
Abstract
Presently, worldwide research is focused on energy efficiency to meet the requirement of greenhouse gas emission and economic reasons. The substantial amount of energy is consumed mainly in industrial, transportation and power generation sectors. The leading source of energy consumption is friction. Friction causes wear of the machine components and their replacement. Therefore, to minimize energy consumption the friction reduction is a foremost objective. Potential mechanisms for the reduction of friction are modified lubricants, coatings, and surface texture. In comparison with other mechanisms, surface texturing is a feasible, promising and well-established technique to improve the tribological performance of machine components for more than two decades. Surface texture decreases an area of contact, act as a reservoir and improves hydrodynamic effect in dry, mixed and hydrodynamic lubrication regime respectively. All of this contributes to reducing the friction coefficient. In addition to this, the surface texture improves the load capacity, dynamic stability and noise intensity of the bearings. It develops additional hydrodynamic effect and minimizing fluid leakage in oil and gas seals. Also, in automobile components such as piston rings, cylinder liner and wet clutch, the texture geometry is considered to be micro-pocket. Lubricant retained in the micro-pocket can be released to surrounding areas of texture to improve the tribological performance. This article outlines the recent advancement in texture design for different automotive components, their mechanisms, key findings and future roadmap. Also, the challenges in the fabrication of surface texture for automotive components are discussed in detail.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The growing global population, societal needs, and enlargement in automotive (industrial and transportation) sectors are increasing the energy demand rapidly. In addition, limited oil resource, and environmental pollution are nowadays serious issues. At present, about one-third of the global energy resource is consuming to overcome the friction (Holmberg and Erdemir 2017). Especially in automotive engines, approximately 50–60% frictional loss comes from piston ring-cylinder system (Zhan and Yang 2014). This causes millions of tons of CO2 emission per year (Braun et al. 2014). Additionally, friction causes wear and tear which leads to failure of the automotive components. Reducing friction in the automotive system can therefore improve the life of components, energy consumption, fuel efficiency, and hence gas emission.
In general, two surfaces in relative motion cause friction. It is desirable in generalized applications such as holding an object, walking on the floor, applying brakes, etc. However, in automotive components such as bearings, piston-cylinder arrangement, etc. friction is undesirable. As friction is associated with wear and lubrication, tribology plays an important role. Tribology is basically a science evolving friction, wear, and lubrication. To improve the tribological performance of automotive components the majority of research consisting of modification in (1) lubrication, and (2) surface engineering as follows (Blau and Qu 2004):
-
1.
Lubrication
-
Lubricants
-
Lubricant filtration and supply
-
-
2.
Surface engineering
-
Surface treatment: Coating
-
Surface topography: Surface texturing.
-
However, the modification in surface engineering specifically surface topography is found to be the most effective and reasonable technique. Surface topography includes surface texturing on the surface. The intentional creation of well defined identical features on the surface is called surface texturing. Surface texture on the surface is not a new concept to improve the tribological characteristics. In 1966, Hamilton et al. (1966) have proposed that surface micro-irregularities can reduce the friction between parallel surfaces. But in the following three decades the little attention was paid by the researchers on the textured surface. The new momentum was gained by Etsion’s group in 1996. Since then extensive research on surface texturing is going on. At present, it is a well-established and promising technique to improve the tribological performance of automotive components such as bearings, seals, piston ring, wet clutch, cylinder liner, etc. Adopting surface texture on these components can improve the load carrying capacity, fluid film stiffness, friction, wear, leakage, and noise intensity.
In recent times few review articles on the advancement of surface texture in bearings (Gropper et al. 2016; Wang 2014), piston-cylinder systems and mechanical seals (Ahmed et al. 2016) have been published. The theoretical modeling of these components has been summarized by Etsion (2013). Etsion (2005) reviewed the effect of surface texture on bearing sliders under different lubrication condition. Whereas Shamsul Baharin et al. (2016) have presented the mechanism of surface texture to improve the tribological characteristics at different lubrication regimes. In addition to this, advancement in the fabrication of surface texture is nowadays a hot topic of research (Ibatan et al. 2015; Gachot et al. 2017; Coblas et al. 2015). While special attention is paid on laser surface texturing technique (Arslan et al. 2016; Patel et al. 2018). However, the influence of texture design parameters on the tribological performance of automotive components has not been discussed in detail so far. It is therefore essential to summarize the texture behavior in automotive components that affects energy consumption and environmental pollution. With this consideration, in the present review article, the influence of texture design parameters on the tribological performance of automotive components is presented. The recent advancement in texture design is mainly discussed. Moreover, modern texture fabrication techniques (both conventional and non-conventional), and their pros and cons are discussed. Also, key findings and future roadmap to improve the tribological performance of automotive components is presented.
