
Abstract
Laser beam cutting (LBC) demonstrates its superiority over traditional cutting techniques due to its contactless and localized nature between the cutting tool and workpiece surface. Nowadays, pulsed Nd:YAG laser beam cutting is in one of the highly demanded cutting processes for variety of applications in the aircraft, aerospace, marine, defense, etc., sectors. This system is able to cut not only intrinsic and complex shapes for an inclusive variety of materials but also provide higher accuracy and precise cut edge surface. In this chapter, analysis of some key investigations is performed by the previous researchers for pulsed Nd:YAG laser beam cutting of distinct materials like metals, non-metals, and composites have been discussed. The conducted survey has been based on the influence of the variable laser cutting factors on the performance characteristics.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Townes and Schawlow developed the first functional ruby laser in 1957, based on the Planck’s concept of quanta or packets [1]. Higher monochromaticity, coherence, low diffraction (divergence), and high radiance make the laser beam differ from ordinary light beam either natural or manmade [2]. Absorption, population inversion, and emission are the important processes required for the generation of a laser beam.
Generally, lasers are categorized on the basis of their lasing medium such as solid, liquid, and gas lasers. However, all laser systems can be acted in both pulsed and continuous mode, i.e., interrupted and uninterrupted emission of a laser beam. CO2 and Nd:YAG laser systems are the most famous type of lasers used for processing of materials in the types of gas and solid-state lasers, respectively [3, 4].
Lasers have a range of numerous uses in the engineering, medical, industrial, defense, marine, aerospace, aircraft and sports sectors, etc., such as laser machining, welding, surgery, imaging, and spectroscopy. These applications require a higher degree of machining due to complex profiles and intrinsic shapes. Laser beam machining (LBM) is a contactless technique which uses the thermal energy of the incident laser beam to remove the material from the surface of workpiece. This is a non-contact type process; therefore, no vibrational forces are generated as compared to conventional machine tools. The removal of material is occurred due to the melting, vaporization, and evaporation. The optical, thermal, and structural properties of the workpiece material ascertain the effectiveness of the LBM process [5]. Thus, low thermal conductive and diffusive materials exhibit a well-suited environment during laser machining. LBM can be categorized on the basis of movement of the laser beam and workpiece. Generally, the relative motion between incident laser beam and workpiece material is expressed in the terms of their dimensional positions [1]. Thereby, laser beam drilling (LBD) is known as one-dimensional laser machining. In the LBD, incident beam remains fixed relative to the workpiece. In this process, the developed erosion front is situated at the bottom side of the produced hole. LBD is used to create holes in turbine blades and combustion chambers. Whereas, in the LBC process workpiece moves and beam remains stationary. Three-dimensional laser machining approaches such as laser turning, laser milling, and laser grooving are used in the applications which needed mass removal of material removal. In these processes, two or more laser beams in either fixed or movable condition are used to cut the materials. LBC is the most popular type of laser machining due to higher dimensional accuracy and precise cutting for an extensive variety of metallic and non-metallic engineering materials. The contactless nature of the process provides absence of the frictional and vibrational forces; therefore, no tool wear takes place. It produces narrow kerf with relatively low heat-affected zone (HAZ) with higher cut edge quality [5, 6]. Assist gas is also used in this process to remove molten material from erosion front and reduce the width of recast layer and spatter formation. Blanking, cutting, and marking are the some important applications of laser cutting. This chapter provides a piece of detailed knowledge about the effects of the vital process parameters on cut edge quality during pulsed Nd:YAG laser cutting of versatile engineering materials like metals, non-metals, and composites.
