
Abstract
The present paper reports the uniaxial tensile property of fibre and laminated composite of Dyneema® HB80 prepreg under quasi-static conditions. A detailed experimental work on tensile testing of fibre/filament and its laminated composite has been presented. It has also been discussed about the easy slipping out problem of Dyneema® grade test specimen during experimental work. The tensile strength of the filament of Dyneema® HB80 has been evaluated and found to be 2.96 GPa with an average elongation of 4.15%, closely agreed with the test data of manufacturer, although tensile strength of laminated composite has been found quite low as compared to fibre tensile strength. The effect of curing temperature on the tensile strength has also been studied and found higher strength for the laminate cured at a comparatively lower temperature. The SEM analysis of the fractured samples showed weak macro fibrils resulted in higher degree of damage to the fibre laminate, and hence, lower tensile strength.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Ultra-high molecular weight polyethylene (UHMWPE) is a crystalline polymer with a wide range of structural applications from aerospace to defence industry. The UHMWPE-based composites exhibit excellent mechanical properties, adequate elongation and fatigue response, apart from high rigidity, high strength and good energy absorption capabilities [1,2,3]. Due to these attractive properties, the UHMWPE material finds application in many important protective gears development such as bulletproof armour, ballistic helmets and bulletproof vest [4, 5]. The UHMWPE fibres have been commercialized in the late 1970s by the Dutch chemical company, DSM under trade name Dyneema® having chemical formula –[CH2–CH2]n. Nowadays, there are many grade of Dyneema®fabrics/prepregs available in the market under the trade name of Dyneema®HB80, Dyneema®HB50, Dyneema®HB210, Dyneema®HB212, etc., for the moulding of hard ballistic armour panel.
Many investigations were carried out earlier on UHMWPE material. These investigations were oriented towards impact response, quasi-static response, creep response, etc., of UHMWPE fibres [6, 7]. Peijs et al. [8] extended these studies to UHMWPE fibre-reinforced laminate and reported mechanical properties of the laminate with the aim of its potential uses in high-end structural applications. An initial numerical study on the ballistic performance of UHMWPE fibre laminate has been reported by Grujicic et al. [9]. The properties of a fibre used in fibrous composite have their own bearing on the overall properties of composites. It has been observed that none of the literatures available in the public domain are describing overall tensile properties UHMWPE-based Dyneema®fibre and its laminate.
Under the present study, comprehensive experimental work has been carried out to evaluate tensile properties of Dyneema®HB80 grade fibre and its laminated composite under quasi-static loading condition. The findings of the experimental work and post experiment analysis using scanning electron microscopy (SEM) and optical microscope have been reported in this paper with an emphasis on failure behaviour of fibre and its laminate.
2 Experimental Details
In this section, the description of material system and experimental details for tensile testing of fibre and its composite has been discussed.
2.1 Material and Its Processing Descriptions
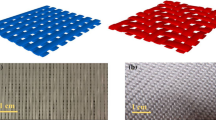
The manufacturer of UHMWPE Dyneema® produces fibre that consists of smaller units, which are called filaments as shown in Fig. 1a. In a sheet/prepreg, the fibres are equally distributed and flattened in unidirectional layers as shown in Fig. 1b. The fibres cannot be visually distinguishable, and only the filaments can be seen. The layers are rotated by 90° with respect to the adjacent layers; each sheet is a non-woven cross ply. The Dyneema® filament/fibre is bonded together by small amount of polyurethane rubber (PUR) matrix material.

Dyneema®HB80 a filament, b prepreg
Dyneema® composites are fabricated by pressing number of Dyneema® prepregs sheets together at elevated temperature and on application of adequate level of pressure using a suitable capacity hot press. Applied pressure and heat during the moulding process depend on the thermal and rheological properties of the resin. Therefore, differential scanning calorimetry (DSC) has been chosen as an experimental tool for analysis of resin used in Dyneema®HB80 prepreg before fabrication of composite. The progress of the curing reaction and its softening behaviour has been investigated by Q200 differential calorimeter (TA Instrument). A sample of 5 mg. of PUR resin has been put into calorimeter and heated at constant rate of 10 K/min from ambient to 200 °C. The graph of DSC as shown in Fig. 2 indicates that the melting temperature of PUR resin is around ~150 °C with 194.2 J/g associated enthalpy. It indicates also that the extent of crystallinity is quite high in PUR resin.