2 Texture Design
Designing of surface texture is an essential part of surface topography. Extensive research work on texture design characteristics is carried out. Still, there is no fixed rule for the selection of texture shape under the given operating condition for a particular application. Though surface texturing has the potential to improve the tribological characteristics, it may show an adverse effect if designed wrong. Therefore, a clear understanding of texture design is necessary. Here, the texture design is majorly classified based on geometrical characteristics and positional features as shown in Fig. 15.1.

Texture design features
2.1 Texture Geometry
Texture geometrical characteristics such as shape (top profile and bottom profile), and parameters are discussed in detailed as follows:
2.1.1 Texture Shape
Both negative (recessed) and positive (protruded) texture shapes can be generated as shown in Fig. 15.2. While negative texture is majorly accepted due to advantages in terms of lubrication and ease of manufacturing. Under hydrodynamic lubrication, the negative texture shape is better for friction reduction. But from a leakage point of view, the positive texture showed good results (Siripuram and Stephens 2004). Texture shape is characterized by its top and bottom profile.

Textured parallel slider a negative texture b positive texture
2.1.1.1 Top Profile
An extensive research work has been conducted on standard texture profiles. Siripuram and Stephens (2004) considered the standard texture profiles viz. circle, square, diamond (square-oriented), hexagonal, and triangular for studying the effect of geometry on the hydrodynamic lubrication. They found that the friction coefficient is insensitive to these texture profiles.
However, Yu et al. (2010, 2011) investigated that elliptical texture profile gives better performance than square and circular profile for friction reduction. The commonly used texture top profiles are shown in Fig. 15.3.

Standard textured profiles a square b diamond c rectangle d triangle e cylinder f sphere g elliptical h ellipsoidal
Motivated by triangular profile, Uddin and Liu (2016) have observed that star like (series of triangular spikes around the center) texture profile performs better than standard top profiles both in terms of film pressure and friction coefficient. Under mixed lubrication condition, Ren et al. (2007) developed a numerical model for non-standard texture profiles: triangular grooves, sinusoidal waves, fishbone with grooves, fishbone with dimples, and honeycombs. The short grooves and sinusoidal waves showed the strongest load carrying capacity. Galda et al. (2009) have investigated the tribological performance of newly developed texture profiles viz. short drop, and a long drop. They found that spherical and long drop shapes are superior to short drop profile. For the maximization of load capacity and minimization of friction coefficient in grease lubricated textured bearing, Yu et al. (2016) have found that triangular profile performs better than the sphere, spheroid, and T shaped grooved profile. In micro-turbine bearings, Bompos et al. (2012) adopted the egg-shaped texture profile. In comparison with smooth bearing a substantial improvement in hydrodynamic characteristics was observed for textured bearing. For the gas lubricated parallel slider, Qiu et al. (2012, 2013) have found that texture shape with a round edge (sphere, ellipsoidal and circle) performs better than straight-edged profiles (triangle and chevron) to improve the hydrodynamic pressure, friction coefficient, and bearing stiffness. From the above discussion, it is observed that modified (non-standard) texture profiles have better tribological characteristics than predefined simple geometries.