2 Pulsed Nd:YAG Laser
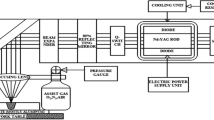
The wavelength of Nd:YAG laser system is 1.064 µm, however, its operating efficiency is only 4% which is relatively low as compared to CO2 laser 12%. This is due to that the releasing energy rate through the heat in CO2 laser is very low compared to the rate of energy release through light. However, the quantum efficiency of both lasers is nearly same as 40% for Nd:YAG and 45% for CO2 laser. The schematic diagram of Nd:YAG laser system with its main components is shown in Fig. 1. To lead the oscillating photons which are generated in the beam generation unit, two optical mirrors are used. In both mirrors, one is 100% reflective, while the other one is 95% reflective or 5% transitive. The delivery of the generated laser beam is performed by optical fibers. These optical resonators are averted by generated fumes and scatter during cutting by the use of different types of assist gases [7, 8]. Nd:YAG laser system can be used evenly both thick and thin sheet of different materials. However, the beam power of Nd:YAG lasers are relatively low but in pulsed mode, it can be used to cut thicker sheets (more than 2 mm) satisfactorily due to higher peak powers. Moreover, for thin sheets, it is also well suited due to shorter pulse duration. This system also proves its appropriateness for highly reflective materials and various super alloys due to its shorter wavelength. These materials are considered as difficult to cut materials.

Schematic diagram of Nd:YAG laser system [7]
In this system, a laser beam in the pulsed mode strikes on the outer surface of the workpiece and surge the temperature up to its boiling point (material). As well as the temperature rises, material starts melting and a keyhole is started to form on the work surface. This keyhole acts as a black box and absorbed heat energy of incident laser beam. Thereafter, the temperature in keyhole suddenly surges due to reflections of incident laser beam in various directions. Thereby, vaporization of work material takes place with a higher rate and deepens the keyhole more and results in wider kerf widths. Nd:YAG LBC is hugely used to cut an extensive range of materials for their industrial application. The setup time of this system is very less, therefore, it is considered as the fastest laser cutting technique. Moreover, it is also more economical for mass production as compared to other advanced machining techniques. Its major area of applications is the automotive, medical, nuclear, marine, civil structural, food processing, consumer goods, chemical sectors, etc. [3, 9, 10].
2.1 Process and Performance Parameters
In the LBC, the performance of process is measured on the basis of three vital characteristics namely quality, geometrical, and metallurgical. Quality characteristics can be classified in mainly two types such as material removal rate (MRR) and surface roughness (SR) of the cut. Whereas, geometrical characteristics are categorized by various attributes of developed kerf like width, deviation, taper, kerf ratio, etc. These features are also known as kerf quality characteristics. In general, the kerf is considered as the loss of material at the starting of the cut. These features provide the profile of the cut surface and ensure the degree of fitness of the as per the requirement. On the other side, metallurgical characteristics such as heat-affected zone (HAZ) and recast layer thickness provide the change or variation into the material microstructure during machining. These performance characteristics depend on the value/range of the various process parameters or cutting parameters. Input factors can be also categorized into three types like beam characteristics, laser characteristics, and cutting characteristics. The classification chart of process and performance characteristics is shown in Fig. 2. Different features of kerf qualities during pulsed Nd:YAG laser cutting are shown in Fig. 3. In the Nd:YAG laser cutting, most of the experimental investigations are focused on the improvement of the geometrical and metallurgical quality of the performed cut. Proper adjustment of the variable cutting parameters is able to ascertain it. Some researchers have used one parameter at a time (OPAT) and some used design of experiments (DOE) techniques to conduct the experiments.

Classification of various process and performance parameters in LBC

Kerf quality characteristics during laser cutting [11]
3 Pulsed Nd:YAG Laser Cutting of Metals
A lot of researchers have performed numerous theoretical and experimental investigations during pulsed Nd:YAG laser cutting of distinct ferrous and non-ferrous metals such as steel, aluminim, nickel, and titanium. Ghany and Newishy [12] reported that at higher cutting speed, higher pulse frequency, nitrogen as assist gas is able to reduce the kerf width and improve cut geometry. Moreover, they observed that in pulsed mode, smaller cutting speed provides lower kerf width. Choubey et al. [13] performed laser cutting for dismantling applications of steel sheet having a varying thickness between 4 and 20 mm in dry air and underwater environment. They observed that a rise in pulse width increases the cutting speed due to reduced spot overlapping.