DSC curve of polyurethane rubber (PUR) resin
2.2 Experimental Work
One of the most important tests that provides basis for all the mechanical properties is the uniaxial, quasi-static tensile test. This experimental investigation of Dyneema® HB80 fibre/filament and laminated composite allows the determination of ultimate tensile strength (UTS), Young’s modulus and elongation. Additionally, tensile toughness too can be determined.
In this work, the single fibre/filament testing of Dyneema®HB80 has been carried out using the Favimat instrument (Textechno, Germany). The Favimat measures the fineness of fibres utilizing the vibroscopic technique. Fibre strength and elongation have been measured at constant loading rate of extension of the measuring head, gauge length 20 mm and a constant head speed of 2 mm/min using samples of 20 filaments of Dyneema®HB80. The breaking force and elongation as well as the tenacity to elongation have also been measured for a fibre as per ASTM C1557. The load cell used for the tensile testing was 1200 cN, and a pretension of 0.5 cN/tex was applied to the fibre.
Similarly, the tensile testing of Dyneema® composite has been carried out by computerized universal testing machine (Model Instran 5967) of 3 kN load cell capacity. The geometry of the test specimens of Dyneema®HB80 composite employed for testing is shown in Fig. 3 [10]. Special tabs with riveted arrangement in the test specimens have been applied to have adequate and proper gripping.

Test specimen and dimensional details of specimen
3 Results and Discussion
3.1 Fibre Testing
Figure 4 shows the load elongation plot of the 20 numbers of test samples tested at similar conditions. Microscopic examination of post test specimens using a Zeiss optical microscope at a magnification of 20× has been shown in Fig. 5. The figure shows that there are multiple and gradual breakages of the fibre during the tensile test corresponding to different displacement values. From the test result, the tensile strength of the fibre/filament has been found 2.96 GPa at 4.15% maximum elongation.

Load elongation curves of filament

Microscopic examination of the tested specimen
Based on manufacturer test values, Dyneema® fibre should fail at approximately 3.3–3.9 GPa at an elongation of 3–4% [11]. The experimental result has been found close to the manufacturer datasheet. Since the filaments were gripped directly to the gripper of the machine, the difference of the failure strength may be due to small slippage of the test samples. Another possibility of difference in failure strength of experimental result and manufacture test value may be due to the use of fibre of different spool. The closeness of experimental results with Dyneema® datasheet also gives greater confidence of the application of the direct gripping method for the testing of Dyneema® fibres.
3.2 Composite Testing
Tensile testing of Dyneema®HB80 composite has been carried out for 15 sets of specimen processed at different pressure, curing temperature and curing time as shown in Tables 1 and 2 and shows an average value of ultimate tensile strength (UTS) of each set of experiment comprising of testing of 03 numbers of specimens.
The experimental results show that when the applied pressure is 9.8 MPa, curing temperature 125 °C and curing time is 15 min, the maximum ultimate tensile strength was achieved (Test set no. 1). In the case of Test set no. 10, where, the applied pressure, curing temperature and curing time were 13.73 MPa, 135 °C and 10 min, respectively, the minimum ultimate tensile strength has been achieved. From the above results, it is clear that the temperature effect is more significant than the pressure. The fibre softening and matrix/resin melting behaviour has been observed at higher temperature beyond a critical value. Therefore, comparatively poor ultimate tensile strength has been found in the test specimens cured at temperature 135 °C.
Scanning electron microscopy (SEM) of tensile fractured surface is carried out to study the nature of fractured surface morphology and associated failure mechanism. Figures 6 and 7 show SEM morphologies of the tested specimens corresponding to the lowest (see Test set no. 10, Table 2) and highest (see Test set no. 1, Table 2) UTS. These results can be explained in terms of the extent of delamination of filament and the fibres. In order to achieve higher UTS of such composite laminate, the selection of processing temperature is very critical. It has been observed that even if the processing pressure is kept minimum, curing temperature should be sufficient enough to melt the resin between inter layers of specimen. It has been observed that strong micro fibril in the SEM image of test specimens is processed at suitable temperature range.