To further improve the results, the texture profile needs to be optimum. Rahmani et al. (2010a), Rahmani and Rahnejat (2018) have optimized the standard texture profiles: square, rectangle and isosceles triangle using an analytical approach for maximization of load capacity and minimization of friction coefficient. For the maximization of load capacity, Fesanghary and Khonsari (2012) have optimized the hydrodynamic film in sectorial-shape thrust bearing using sequential quadratic programming technique. The optimally designed bearing showed more than 100% increase in load capacity than the conventional bearing. Fesanghary and Khonsari (2013) developed the optimization model for grooved texture. The obtained “heart-like” texture profile was validated experimentally. Shen and Khonsari (2015) have presented the numerical optimization of texture top profile using sequential quadratic programming (SQP) for maximization of load capacity. Under unidirectional and bidirectional sliding, the optimum texture profiles were obtained as chevron-type and trapezoid-like respectively. Also, Zhang et al. (2017) have optimized the irregular texture shape for minimum friction coefficient and maximum load capacity using a genetic algorithm (GA) optimization technique. The optimized fusiform texture profile showed a better result than elliptical and circular profiles. Wang et al. (2018a) presented the numerical optimization of chevron-shaped grooved texture to maximize the load capacity of thrust bearing using hybrid (GA-SQP) technique. Experimentally they confirmed that optimum chevron-shaped grooved texture reduces the friction coefficient and temperature rise of the specimen. For gas mechanical seals, Wang et al. (2018b) have modified the spiral grooved texture using multi-objective optimization. The optimized grooved profile showed better result than conventional spiral grooved texture. From the above literature, it is confirmed that the optimized non-standard texture profiles performs better than simple profiles.
2.1.1.2 Bottom Profile
Texture bottom profile also significantly influences the tribological characteristics. The commonly used texture bottom profiles are flat, curved, and asymmetric wedge (see Fig. 15.4). With the cavitation effect, Nanbu et al. (2008) have analyzed the influence of wedge-shaped texture bottom profiles on the hydrodynamic characteristics. They found that texture bottom profile strongly influences the pressure distribution and film thickness. Shen and Khonsari (2013) have observed that cavitation occurs in the divergent region of the texture, this leads to an asymmetric distribution of pressure. For this mechanism, the load capacity generated by the rectangular bottom profile is larger than the triangular (oblique and isosceles) bottom profiles. Wang et al. (2018c) compared the four different bottom profiles of grooved texture. They observed that the location of cavitation region, the volume fraction of vapor phase and the shape of vortex are influenced by the bottom shape of the groove texture in thrust bearing.

Commonly used texture bottom profiles a flat b curved c convergent wedge d divergent wedge
Meng et al. (2015) have observed that the flat (rectangle) and curved (spherical) bottom profile are the most commonly used texture bottom profile to improve the tribological characteristics. For taking the advantages of both rectangle and spherical profiles, they combined these profiles to form the structure characterized by two-layer pores defined as compound texture. In which, first and second layers are rectangle and spherical, respectively. Compound texture showed improved load carrying capacity and friction coefficient than smooth and simple (rectangle) textured hydrodynamic journal bearing due to its twice hydrodynamic effect. Further, they developed the compound groove textures that reduce the acoustic power level of the journal bearing than that of smooth and simple grooved bearings (Meng and Zhang 2018).
Without a cavitation effect, Han et al. (2011) have found that divergence and convergence clearance in the symmetrical texture bottom profile is balanced. However, an asymmetrical bottom profile showed more potential to enhance hydrodynamic characteristics. Similarly, Schuh and Ewoldt (2016) investigated that asymmetric bottom profile generates the normal force, and reduces the shear stress and friction coefficient. Further, Lee et al. (2017) have obtained the significant improvement in hydrodynamic performance with arbitrarily shaped texture bottom profile. Adopting an optimization approach, Lin et al. (2017) have optimized the arbitrary texture bottom profile using sequential linear programming (SQL) for increasing normal force and decreasing friction force. Wang et al. (2017) used the hybrid (GA-SQP) optimization technique for the grooved bottom profile. The optimized profile showed better load capacity than common profiles such as micro wedge and step.
From the above discussion, it is observed that asymmetrical bottom profiles perform better than symmetrical bottom profiles. For top profile also it is confirmed that the modified profile is preferable over simple profiles. However, the simultaneous modification of both top and bottom profile using the optimization technique can appreciably improve the result is still lagging. This approach can be adopted in different machine components including automotive components.
2.1.2 Texture Parameter
The surface texture has a certain size along the length, width, and depth. But it is essential to form parameters that include all geometrical aspect of the texture. For this, the non-dimensional parameters: texture density and the aspect ratio are widely used in the literature. These texture parameters are sensitive to tribological characteristics in most automotive components (Gropper et al. 2016).
2.1.2.1 Aspect Ratio
Aspect ratio is defined as the ratio of texture depth (hb) and the characteristics length (l) (see Fig. 15.5).