Thermal and electrical properties of aluminum (Al) and its alloys make them challenging to cut by conventional processes. Thus, in these days, laser cutting is widely used to cut this type of materials having unique properties like higher reflective, lightweight, etc. Al and its alloys are mostly used in naval, aerospace, and automobile industries. Sharma and Yadava [14] employed a hybrid optimization approach to decide the optimum levels of air pressure, width, and frequency of the pulse and cutting speed to reduce kerf taper and surface roughness during laser cutting of Al-40800 alloy. They found that due to the higher reflectivity of Al alloy, lower cutting speed is able to provide reduced kerf taper. Chaki et al. [15] revealed that higher settings of cutting speed and pulse energy can increase the material removal rate in laser cutting. The pulse duration also affects the molten material quantity in terms of lower kerf width and surface roughness [16]. Dubey and Yadava [17] have found that pressure of assist air and pulse frequency remarkably influenced the quality of kerf in laser cutting of 8011 Al alloy having thickness of 0.9 mm.
Nickel-based alloys and super alloys are extensively used in aircraft industries for jet engine casting and turbochargers, turbine blades, etc. These specific applications required higher dimensional accurate and precise cutting, which is not possible by conventional cutting techniques. Therefore, laser system is widely used for cutting these types of difficult to cut materials. Thawari et al. [18] revealed that kerf width and surface roughness significantly depend on the overlapping of laser beam spots during laser cutting of Hastalloy X sheet. Dubey and Yadava [19] observed that cutting speed is the most influencing parameter for all output responses during cutting of nickel-based super alloy. In straight and profile cutting of Ni-based super alloy, it is observed that the effect of assist gas pressure is almost the same for kerf width and kerf deviation in both cases [20].
LBC of titanium (Ti) and its alloys is highly used in aerospace and medical component manufacturing industries. These alloys have superior mechanical and structural properties like higher toughness, strength, and stiffness with high corrosive and fatigue resistance. Almeida et al. [21] performed the laser cutting of pure Ti and Ti-6Al-4V sheets to examine consequences of the considered variable input factors to determine the cut edge surface roughness. They found that at the higher overlapping rate and lower cutting speed, surface roughness decreased and dross quantity increased. Shanjin and Yang [22] inspected the influence of various variable input parameters like pulse energy, pulse rate, cutting speed, gas type, and gas pressure on HAZ, surface morphology, and corrosion resistance in laser cutting of TC1 alloy sheet. They found that high values of pressure of assist gas are able to increase the melt material removal rate and provide reduced HAZ due to cooling effect. Nd:YAG laser cutting system in pulsed mode is also employed extensively in the medical sectors to cut nickel- and titanium-based shape memory alloys for surgical instruments, cardio-vascular system devices, dental implants, etc.
4 Pulsed Nd:YAG Laser Cutting of Non-metals
The conventional techniques for cutting of ceramic-like water jet machining, diamond saw are very costly and time taking. Therefore, in the last few decades, the application of Nd:YAG laser system is increased for cutting of non-metallic materials like glass, silicon, ceramics, etc. [8]. Tuersley et al. [23] used a laser system to cut and drill borosilicate glass with SiC fibers to examine the effect of the variable input factors. They observed that MRR significantly influenced by laser peak power. Quintero et al. [24] observed that pulsed Nd:YAG laser cutting system is capable to provide structural cracks free cuts either perpendicular to the cut walls or at the cut end.
