
Abstract
In this work, gas tungsten arc welding (GTAW) on Inconel 825 is carried out which is a solid solution-based nickel-based alloy known for its excellent corrosion resistance properties and high strength. A Box–Behnken design (BBD) of 27 experimental runs was adopted for this study. Welding current (I), welding speed (V), gas flow rate (GFR) and arc length (N) are selected as process parameters to investigate different weld bead characteristics such as penetration (P), front width (FW) and front height (FH). Statistical models were developed using the RSM approach and model graph analysis is carried out for determining the influence of process parameters on the weld bead geometry. Finally, Genetic Algorithm(GA) is implemented to optimize the weld bead geometry of the welds. Results indicate, with an increase in welding current penetration and front width increases and decreases with an increase in welding speed. Results of GA provides an optimal perimeter combination of I = 120 A, V = 181 mm/min, GFR = 9.2 l/min and N = 2.4 mm, while considering the required penetration as 2.5 mm. Also, the results obtained using the GA approach is found beneficial for the fabrication industry.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Inconel 825 is a popular nickel-based alloy known for its wide range of applicability, especially in marine and aerospace industries, due to its high strength and high corrosion resistance properties in various environments. Fabrication of this material is difficult due to their higher dynamic shear strength and higher strain hardening tendency [1, 2]; GTAW is a very popular and versatile welding approach which can be used for any kind of material of thickness as high as 15 mm. This process exhibits advantages like high quality and low distortion weld, reduced spatter, minimal finish, etc., which makes it suitable for welding the nickel-based alloys [1, 3].
Weld quality is mainly evaluated by weld bead geometry and mechanical properties of a weld. The weld bead geometry is further associated with various quality characteristics such as penetration, front width, front height, back width and back height. Welding optimization is a multi-factor and multi-response technique, which optimizes different responses considering optimum parameters within the factors limit; simultaneous optimization requires appropriate optimization tools [3]. In recent past, many researchers have used various conventional or soft computing-based optimization methods to optimize various welding characteristics. Gunaraj and Murugan [4] have highlighted the use of RSM by designing a four-factor five-level central composite design (CCD) for predicting various weld responses. Datta et al. [5] applied Taguchi-grey approach for optimization of the weld bead. Further, the significant process factors were identified by the analysis of variance method (ANOVA).
Kim et al. [6], used response surface methodology (RSM) and genetic algorithm (GA) for determining GMA welding conditions. First, in a relatively broad region, near-optimal conditions were determined through GA, and then the optimal conditions were determined using RSM approach in a relatively small region. Correia et al. [7] compare these two techniques, i.e. RSM and GA in the optimization of a GMAW welding process. GA can locate optimal condition without generating a specific model unlike RSM approach. Dey et al. [8] adopted regression analysis and GA optimization technique to minimize the weldment area, while satisfying maximum bead penetration. In this proposed work, RSM-GA approach is used to optimize the GTAW process parameters in order to optimize the weld bead geometry of the weld.
2 Experimental Investigations
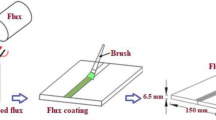
In this present investigation, 2.5 mm thick Inconel 825 strip of dimension 60 × 25 mm is selected; a square butt joint is selected for investigation of GTAW of Inconel 825. Four welding parameters such as welding current (I), welding speed (V), gas flow rate (GFR) and arc length (N) are selected, as per their significance in weld quality. The working ranges of each parameter were defined by conducting a series of preliminary experiments. The ranges obtained are—welding current: 80–120 A, welding speed: 180–230 mm/min, gas flow rate: 6–12 l/min and arc length: 2–3 mm. Box–Behnken (BBD) experimental design having 27 experimental trials was adopted to carry out the GTAW welding experiments. Figure 1 shows the welding setup used and the welding experiments were conducted as explained by Choudhury and Chandrasekaran [3]. According to the results obtained (refer Table 1), the maximum and minimum values of penetration are observed as 2.69 mm (max) and 1.20 mm (min), respectively. Figure 2 represents the best and the worst specimens in terms of weld bead geometry (WBG).

Welding setup

a Best WBG, b worst WBG
3 RSM Modelling
Response surface methodology (RSM) is a combination of mathematical and statistical techniques, in which the mathematical models were developed by regression method using the experimental data. Here, the relationship between the dependent variable, i.e. bead geometry and the independent variables, i.e. welding current, welding speed, gas flow rate and arc length is expressed as.
In order to optimize the response Y, a second-order polynomial equation is need to be develop which can be expressed as
where \(b_{0}\) is the constant terms of regression equation, the coefficient bi is linear terms, bij is interaction term and bii is quadratic terms. In this work three RSM models, viz. penetration (P), front height (FH) and front width (FW) were developed using MINITAB 17 software at a confidence level of 95% and are expressed as follows.
4 Results and Discussion
4.1 Model Analysis
Model analysis is carried out by using surface plot representation. These 3D plots are often used to provide a better understanding between process parameters and the responses. Figures 3a–c represent the graphical demonstration between the penetrations (P), front width (FW) and front height (FH) with respect to I and V, respectively. In first case, it is observed that with an increase in welding current penetration increases and it decreases with an increase in welding speed. This is due to more molten metal with higher welding current which consequently increases the penetration value, while an increase in welding speed reduces the deposition rate.

