
Abstract
In the present research work, an attempt has been made to study and investigate the weldability of 1.2-mm-thick Ti6-Al-4V alloy sheet using CW (continuous wave) fiber laser. The influences of the variable process parameters such as laser power, weld scanning speed and laser beam diameter on the microstructure, heat-affected zone (HAZ) and mechanical properties of the final butt-welded joints of Ti6-Al-4V sheets have been investigated. All the experiments were performed by using a CW fiber laser having a laser power capacity of 400 W. At different parameter setting conditions such as laser power varying from 200 to 350 W, weld scanning speed from 120 to 200 mm/min and laser beam diameter (0.4 mm) were considered for the experimentation. Based on the experiments weld quality was investigated and characterized in terms of the surface microstructure, micro-hardness, and tensile strength of the welded samples. Morphological studies at different processing conditions were carried out to study their effects on the HAZ (Heat-affected zone) and weld bead geometry. Microscopic images of welded samples clearly show a decrease in weld width of the welded sample with an increase in weld scanning speed and with increasing laser power increase in width was observed. At a scanning speed of 120 mm/min with varying power from 200 to 350 W the size of heat-affected zone (HAZ) are 3.55, 3.70, 3.84, 4.8 mm, and the corresponding size of fusion zones is 1.751 mm, 1.83 mm, 1.921 mm, 2.032 mm, respectively. The trend in micro-hardness variation was observed and it depends on grain size in laser welding. At 350 W laser power with varying speed from 120 to 300 mm/min, the micro-hardness values of the welded sample were found as 387.1, 395, and 403 HV. The tensile strength of the original sample was found to be 940 N/mm2. The testing results of the welded sample have a maximum failure strength of 507 N/mm2 at 350 W and 200 mm/min scanning speed. FESEM images of the welded sample at different processing conditions were used for the study of microstructural changes in the welded zone and the presence of defects at the micro level.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the past few years, with the increasing demand for lightweight materials by the industries where fuel consumption and resistance to adverse effects on the environmental conditions are the prime aspects. Titanium alloys are known for their high specific strength (strength to weight ratio), high toughness, good corrosion resistance, high stiffness, and hot hardness. These remarkable properties of Ti6Al4V make titanium (Ti-6Al-4V) useful for many industrial as well as in biomedical applications, for example, it is widely used in making human body implant, biomedical devices, nuclear, aerospace, and automotive industries. One of the important applications of the TI-6Al-4V has been found in the static and moving parts of the turbine engines [1]. For welding of titanium sheet fusion welding is the most preferred technique. Welding variable process parameters such as weld scanning speed, laser power and workpiece thickness have a great effect on dimensions of fusion zone as well as on joining or melting efficiency [2, 3]. Macroscopic geometry, microstructure, fatigue and tensile properties of the welded samples were greatly influenced by weld scanning speed and laser power [4] and as a result, there was a slight decrease in the tensile strength after laser welding due to brittle intermetallic compounds formed in the weld zone [5]. Fiber laser is being used due to its high efficiency as compared to other lasers [6]. The main limitation of the conventional fusion welding is the large heat input that results in decreasing the mechanical properties as it persuades heat-affected zone of larger dimensions, broader weld seam, greater distortion and formation of residual stress [7, 8]. In order to get a better mechanical property, fatigue strength [9]; a small HAZ, less distortion, and narrower bead width are required. Phase transformation also reported in the weld pool [10] during the welding process and it extends up to its heat-affected zone. Laser welding is one of the most precision welding techniques suitable for joining similar and dissimilar materials. LBW is used for joining intricate geometries and configurations with a smaller weld pool than conventional arc welding because of the small and high-intensity focusing laser diameter [11]. LBW has been used for high productivity and high welding efficiency. Previously, many research work has been done by different researchers and analysts using different types of lasers and their mechanical and morphological characterizations were carried out. However, very little work has been reported on thin sheet welding of Ti6Al4V using fiber laser. So the present work is aimed at welding of Ti64 sheets of 1.2 mm thickness using a CW 400 W fiber laser.
The ideas of the present study are as follows: (1) Laser Beam Welding (LBW) of Ti-6AL-4V alloy sheets at different process parameter—laser power varying from 200 to 350 W and welding speed from 120 to 200 mm/min. (2) To evaluate the influence of welding process parameters on weld bead morphology, metallurgical and mechanical properties particularly tensile strength and micro-hardness. (3) The different analyses such as morphology study, micro-hardness, tensile tests and SEM image analysis have been carried out to evaluate welding quality, which is described elaborately in the results and discussion section.