5 Pulsed Nd:YAG Laser Cutting of Composites
Besides metals and non-metals, Nd:YAG laser system is also suitable to cut composite materials specially fiber-reinforced polymer (FRP) composites. However, cutting of FRP composites is a tough task due to their integral structural properties. Laser cutting minimizes various issues like a crash in the matrix phase, evacuation of reinforcing fibers, delamination, wear of cutting tool edge, etc. [25, 26], during cutting of FRP composites as compared with conventional cutting systems due to its contact-less nature. It offers higher cut quality and flexibility with a higher production rate [7]. Mathew et al. [27] performed laser cutting of carbon fiber-reinforced polymer (CFRP) composite sheet and observed that the width of kerf decreases with an increase in cutting speed. Moreover, they found that HAZ rises with an increase in repetition rate. Various researchers also successfully performed laser cutting of aramid fiber-reinforced polymer (AFRP) composites and discussed the influence of variable cutting factors on different cut quality characteristics [28,29,30,31].
Gautam and Pandey [31] evaluated the consequences of different input parameters on top and bottom deviation of kerf in laser cutting of AFRP composite. They found that due to the difficult to burn properties of Kevlar fiber, lamp current affects mostly the quality of cut. They also observed that higher cutting speed provide un-cut situation due to insufficient burning of Kevlar-29 fibers as shown in Fig. 4a, b.

a, b No cut situation during laser cutting of AFRP [31]
Gautam and Mishra [32] performed the laser cutting of hybrid FRP composite laminate. They have selected two highly inflammable fibers, Kevlar-29 and Basalt fibers as a reinforcing agent in the epoxy-based matrix. They perceived that the accurateness of the cut edge is not only influenced by the variable laser process parameters but also by the physical, chemical, and mechanical properties of the ingredient fibers. They observed that lower settings of lamp current, pulse frequency, and compressed air pressure, whereas higher settings of cutting speed are favorable to achieve the highly accurate profile of cut for the hybrid composites [11]. In another study, they [33] observed that lamp current is the most prompting parameter for width and taper of the cut during laser cutting of basalt fiber-reinforced polymer (BFRP) composite. While on the other side kerf deviation was significantly influenced by the cutting speed. Moreover, they observed that pulse frequency was the less influencing parameter for all three output responses. However, they also found that lower values of assist gas pressure and cutting speed reduce the heat dissipation rate and result in deposition of epoxy resin with uneven and extra burning as shown in Fig. 5.

Issues in laser cutting of BFRP composite [33]
6 Applications of Artificial Intelligence in Pulsed Nd:YAG Laser Cutting
Large range of variable factors makes LBC a highly non-linear and complex process. Therefore, it is a very difficult task to forecast the behavior of input factors. To overcome this problem, various researchers employed different artificial intelligence (AI) techniques such as genetic algorithm (GA), particle swarm optimization (PSO), and firefly algorithm (FA). The robust nature of theses AI techniques makes them favorable to identify interrelationship between input and output process parameters. Various studies show that these techniques are able to provide optimal solutions to improve performance measures.
A 98.48% accurate back-propagation ANN model to estimate the depth and width of the developed cut and HAZ by using three variable process factors was developed by Tsai et al. [34]. An improvement of 19.16 and 17.32% at the optimum combination of variable process parameters for kerf taper and surface roughness were achieved by Pandey and Dubey [35] using GA approach for cutting of titanium alloy sheet. They also proposed a hybrid multiobjective optimization technique gray-fuzzy methodology to simultaneously minimize kerf width, kerf taper, and surface roughness as a single index. They found an overall improvement of 19% in output responses by the proposed approach [36].
Gautam and Pandey [31] employed TLBO algorithm approach for optimization of input parameters in laser cutting of AFRP composite laminates. In this experimental study, they recorded remarkable improvement in the quality of top and lower kerf deviations by TLBO technique. The same technique further employed by Gautam and Mishra [11] to ascertain the optimal settings of input factors in laser cutting of hybrid composite. They registered a total enhancement of 22.23% in all evaluated kerf qualities at acquired optimum settings of variable process parameters. In another study, Gautam and Mishra [33] employed firefly algorithm (FA) to achieve the optimum setting of variable input factors to minimize different kerf qualities during laser cutting of BFRP composite. They found that used optimization technique is able to provide 26.75% improvement in output quality responses.