a Textured parallel slider and b square textured unit cell
Aspect ratio is described by (i) varying the texture depth and keeping length constant and (ii) varying texture length and keeping depth constant. The former way to define the aspect ratio is directly related to depth, and hence more popular. In some literatures, the aspect ratio is also named as depth ratio.
2.1.2.2 Texture Density
Texture density is defined as the ratio of texture area (l2) and the cell area (L2) as shown in Fig. 15.5.
For entire surface, the texture density is expressed as the N times texture area to the total surface area (see Fig. 15.5a). In some literature texture density is also known to be area ratio.
2.2 Texture Position
Although texture shape and its geometrical characteristics influence the tribological characteristics, the texture distribution pattern influences the result. This is because the volume and position of lubricating oil accumulate generates the hydrodynamic effect.
2.2.1 Texture Orientation
Texture shape can be oriented at different angles along the direction of motion. Yu et al. (2010) have investigated that elliptical texture perpendicular to the direction of sliding gives a better result for friction reduction than oriented along the direction of sliding. However, Ismail and Sarangi (2013) considered both positive and negative textures for elliptical and triangular profiles. They found that the angular orientation of negative texture is uncertain on hydrodynamic performance. But the positive textures: 60° triangular orientation, and 90° elliptical orientation showed better performance parameters than other orientations. In textured gas seals, Bai et al. (2010) have investigated the influence of elliptical texture orientation on hydrodynamic characteristics such as load capacity and slide leakage. They investigated that texture oriented at 0° and 90° in the direction of flow has less leakage, but the hydrodynamic effect is not significant. However, at 40°–70°, the significant improvement in load capacity is obtained. But leakage is also found to be high.
2.2.2 Texture Arrangement
In most of the surface texture analysis as discussed above, the linear texture arrangement has been adopted. In journal bearing, Lu et al. (2014) have modified the conventional texture arrangement to the phyllotactic patterned. Experimentally they found 20–30% less frictional coefficient than the conventional linear textured arrangement. Braun et al. (2014) have investigated the tribological behavior of sliding pairs with spherical textures arranged in a hexagonal pattern in the mixed lubrication regime of the pin-on-disk experiment resulted in decreasing friction coefficient. Also, Schneider et al. (2017) examined the different texture arrangements viz. hexagonal, cubical and random for friction reduction. In comparison with plane surface, 82% friction reduction occurred in a hexagonal arrangement. For cubical and random arrangement, respectively 50 and 48% reduction in friction coefficient than plane surface was achieved.
2.2.3 Texture Zone
Surface texturing on the entire bearing surface does not necessarily improve the hydrodynamic characteristics. Surface texture may show adverse results if designed wrong. Kango et al. (2012) have observed that surface texture at different locations of the bearing surface helps in enhancing bearing the bearing performance. Brizmer and Kligerman (2012) have investigated that texturing on the entire surface is meaningless for both short and infinite long oil lubricated bearings. Kango et al. (2014) have found that surface texture (both dimple and groove) in the converging zone of the bearing is a preferable arrangement. At variable process parameters such as eccentricity ratio, clearance, journal speed and oil viscosity, Shinde and Pawar (2017a) found that grooved texture in 90°–180° zone gives maximum load capacity. However, the minimum frictional torque is achieved at 90°–360° texture zone. But for multi-objective optimization, textured zone 90°–175° showed appropriate result (Shinde and Pawar 2017b). Similarly, Zhang et al. (2018a) have done optimization of texture position in the convergent zone of the journal bearing. The optimized semi-elliptical shaped texture arrangement showed better bearing load and friction coefficient than half-textured and plane surfaces. They also optimized the texture position numerically in bearing sliders for maximization of load capacity and minimization of friction coefficient. Experimentally they verified that optimized texture position shows best performance than plane, fully textured, and conventionally partial textured surfaces (Zhang et al. 2018b). Contrarily, Tala-Ighil et al. (2011) have investigated that surface texturing in the divergent zone (185°–230°) improves the bearing performance. Further, they observed found that texture arrangement is sensitive to journal speed (Tala-Ighil and Fillon 2015). At lower operating speed, 0°-180° textured position showed best result. Upon further increasing the speed, 185°–230° texture zone obtained best performance. Also in piston ring, partial texturing shows better results than full texturing Kligerman et al. (2005). Etison and Sher (2009) have found that partial laser texture (symmetrical type) has obtained about 4% reductions in fuel consumption. However, it is found to be insignificant for the effect of exhaust gas. Also, noticeable difference in engine oil temperature and crank case pressure is observed than plane surface.