2 Materials and Experimental Procedure
2.1 Material Selection
Among the commonly utilized metallic materials in the aerospace and medical industry are titanium and its alloys, as their mechanical properties are particularly suitable for the service. Titanium alloys offer various advantages to be used in the aerospace and medical industry due to its high specific strength, excellent corrosion resistance, thermal and electrochemical compatibility with advanced component materials [12].
2.2 Experimental Setup
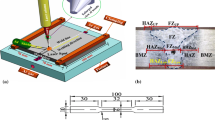
A 400 W continuous wave (CW) fiber laser, Model: HS Laser Systems, Make: SPI Lasers, UK with output Laser power range of 50–400 W has been used for the experimentation. The laser welding setup is provided with an automatic gas purging arrangement to shield the welding and prevent the welding pool from oxidation. The laser head is fixed to the Z-axis of the CNC stage that moves up-down to control the laser beam spot diameter required for welding. The welding is carried out in a closed cuboid shape chamber made up of perspex material. High-intensity laser resistant quartz plate of dimension 50 mm × 50 mm is fixed at the top center position of the cuboid chamber. During the laser welding operation, the chamber is filled with the desired gas and laser is scanned on the samples through the quartz windows.
2.3 Sample Preparation
A block of Ti-6Al-4V of (30 mm × 75 mm × 75 mm) dimension was taken. The composition of the received material (Ti6Al4V) is shown in Table 1. Twelve specimens of size (30 mm × 15 mm × 1.2 mm) were cut on the Wire-EDM machine. The specimen obtained after cutting has a very fine finished edge and of exact dimensions. The surfaces of the samples were then polished with emery paper to remove oxides formed during Wire-EDM cutting and then cleaned using acetone to remove dirt and lose particles from the surface before clamping to produce defect-free weld joint. The specimen after cleaning is properly dried slowly.
2.4 Experimental Parameters and Processing Conditions
All the laser welding experiments were conducted by considering different input parameters and different parameter settings as shown in Tables 2 and 3, respectively.
2.5 Experiment Procedure
Before butt welding operation the specimens were properly clamped at the base with minimum or no gap between the finished edges of the joints, also to avoid the development of crack due to rapid cooling of the welded joint. Titanium is considered as a reactive material at elevated temperature with the atmospheric gases. Due to this reason the weld pool is shielded during the welding operation using shielding gas like argon. The use of shielding gas also protects the oxidation of heat-affected zone when it gets heated during the welding till cooling has occurred. In this study, argon was used as a shielding gas with supply of 15 l/min at 1 bar to avoid reactions between the molten weld pool and the atmospheric gases [13]. Welding operations of the specimen were carried out with 50–400 W CW/Modulated fiber laser machine. Welding operation was performed at different process parameters. In this operation, autogenous laser welding of Ti-6Al-4V is carried out.
2.6 Output Parameters
Output parameters to be discussed in the result and discussion part are: (1) Optical Microscope Image Analysis (2) Micro-hardness (3) Tensile Testing (4) SEM Image analysis
3 Results and Discussion
3.1 Morphological Study
The microscopic images of the welded sample were taken at different welding processing conditions using Olympus microscope to study the weld bead geometry and heat-affected zone (HAZ). Images of the welded sample are shown in Fig. 1(a) and (b). The figure shows that the weld width of the sample decreases with an increase in welding speed and an increase in weld width with an increase in laser power [14].

Weld bead at (a) 200 W (b) 250 W laser power and 120 mm/min welding speed
It was observed that as the laser power is increased, a wider molten metal pool is formed due to high-intensity laser heat input. A higher weld scanning speed results in low interaction of the material with a laser beam which decreases the size of the weld pool. Higher the beam diameter, the wider the weld pool is expected. It is also found that the microstructure gradient in the fusion zone of laser-welded Ti alloy sheet promotes crack initiation and fatigue damage [15]. From Fig. 2(a) and (b) it is clear that at constant scanning speed with an increase of power from 200 to 350 W size of heat-affected and fusion zone increases. At constant scanning speed, with the increase of laser power, a wider weld pool is observed due to high heat input. For example, at a scanning speed of 120 mm/min with varying power from 200 to 350 W, the size of heat-affected zones (HAZ) are 3.55, 3.70, 3.84, 4.8 mm and the corresponding size of fusion zone are 1.751, 1.83, 1.921, 2.032 mm. Similarly for other scanning speed with varying laser power in the given range size of HAZ & FZ increases. Figure 2 shows the variation of the HAZ with the laser power of the welded sample as per the input process parameter given in Table 2.