a P versus I and V, b FW versus I and V, c FH versus I and V
In second case, front width increases with an increase in welding current and decreases with increase in welding speed. This may due to the more amount of molten metal that leads to larger bead size. In third case, front height decreases with an increase in welding current which may due to the solidification of more molten metal. Again in terms of welding speed, only a minute change is observed for front height.
4.2 Optimization Using Genetic Algorithm (GA)
Genetic algorithm (GA) is a popular computerized search and optimization algorithm that resolves many complex nonlinear problems and shows a wide range of its applicability in various fields of application [9]. The objective function of multiple response factors is obtained using weighted combination of all responses. Equation 6 shows the formulated combined objective function to be maximized.
where P is the penetration which needs to maximize while minimizing the front width (FW) and front height (FH) of the weld bead geometry. The lower bound and upper bound of the current process is as follows, 80 ≤ I ≤ 120, 180 ≤ V ≤ 230, 6 ≤ GFR≤ 12, 2 ≤ N ≤ 3. The optimization was achieved using built-in GA toolbox MATLAB® 9.0. The simultaneous optimization of process performance produces 21 Pareto-optimal fronts as shown in Table 2. The minimum values of FW and FH were found to be equal to 3.84 mm and 0.01 mm, respectively, whereas the maximum value of P is found to be 2.84 mm. If we consider our target penetration value be 2.5 mm, the optimal parametric combination obtained is I = 120 A, V = 181 mm/min, GFR = 9.2 l/min and N = 2.4 mm. The predicted response values for P, FW and FH for the optimal setting is obtained as 2.52 mm, 6.66 mm and 0.03 mm, respectively.
4.3 Industry Needs Based Optimization
The simultaneous optimization of P, FW and FH using genetic algorithm provide 21 optimal solutions known as the Pareto-optimal fronts. In arranging increasing order of P, the result will provide optimum combination of process parameters for specific value of P. The present work provides optimum parameters the any value of P between 1.34 and 2.84 mm. This is an important requirement of fabrication industry rather than obtaining single optimum parameters that optimize either single of more than one response.
5 Conclusion
In this work, the gas tungsten arc welding (GTAW) investigation of Inconel 825 is carried out using Box–Behnken (BBD) experimental design. The influence of weld parameters on weld bead geometry such as penetration (P), front width (FW) and front height (FH) are studied. The developed statistical model using RSM analysis is found accurate enough to predict the weld bead geometry of Inconel 825 weldments. Model graph analysis indicates that an increase in I, P and FW increases and decreases with increase in V. This may due to more amount of molten metal with higher welding current and less deposition rate with higher welding speed.
The parametric optimization using genetic algorithm is carried out for obtaining a penetration of 2.5 mm (full penetration) while minimizing the FH and FW of the weld bead simultaneously. Optimal parametric combination for the same is obtained as I = 120 A, V = 181 mm/min, GFR = 9.2 l/min and N = 2.4 mm. Also, the results obtained during GA is found quite beneficial for the manufacturing industry within the define parameters limits while welding Inconel 825.
References
John, N., Dupont, J.C., Lippold, S.D., Kiser.: Welding Metallurgy and Weldability of Nickel Based Alloys. Wiley, Hoboken, NJ (2009)
Caron, J.L., Sowards, J.W.: Weldabillity of Nickel Based Alloys, vol. 6. Elsevier Ltd. (2014)
Choudhury, B., Chandrasekaran, M.: Study on gas tungsten arc welding characteristics of nickel based aerospace alloys. Mater. Today Proc. 5, 7337–7345 (2018)
Gunaraj, V., Murugan, N.: Application of response surface methodology for predicting weld bead quality in submerged arc welding of pipes. J. Mater. Process. Technol. 1(88), 266–275 (1999)
Datta, S., Bandyopadhya, A., Pal, P.K.: Grey-based Taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding. Int. J. Adv. Manuf. Technol. 39, 1136–1143 (2008)
Kim, D., Rhee, S., Park, H.: Modelling and optimization of a GMA welding process by genetic algorithm and response surface methodology. Int. J. Prod. Res. 40(7), 1699–1711 (2002)
Correia, D.S., Gonçalves, C.V., da Cunha S.S. Jr., Ferraresi, V.A.: Comparison between genetic algorithms and response surface methodology in GMAW welding optimization. J. Mater. Process. Technol. 160, 70–76 (2005)
Dey, V., Pratihar, D.K., Datta, G.L., Jha, M.N., Saha, T.K., Bapat, A.V.: Optimization of bead geometry in electron beam welding using a genetic algorithm. J. Mater. Process. Technol. 209, 1151–1157 (2009)
Whitley, Darrell: A genetic algorithm tutorial. Stat. Comput. 4, 65–85 (1994)
Acknowledgements
The authors would like to thank the authorities of IIT Guwahati and MSME Tool Room Guwahati for providing the facilities to carry out this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Choudhury, B., Chandrasekaran, M. (2020). Gas Tungsten Arc Welding of Inconel 825 Sheet: Study on Weld Bead Geometry and GA Optimization. In: Li, L., Pratihar, D., Chakrabarty, S., Mishra, P. (eds) Advances in Materials and Manufacturing Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1307-7_46
Download citation
DOI: https://doi.org/10.1007/978-981-15-1307-7_46
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1306-0
Online ISBN: 978-981-15-1307-7
eBook Packages: EngineeringEngineering (R0)