Morphology of the tensile fractured sample of Test set no. 10

Morphology of the tensile fractured sample of Test set no. 1
The failure of the fibre always occurs at the macro fibril scale via internal friction within the amorphous regions due to chain slippage, leading to a highly localized adiabatic heating and softening, followed by localized failure of the material. Thus, the morphology of the tensile test of the Test set no. 1 also supports the claim of higher strength as compared to the tensile strength of the Test set no. 10 where comparatively weak macro fibrils can be seen (see Fig. 7).
4 Conclusions
This research work concludes the following:
-
The ultimate tensile strength of filament of Dyneema®HB80fibre (2.90 GPa) has been found comparatively very high (>40 times) as compared to the composite laminates (40–70 MPa).
-
The ultimate tensile strength of Dyneema®HB80 composite has been seen to be dependent on the applied pressure and curing temperature.
-
The microstructure analysis of composite reveals that if the applied pressure and curing temperature are maintained for an appropriate time, the voids between two filaments are vanished, and the ultimate tensile stress is further increased.
References
Luyu Z, Xianbo L (2013) A comparative study of UHMWPE multifilament and aramid multifilament. Adv Mater Res 709:84–88
Liu G, Thouless D, Deshpande VS (2014) Collapse of a composite beam made from ultra-high molecular weight polyethylene fibers. J Mech Phys Solids 63:320–335
Wei Z, Zihan H, Yan Z (2013) Gel-spun fibers from magnesium hydroxide nanoparticles and UHMWPE nanocomposite: rhe physical and flammability properties. Compos Part B 51:276–281
Long N, Shannon R, Stephen C (2015) The effect of target thickness on the ballistic performance of ultra-high molecular weight polyethylene composite. Int J Impact Eng 75:174–183
Miranda G, Celeste P, Alexandra F (2013) The effect of carbon nanotubes on viscoelastic behaviour of biomedical grade ultra-high molecular weight polyethylene. Compos Struct 105:263–268
Jacobs M, Heijnen N, Bastiaansen C, Lemstra J (2000) A novel, efficient route for the crosslinking and creep improvement of high modulus and high strength polyethylene fibres. Macro Mol Mater Eng 283:120–125
Govaert E, Lemstra J (1992) Deformation behavior of oriented UHMW–PE fibers. Colloid Polym Sci 270:455–464
Peijs A, Catsman P, Govaert E, Lemstra J (1990) Hybrid composites based on polyethylene and carbon fibres part 2: influence of composition and adhesion level of polyethylene fibres on mechanical properties. Composites 21:513–521
Grujicic M, Glomski S, Arakere G, Bell C, Cheeseman A (2009) Material modeling and ballistic resistance analysis of armor-grade composites reinforced with high performance fibers. J Mater Eng 18:1162–1182
Lifshitz JM, Leber H (1998) Response of fiber-reinforced polymers to high strain-rate loading in interlaminar tension and combined tension/shear. Compos Sci Technol 58:987–996
https://issuu.com/Dyneema. Comprehensive fact sheet. Last Accessed on 25 Mar 2019
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singh, A.K., Shukla, D.K., Eswara Prasad, N. (2020). Tensile Property of Ultra-High Molecular Weight Polyethylene Fibre and Its Composite Laminate. In: Voruganti, H., Kumar, K., Krishna, P., Jin, X. (eds) Advances in Applied Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1201-8_94
Download citation
DOI: https://doi.org/10.1007/978-981-15-1201-8_94
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1200-1
Online ISBN: 978-981-15-1201-8
eBook Packages: EngineeringEngineering (R0)