From the above discussion, it is clear that texture shape, geometrical parameters, position, zone, etc. have significant influence on tribological characteristics. But the detailed analysis by considering every parameter is time-consuming. Also, it is difficult to predict the exact behavior of texture design parameters on output responses. However, response surface methodology has the potential to address this issue. A large number of parameters can be considered in a single design model for different output responses. This approach can significantly reduce the computation time and experimental cost. Fu and Untaroiu (2017) have investigated the tribological performance of surface textured thrust bearing using a design of experiment followed by multi-objective optimization for optimal partially texture geometry with an elliptical dimple. The output responses aimed to maximize the load capacity and minimize the friction torque. The geometrical characteristics such as length of major and minor axes, dimple depth, radial and circumferential space between two dimples, and the radial and circumferential extent were parameterized and analyzed using response surface methodology based central composite design of experiment technique. Using this, the proper combinations of parameter were obtained. Further, they (Fu and Untaroiu 2018) compare the rectangle and elliptical texture using a design of experiment. Using the parametric study, a model was developed. Based on this, they found that elliptical textures have more potential to improve tribological characteristics than rectangular texture.
3 Surface Texturing in Automotive Components
Surface texture has significant influence on tribological performance of automotive components. In fluid film bearings, surface texture increases the film thickness. The increase in film thickness at the convergent zone generates additional hydrodynamic pressure to further separate the surfaces. This resulted in increasing load capacity and decreasing local shear stress and hence friction (Gropper et al. 2016). Surface texture on one of the mating faces in circumferential gas seal generates considerable hydrodynamic effect which maintains the small clearance between shaft and seal ring. This prevents the rubbing and hence decreases in friction and wear (Kligerman and Etsion 2008). To improve the lubricant quantity in automobile components such as piston rings and wet clutch, the texture geometry is act as micro-pocket. Lubricant retained in the micro-pocket can be released to surrounding areas of texture to improve the tribological performance (Kligerman et al. 2005; Yagi et al. 2015). Adopting surface texture on the rake face of the cutting tool decreases the tool–chip contact area. Also, the debris trapped in the texture and reduction of stiction at the tool-chip interface takes place. This result in a decrease in friction, wear and hence lesser heat generated in the cutting tool (Jesudass Thomas and Kalaichelvan 2018). In case of an artificial implant, adopting surface texture decrease surface contact under boundary lubrication and acts as a lubricant reservoir in elastohydrodynamic lubrication (Ghosh and Abanteriba 2016). Surface texture has widespread applications in automotive components such as piston ring, cylinder liner, clutches etc. as discussed in detail as follows.
3.1 Cylinder Liner
A cylinder liner is serves as the inner wall of cylinder to be fitted into an engine block. It forms sliding surface for the piston ring while retaining lubricant within. The main function of cylinder liner is to control the friction loss between piston ring and cylinder liner, wear of piston ring and cylinder liner, consumption of lubricant, emission of gases and fuel efficiency. To improve this, one of the feasible and possible techniques is to modify topography of cylinder liner by honing scratches/grooves. Dimkovski et al. (2012) have optimized the cylinder liner surface finish for base honing pressure and plateau honing time. But, axial scratches occurred due to abrasive wear are undesirable. Also, they studied on undesirable scratches on the liner which increases the oil consumption and gas emission (Dimkovski et al. 2011). However, Guo et al. (2013) have investigated that the lubrication performance of the cylinder liner is sensitive to surface texture. Grabon et al. (2017) have considered different surface textures were of cylinder liner. They found that increasing honing angle of cylinder liner causes higher frictional resistance. However, at lower honing angle the reduction of liner height was significant. Kim et al. (2018) have found that valley generated by honing functions is undesirable for the formation of dynamic pressure on interacting surfaces. The different mark of plateau honing was compared for friction and wear with those of randomly ground surfaces. They found that deep-grooved honing marks produce larger amounts of wear than shallow-grooved honing. From the tests with the deep-grooved honing marks, it was found that the severe interactions due to asperity contacts and the formation of relatively thin films produced larger amounts of wear volumes than the test with the shallow-grooved ones.
