number of cycles is plotted as shown in Fig. 41.8. From the graph, it has been observed that difference in wear of pattern in PC-ABS is marginal due to its inner resistant. The difference of wear in nylon samples is higher but shows the least wear conditions among the three materials used. The difference in wear of pattern in ABS is more than PC-ABS, and wear rate is more than nylon.

Graph of average dimensional wear
From Fig. 41.8, it is observed that the wear rate of every sample is decreasing with the increase in the number of ramming cycles due to the fact that initially, the patterns are more rough and getting smoother with number of ramming. Variation in wear of ABS pattern is due to its less strength and stair-stepping effect of the process. There is a scope of improving wear of ABS by using post-processing methods. Also, in terms of ease of printing, ABS is a better option for casting pattern.
The attempt is made to reduce the surface wear of the 3D printed patterns of ABS by coating with the abrasive resistant coat and electroplating. Table 41.3 shows the average change in dimensions of samples and change in mass of the samples after an interval of 150 ramming cycles up to 600 ramming cycles for coated ABS and for electroplated ABS. Figure 41.9 shows the plot of average dimensional wear versus number of ramming cycles for all the samples, i.e., patterns of ABS, PC+ABC, nylon, coated ABS, and electroplated ABS.

Graphs of dimensional wear of all samples
From the graph, it is shown that the ramming of 600 cycles found very little effect on change in dimension of test samples for coated and electroplated ABS. Both coating and electroplating improve the wear resistance of ABS material. Abrasives resistant coating has shown improvement in surface quality of the coated pattern, and wear rate is reduced by approximately 85%. Though it is difficult to electroplate the 3D printed pattern, the results of the average wear are very significant as it reduces wear almost 95%. Hence, it is advisable to use post-processing technique for FDM printed pattern.
41.5 Conclusion
In this paper, the usefulness of FDM patterns for sand casting has been studied. Three different materials are taken for experimental study, and pattern of sand casting are printed by FDM printer with similar input parameters. Dimensional variations of patterns over the period of number of ramming cycles have been recorded, and dimensional wear is analyzed. In addition, post-processing techniques such as abrasive coating and electroplating are applied on the FDM printed pattern of ABS material. Among the three materials used in this investigation, ABS material can be considered as better filament material considering the ease of printing, cost of the printing, and time taken for printing. Though the dimensional wear of PC+ABS and nylon are comparable with ABS material, the coating, as well as electroplating, improves the wear property of ABS. This study can be further explored for checking compressive and impact strength and the improvement in strength of patterns due to post-processing.
References
Alafaghani, A., Qattawi, A., Alrawi, B., Guzman, A.: Experimental optimization of fused deposition modeling processing parameters: a design-for-manufacturing approach. In: Procedia Manufacturing, 45th SME North American Manufacturing Research Conference, NAMRC 45, LA, USA, vol. 10, pp. 791–803. Elsevier, USA (2017)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Mathematical modeling and FDM process parameters optimization using response surface methodology based on Q- optimal design. Appl. Math. Model. 40, 10052–10073 (2016)
Sood, K., Ohdar, R.K., Mahapatra, S.S.: Experimental investigation on wear of FDM processed part. Adv. Mater. Res. 445, 883–888 (2012)
Kumar, S., Panneerselvam, K.: Two-body abrasive wear behavior of nylon 6 and glass fiber reinforced (GFR) nylon 6 composite. In: Procedia Technology, Global Colloquium in Recent Advancement and Effectual Researches in Engineering, Science and Technology (RAEREST 2016), vol. 25, pp. 1129–1136, Elsevier Ltd. (2016)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Experimental investigation of time dependent mechanical properties of PC-ABS prototypes processed by FDM additive manufacturing process. Mater. Lett. 193, 58–62 (2017)
Saleh, N., Hopkinson, N., Hague, R.J.: Effects of electroplating on the mechanical properties of stereo lithography and laser sintered parts. Rapid Prototyp. J. 10, 305–315 (2004)
Jin, Y., Wan, Y., Zhang, B., Liu, Z.Q.: Modeling of the chemical finishing process for polylactic acid parts in fused deposition modeling and investigation of its tensile properties. J. Mater. Process. Technol. 240, 233–239 (2017)
Jain, P., Kuthe, A.M.: Feasibility Study of manufacturing using rapid prototyping: FDM approach. Procedia Eng. 63, 4–11 (2013)
Singh, D., Singh, R., Singh, K.B.: Development and surface improvement of FDM pattern based investment casting of biomedical implants: a state of art review. J. Manuf. Process. 31, 80–95 (2018)
Mostafa, K.G., Montemagno, C., Qureshi, A.J.: Strength to cost ratio analysis of FDM nylon 12 3D printed parts. In: 46th SME North American Manufacturing Research Conference, vol. 26, pp. 753–762 (2018)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Sapkal, S.U., Patil, I.C., Darekar, S.K. (2020). Dimensional Variation and Wear Analysis of 3D Printed Pattern for Sand Casting. In: Yadav, S., Singh, D., Arora, P., Kumar, H. (eds) Proceedings of International Conference in Mechanical and Energy Technology. Smart Innovation, Systems and Technologies, vol 174. Springer, Singapore. https://doi.org/10.1007/978-981-15-2647-3_41
Download citation
DOI: https://doi.org/10.1007/978-981-15-2647-3_41
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2646-6
Online ISBN: 978-981-15-2647-3
eBook Packages: EngineeringEngineering (R0)