7 Summary
The chapter presented here is a critical review of investigations performed by previous researchers in the field of pulsed Nd:YAG laser beam cutting process for distinct materials. The main conclusions enumerated from this chapter are listed below:
-
1.
Nd:YAG laser cutting system in pulsed mode is capable to cut a broad variety of engineering materials.
-
2.
Difficult to machine super alloys can be cut by Nd:YAG laser because of its independence from their mechanical properties.
-
3.
The performance of Nd:YAG laser depends on the various input factors. However, the operating range of these factors is adjusted according to the optical, thermal properties, and composition of workpiece materials.
-
4.
The geometrical, surface quality, and metallurgical quality characteristics are the vital performance measures of the process.
-
5.
FRP composite materials can be cut by Nd:YAG laser system with higher accuracy and minimal processing defects compared to conventional approaches.
-
6.
AI-based optimization techniques can be used to determine favorable settings of variable input parameters to improve process performance.
References
Chryssolouris G (1991) Laser machining theory and practice. Springer science+business media, LLC
Haken H (1985) Light, vol 2. North Holland
Steen WM, Mazumder J (2010) Laser material processing, 4th edn. Springer, Berlin
Steen WM (2003) Laser material processing-an overview. J Opt A Pure Appl Opt 5:S3–S7
Dubey A, Yadava V (2008) Laser beam machining—a review. Int J Mach Tools Manuf 48:609–628
Dubey AK, Yadava V (2008) Experimental study of Nd:YAG laser beam machining—an overview. J Mater Process Technol 195(1–3):15–26
Gautam GD, Pandey AK (2018) Pulsed Nd:YAG laser beam drilling: A review. Opt Laser Technol 100:183–215
Dahotre NB, Harimkar SP (2008) Laser fabrication and machining of materials. Springer
Meijer J (2004) Laser beam machining (LBM), state of the art and new opportunities. J Mater Process Technol 149:2–17
Koechner W, Bass M (2003) Solid-state lasers: a graduate text. Springer, New York
Gautam GD, Mishra DR (2019) Dimensional accuracy improvement by parametric optimization in pulsed Nd:YAG laser cutting of Kevlar-29/Basalt fiber reinforced hybrid composites. J Braz Soc Mech Sci Eng 41(7):1–22
Ghany KA, Newishy M (2005) Cutting of 1. 2 mm thick austenitic stainless steel sheet using pulsed and CW Nd:YAG laser. J Mater Process Technol 168:438–447
Choubey A et al (2015) Studies on pulsed Nd:YAG laser cutting of thick stainless steel in dry air and underwater environment for dismantling applications. Opt Laser Technol 71:6–15
Sharma A, Yadava V (2012) Modelling and optimization of cut quality during pulsed Nd:YAG laser cutting of thin Al-alloy sheet for straight profile. Opt Laser Technol 44(1):159–168
Chaki S, Bathe RN, Ghosal S (2015) Multi-objective optimisation of pulsed Nd:YAG laser cutting process using integrated ANN—NSGAII model. J Intell Manuf 29(1):175–190
Leone C, Genna S (2018) Heat affected zone extension in pulsed Nd:YAG laser cutting of CFRP. Compos B 140:174–182
Dubey AK, Yadava V (2007) Optimization of kerf quality during pulsed laser cutting of aluminium alloy sheet. J Mater Process Technol 4(2005):412–418
Thawari G, Sundar JKS, Sundararajan G, Joshi SV (2005) Influence of process parameters during pulsed Nd:YAG laser cutting of nickel-base superalloys. J Mater Process Technol 170:229–239