a Laser power versus heat-affected zone, b plot of laser power versus fusion zone
3.2 Micro-Hardness
The micro-hardness was examined by Economet micro-hardness testing machine, using 100 gf load and a dwell time of 10 s. The micro-hardness variation of welded joints not only depends on grain size but it is affected by the flow of molten metal in the weld pools i.e. the flow velocity, welding time, density of fluid, etc. High welding speed leads to the formation of more residual stress in the material as a resultant micro-hardness of material increases.
Figure 3 shows that the micro-hardness of the welded sample increases with the increase in scanning speed at constant laser power due to the high cooling rate at high speed [16, 17]. For example, at a laser power of 350 W and scanning speed varying from 120 to 300 mm/min, micro-hardness or Vicker hardness value of welded sample are found to be 387.1, 395, and 403 HV. Micro-hardness versus laser Power graph of welded sample is shown in Fig. 3 as per the input process parameter given in Table 3.

Plot of laser power versus micro hardness
3.3 Tensile Test
Tensile testing has been done using a Zwick Roell tensile test machine operating with a crosshead speed of 10 mm/min with the load cell of 50 KN. The tensile strength of the parent material was found to be 940 N/mm2. Testing results of the welded sample has a maximum failure strength of 507 N/mm2 at 350 W and 200 mm/min scanning speed, which is not good in comparison of the parent material.
Results have not come good may be due to improper shielding, as shielding has been done only from the top side not on the bottom side of the welding zone and it results in the formation of porosity and intermetallic compound weak in tension [18,19,22]. Tensile test of the welded sample as per process parameter shown in Table 3 has been performed and graph between laser power versus tensile strength plotted in Fig. 4.

Plot of laser power vs. tensile strength
3.4 FESEM
The SEM images of the welded sample at different processing conditions were taken for the study of microstructural change in the welded zone and the heat-affected zone of the welded sample. Images in Fig. 5(a) and (b) show the microstructural changes in the welded zone of Ti-6Al-4V alloy at different operating parameters. SEM images of the welded sample as per the input process parameter in Table 3 has been taken and shown in Fig. 5a, b.

a SEM images of weld zone at 200 W and 120 mm/min speed, b SEM images of weld zone at 250 W and 160 mm/min speed
4 Conclusions
LBW of Ti-6Al-4V (Titanium Gade-5) sheets of 1.2 mm thickness was carried out to evaluate the influence of laser welding parameters on the output process parameters such as macroscopic geometry, microstructure, micro-hardness and tensile strength of laser butt weld joints in Ti6-Al-4V were investigated.
-
It was observed that the size of weld bead is significantly influenced by changing the input laser power, welding or scanning speed and laser beam diameter. It was also seen that the width of weld beads and HAZ decreases on increasing the scanning speed and an increase in width was observed with an increase in laser power.
-
Micro-hardness at the weld bead is higher as compared to both, welding interface and the parent material. At constant laser power, Micro-hardness value increased with increasing weld scanning speed as a result of high cooling rate and phase transformation.
-
During the tensile test, all prepared specimens failed at a strength lower than the strength of the base material with reduced ductility in the welded sample.