3.2 Wet Clutch
In automatic transmission of automobile wet clutches are used. In wet clutch, paper-based friction materials are used as sliding member. It requires high and stable friction at variable speed, wear resistant and heat resistant. To achieve this, researchers have worked on material characteristics or modifications of paper-based wet clutch such as optimization of material composition, different additives in the automatic transmission of fluid and pore characteristics of the paper (Kitahara and Matsumoto 1994; Matsumoto 1996; Kugimiya 2000). However, limited work has been done on surface modification of paper to improve the tribological characteristics. Yagi et al. (2015) formed microscale texture in the form of microgrooves at variable depth and pitch on the paper-based friction material using laser surface texturing. At low temperature and low surface pressure conditions, the dynamic friction coefficient was improved due to microgroove. Also, they found that the dynamic friction coefficient is depends upon depth and pitch of the microgrooves. It can be controlled by properly designing of microgroove pattern. However, adopting microgrooves was found to be insignificant to improve static friction coefficient.
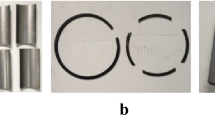
3.3 Piston Ring
Piston ring is the major source of engine friction. Reducing friction occurred by piston ring is an effective way to decreases fuel consumption and hence exhaust gas emission. To improve the tribological characteristics of the piston ring by adopting surface texture is largely studied by Etison and co-authors (Arslan et al. 2016; Ronen et al. 2001; Ryk et al. 2002). They found that laser surface texturing is feasible and most promising technique to improve the tribological characteristics of the piston ring. Kligerman et al. (2005) developed the analytical model for partial laser surface textured piston ring for friction reduction. This is verified experimentally by Ryk et al. (2005). For symmetrical type partial laser texture, Etsion and Sher (2009) have found that approximately 4% reduction in fuel consumption is obtained than smooth surface. However, the effect on exhaust gas is found to be insignificant. Ahmed et al. (2016) reviews the effect of texture geometrical parameters on piston ring. They found that (i) aspect ratio is the most significant parameter to improve the tribological characteristics of piston ring (ii) for better performance maximum possible texture density should be selected. (iii) Under starved lubrication condition higher texture depth shows detrimental results. Also, optimum texture depth is depends on the operating conditions. (iv) Partial texturing shows better result for friction reduction than full texturing. Recently, Bifeng et al. (2018) have proposed a novel texturing scheme on piston ring by modifying barrel-shaped ring scheme in the form of variable texture depth. They found that average friction power for novel texture pattern is 10.04% lesser than normal texturing. While, in comparison with barrel shape, it has obtained 16.85% lesser average friction power.
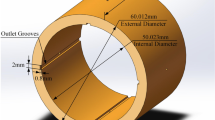
3.4 Engine Bearings
The plane and textured hydrodynamic journal bearing as shown in Fig. 15.6 is well established. Although, limited research is carried out on engine bearings with texture effect. Surface texture adopted in engine bearings can decrease the friction coefficient, noise intensity, fuel consumption and increase in load carrying capacity. This ultimately reduces energy consumption to cause a decrease in fuel consumption and engine emissions (Ligier and Noel 2015).

Hydrodynamic lubricated a plane bearing and b textured bearing
In modern times, surface texture analysis of tires in automobiles can be studied to control the friction for safe driving at various road conditions. Furthermore, surface texture can also be adopted in automotive components such as piston pin, cam and follower, brake to improve the performance.
4 Texture Fabrication Techniques
Texture quality is largely affected by fabricating technique (Ibatan et al. 2015). Surface textures can be fabricated by several conventional and non-conventional machining processes (Ahmed et al. 2016). It is therefore essential to have a detailed discussion on each fabricating technique along with pros and cons.