Dubey AK, Yadava V (2008) Multi-objective optimization of Nd:YAG laser cutting of nickel-based superalloy sheet using orthogonal array with principal component analysis. Opt Lasers Eng 46:124–132
Sharma A, Yadava V, Rao R (2010) Optimization of kerf quality characteristics during Nd:YAG laser cutting of nickel based superalloy sheet for straight and curved cut profiles. Opt Lasers Eng 48(9):915–925
Almeida IA et al (2006) Optimization of titanium cutting by factorial analysis of the pulsed Nd:YAG laser parameters. Journal of material processing technology 179:105–110
Shanjin L, Yang W (2006) An investigation of pulsed laser cutting of titanium alloy sheet. Opt Lasers Eng 44:1067–1077
Tuersley IP, Hoult TP, Pashby IR (1998) Nd—YAG laser machining of SiC fibre/borosilicate glass composites. Part I. Optimisation of laser pulse parameters. Compos Part A 29(8):947–954
Quintero F et al (2006) Cutting of ceramic plates by optical fiber guided Nd:YAG laser cutting of ceramic plates by optical fiber guided Nd:YAG laser. J Laser Appl 13(84):9–14
Komanduri Ranga (1993) Machining fiber-reinforced composites. Mech Eng 115(4):58
Komanduri R (1997) Machining of fiber-reinforced composites. Mach Sci Technol Int J 1(1):37–41
Mathew J, Goswami GL, Ramakrishnan N, Naik NK (1999) Parametric studies on pulsed Nd:YAG laser cutting of carbon fibre reinforced plastic composites. J Mater Process Technol 90:198–203
Yilbas BS, Akhtar SS (2012) Laser cutting of Kevlar laminates and thermal stress formed at cutting sections. Opt Lasers Eng 50(2):204–209
Yilbas BS, Karakas FC (2008) Laser hole cutting in Kevlar: modeling and quality assessment. Int J Adv Manuf Technol 38:1125–1136
Yilbas BS, Sahin AZ, Chatwin C, Ayar T (2011) Laser cutting of Kevlar laminates: first and second law analysis. J Mech Sci Technol 25(4):855–862
Gautam GD, Pandey AK (2017) Teaching learning algorithm based optimization of kerf deviations in pulsed Nd:YAG laser cutting of Kevlar-29 composite laminates. Infrared Phys Technol 89:203–217
Gautam GD, Mishra DR (2019) Evaluation of geometrical quality characteristics in pulsed Nd:YAG laser cutting of Kevlar-29/basalt fiber reinforced hybrid composite using grey relational analysis based on genetic algorithm. FME Trans 47(3):560–575
Gautam GD, Mishra DR (2019) Firefly algorithm based optimization of kerf quality characteristics in pulsed Nd:YAG laser cutting of basalt fiber reinforced composite. Compos Part B 176:107340
Tsai MJ, Li CH (2009) The use of grey relational analysis to determine laser cutting parameters for QFN packages with multiple performance characteristics. Opt Laser Technol 41:914–921
Pandey AK, Kumar A (2012) Simultaneous optimization of multiple quality characteristics in laser cutting of titanium alloy sheet. Opt Laser Technol 44(6):1858–1865
Pandey AK, Dubey AK (2013) Multiple quality optimization in laser cutting of difficult-to-laser-cut material using grey—fuzzy methodology. Int J Adv Manuf Technol 65:421–431
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Gautam, G.D., Mishra, D.R. (2020). Pulsed Nd:YAG Laser Cutting: Accuracy Improvement and Parametric Influences. In: Kibria, G., Bhattacharyya, B. (eds) Accuracy Enhancement Technologies for Micromachining Processes. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-2117-1_6
Download citation
DOI: https://doi.org/10.1007/978-981-15-2117-1_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2116-4
Online ISBN: 978-981-15-2117-1
eBook Packages: EngineeringEngineering (R0)