References
Boyer RR (1996) An overview on the use of titanium in the aerospace industry. Mater Sci Eng, A 213(1–2):103–114
Mazumder J, Steen WM (1982) Microstructure and mechanical properties of laser welded titanium 6Al-4V. Metall Trans A 13(5):865–871
Kumar V, Hussain M, Raza MS, Das AK, Singh NK (2017) Fiber laser welding of thin nickel sheets in air and water medium. Arab J Sci Eng 42(5):1765–1773
Squillace A, Prisco U, Ciliberto S, Astarita A (2012) Effect of welding parameters on morphology and mechanical properties of Ti–6Al–4V laser beam welded butt joints. J Mater Process Technol 212(2):427–436
Mirshekari GR, Saatchi A, Kermanpur A, Sadrnezhaad SK (2013) Laser welding of NiTi shape memory alloy: comparison of the similar and dissimilar joints to AISI 304 stainless steel. Opt Laser Technol 54:151–158
Quintino L, Costa A, Miranda R, Yapp D, Kumar V, Kong CJ (2007) Welding with high power fiber lasers–a preliminary study. Mater Des 28(4):1231–1237
Sathiya P, Panneerselvam K, Soundararajan R (2012) Optimal design for laser beam butt welding process parameter using artificial neural networks and genetic algorithm for super austenitic stainless steel. Opt Laser Technol 44(6):1905–1914
Dawes C. (1992) Laser welding. McGraw-Hill, New York, USA, 73 pp
Fricke W (2003) Fatigue analysis of welded joints: state of development. Mar Struct 16(3):185–200
Elmer JW, Palmer TA, Babu SS, Zhang W, DebRoy T (2004) Phase transformation dynamics during welding of Ti–6Al–4V. J Appl Phys 95(12):8327–8339
Kabir ASH, Cao X, Medraj M, Wanjara P, Cuddy J, Birur A (2010) Effect of welding speed and defocusing distance on the quality of laser welded Ti–6Al–4V. In: Proceedings of the Materials Science and Technology (MS&T) 2010 Conference. Houston, TX, pp 2787–2797
Chen HC, Pinkerton AJ, Li L (2011) Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications. Int J Adv Manuf Technol 52(9–12):977–987
Zhang LJ, Zhang JX, Gumenyuk A, Rethmeier M, Na SJ (2014) Numerical simulation of full penetration laser welding of thick steel plate with high power high brightness laser. J Mater Process Technol 214(8):1710–1720
Cao X, Jahazi M (2009) Effect of welding speed on butt joint quality of Ti–6Al–4V alloy welded using a high-power Nd: YAG laser. Opt Lasers Eng 47(11):1231–1241
Liu J, Gao XL, Zhang LJ, Zhang JX (2014) A study of fatigue damage evolution on pulsed Nd: YAG Ti6Al4V laser welded joints. Eng Fract Mech 117:84–93
Dhanasekaran R, Sathish Kumar K (2015) Microstructure, mechanical properties of A356/Li aluminum alloy fabrication by stir casting method. Int J Appl Eng Res 10(50):416–419
Hussain M, Mandal V, Kumar V, Das AK, Ghosh SK (2017) Development of TiN particulates reinforced SS316 based metal matrix composite by direct metal laser sintering technique and its characterization. Opt Laser Technol 97:46–59
Hussain M, Mandal V, Singh PK, Kumar P, Kumar V, Das AK (2017) Experimental study of microstructure, mechanical and tribological properties of cBN particulates SS316 alloy based MMCs fabricated by DMLS technique. J Mech Sci Technol 31(6):2729–2737
Gao XL, Zhang LJ, Liu J, Zhang JX (2014) Porosity and microstructure in pulsed Nd: YAG laser welded Ti6Al4V sheet. J Mater Process Technol 214(7):1316–1325
Hussain M, Kumar V, Mandal V, Singh PK, Kumar P, Das AK (2017) Development of cBN reinforced Ti6Al4V MMCs through laser sintering and process optimization. Mater Manuf Processes 32(14):1667–1677
Mandal V, Hussain M, Kumar V, Das AK and Singh NK (2017) Development of reinforced TiN-SS316 metal matrix composite (MMC) using direct Metal laser sintering (DMLS) and its characterization. Materials Today: Proceedings 4(9):9982–9986
Gupta A, Hussain M, Misra S, Das AK and Mandal A (2018) Processing and characterization of laser sintered hybrid B4C/cBN reinforced Ti-based metal matrix composite. Opt Lasers Eng 105:159–172
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Hussain, M., Ahmad, G.N., Kumar, P. (2020). A Study on Welding of Thin Sheet of Ti6-Al-4V Alloy Using Fiber Laser and Its Characterization. In: Narasimham, G., Babu, A., Reddy, S., Dhanasekaran, R. (eds) Recent Trends in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1124-0_24
Download citation
DOI: https://doi.org/10.1007/978-981-15-1124-0_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1123-3
Online ISBN: 978-981-15-1124-0
eBook Packages: EngineeringEngineering (R0)