The conventional machining processes such as vibro-rolling and abrasive machining can be used to create grooves (Rahmani et al. 2010b). While embossing technique is capable of generating surface texture on plastically deformable materials (Pettersson and Jacobson 2006). But this technique is not suitable for hard and brittle materials. Jesudass Thomas and Kalaichelvan (2018) fabricated the surface texture on the rake face of a single point cutting tool using surface indentation techniques viz. Rockwell hardness tester, Vickers hardness tester, and diamond dresser. They found that surface texturing using Vickers hardness tester has obtained better tribological performance than other techniques. Also, standard texture profiles can be generated using micro-grinding process. It is a simple, productive and inexpensive technique to create surface texture on the surface (Stepien 2008). Moreover, Cannon and King (2009) fabricated the surface-texture using micro-casting which is a relatively new technique. This technique can create holes of about 10–100 µm diameter and aspect ratio of 2:1. A vibromechanical texturing technique which is based on single point turning process can produce surface texture. In the conventional turning process, the controlled motion of cutting tool along the X-axis (rotation about spindle axis) and Y-axis (across the length of the workpiece) can generate continuous spiral grooves along the circumference of the workpiece. Adopting controlled motion (tunable oscillation of the tool path) along the Z-axis, a variety of texture sizes can be machined. This method is cost-effective, produces less surface damage, and is very precise (Greco et al. 2009). To investigate the influence of texture bottom profile in thrust bearing, Schuh and Ewoldt (2016) developed the asymmetric-depth-profile angled along the normal surface. The asymmetric depth was achieved by tilting the workpiece with respect to the end mill axis of rotation. Overall it is observed that surface texture using conventional/traditional machining techniques are easier to fabricate. However, its accuracy is affected.
Presently, non-conventional machining processes are most widely used to fabricate surface texture. Wakuda et al. (2003) have considered abrasive jet machining to fabricate the micro-texture. The textured surface showed an improved friction coefficient. However, the bottom profile was affected. Different forms of etching can also generate texture on the surface. Lu and Khonsari (2007) generated cylindrical and elliptical texture shapes on the surface of the journal bearing using chemical etching. The process includes imprinting of the pattern followed by etching. The texture depth was controlled by etching time. Although etching is flexible to generate complex texture geometries, it is a time-consuming process. Moreover, the profile features of the texture such as round shape cannot be controlled. The other etching techniques such as reactive ion etching, UV lithography, photo-etching, physical vapour deposition and UV photo-lithography can also produce a variety of texture shapes (Rahmani et al. 2010b). In electrochemical machining (ECM) process, the material removal is taking place by electrolysis process. ECM generates a very smooth surface without heat affected layer with higher efficiency and at low cost. These advantages attract the researchers to fabricate surface texture using this technique. Lu et al. (2014) developed the phyllotactic patterned surface texture on hydrodynamic lubricated bearing surface using ECM. In comparison with conventional linear textured arrangement the significant improvement in friction reduction (about 20–30%) was obtained. Using ultrasonic machining (USM), different texture shapes such as circle, rectangle, and spherical texture shapes can be produced with high accuracy. Shin et al. (2015) have created the surface texture on bearing steel surface using USM. They found that the reduction in friction coefficient is taken place at appropriate density and depth. But this technique is limited to brittle material and it is not cost effective. Electric discharge machining (EDM) is based on the mechanism: melting and vaporization of the material. Using this technique the complex texture geometry with smooth surface finish can be achieved with no mechanical stress on the workpiece (Pal and Choudhury 2016). However, the material removal rate is low and heat affected zone influences the tribological performance. Yamaguchi et al. (2016) developed the whirling electrical discharge texturing (WEDT) to create microtextures on the inner surface of a cylinder using single-pulse discharge. They confirmed that it is an effective technique to reduce the friction coefficient. Moreover, they found that based on lubrication condition, the optimal texture-area ratio exists. These techniques can be employed for surface texturing but laser surface texturing (LST) is the most efficient technique (Ahmed et al. 2016). LST is a promising technique based on its flexibility and speed (Arslan et al. 2016). It is clean to the environment and provides excellent control of texture size. Earlier, LST was unable to produce complex texture geometry. To achieve this goal, the direct laser interference patterning technique is employed which use multiple laser beam interference. However, burrs or bulges are created after machining is a limitation of this process.
5 Concluding Remarks
In the present research review first the texture design is presented in details for automotive components. Then fabrication techniques for automotive components are discussed in details. It is concluded that,
-
Texture design parameters have a significant influence on the tribological performance of automotive components.
-
To improve the tribological performance, the parametric analysis of texture design parameter should be carried out for qualitative analysis. This significantly reduces the computation time and cost of the experiment without sacrificing the accuracy.
-
Optimized texture parameters perform better than simple/standard texture shapes to improve the tribological characteristics of automotive components. However, the optimum process parameters depend on operating conditions and specific application.
-
In the automotive system, majority of the research is focused on adopting surface texture on piston-ring cylinder. It is essential to investigate the tribological performance of surface textured crank case bearings, wet clutch, piston pin, cam and follower and tires,
-
The conventional machining processes are cheaper and easier to generate the texture. But they are less accurate and it is very difficult to produce complex texture. While a variety of non-conventional texturing techniques can easily generate complex texture geometries with accuracy. Especially laser surface texturing is most famous, widely used and it provides excellent control on texture size.
References
Ahmed A, Masjuki HH, Varman M, Kalam MA, Habibullah M, Al Mahmud KAH (2016) An overview of geometrical parameters of surface texturing for piston/cylinder assembly and mechanical seals. Meccanica 51(1):9–23
Arslan A, Masjuki HH, Kalam MA, Varman M, Mufti RA, Mosarof MH, Khuong LS, Quazi MM (2016) Surface texture manufacturing techniques and tribological effect of surface texturing on cutting tool performance: a review. Crit Rev Solid State Mater Sci 41(6):447–481
Bai S, Peng X, Li Y, Sheng S (2010) A hydrodynamic laser surface-textured gas mechanical face seal. Tribol Lett 38(2):187–194
Bifeng Y, Dashu G, Shao S, Bo X, Hekun J (2018) Research on the profile design of surface texture in piston ring of internal combustion engine. J Tribol 140(6):061701
Blau PJ, Qu J (2004) Laser surface texturing of lubricated ceramic parts. FY 2004 progress report on heavy vehicle propulsion materials, pp 123–128. URL: http://www1.eere.energy.gov/vehiclesandfuels/pdfs/hv_propulsion_04/4k_blaulaser.pdf
Bompos DA, Nikolakopoulos PG, Papadopoulos CI (2012) A tribological study of partial-arc bearings with egg-shaped texture for microturbine applications. In: Proceedings of ASME Turbo Expo 2012, Copenhagen, Denmark
Braun D, Greiner C, Schneider J, Gumbsch P (2014) Efficiency of laser surface texturing in the reduction of friction under mixed lubrication. Tribol Int 77:142–147
Brizmer V, Kligerman Y (2012) A laser surface textured journal bearing. J Tribol 134(3):031702
Cannon AH, King WP (2009) Casting metal microstructures from a flexible and reusable mold. J Micromech Microeng 19(9):095016
Coblas DG, Fatu A, Maoui A, Hajjam M (2015) Manufacturing textured surfaces: state of art and recent developments. Proc Inst Mech Eng Part J J Eng Tribol 229(1):3–29
Dimkovski Z, Anderberg C, Ohlsson R, Rosén BG (2011) Characterisation of worn cylinder liner surfaces by segmentation of honing and wear scratches. Wear 271(3–4):548–552
Dimkovski Z, Cabanettes F, Löfgren H, Anderberg C, Ohlsson R, Rosén BG (2012) Optimization of cylinder liner surface finish by slide honing. Proc Inst Mech Eng Part B J Eng Manuf 226(4):575–584
Etsion I (2005) Sate of the art in laser surface texturing. J Tribol 127:248–253
Etsion I (2013) Modeling of surface texturing in hydrodynamic lubrication. Friction 1(3):195–209
Etsion I, Sher E (2009) Improving fuel efficiency with laser surface textured piston rings. Tribol Int 42(4):542–547
Fesanghary M, Khonsari MM (2012) Topological and shape optimization of thrust bearings for enhanced load-carrying capacity. Tribol Int 53:12–21
Fesanghary M, Khonsari MM (2013) On the optimum groove shapes for load-carrying capacity enhancement in parallel flat surface bearings: theory and experiment. Tribol Int 67:254–262
Fu G, Untaroiu A (2017) An optimum design approach for textured thrust bearing with elliptical-shape dimples using computational fluid dynamics and design of experiments including cavitation. J Eng Gas Turbines Power 139(9):092502
Fu G, Untaroiu A (2018) The influence of surface patterning on the thermal properties of textured thrust bearings. J Tribol 140(6):061706
Gachot C, Rosenkranz A, Hsu SM, Costa HL (2017) A critical assessment of surface texturing for friction and wear improvement. Wear 372:21–41
Galda L, Pawlus P, Sep J (2009) Dimples shape and distribution effect on characteristics of Stribeck curve. Tribol Int 42(10):1505–1512
Ghosh S, Abanteriba S (2016) Status of surface modification techniques for artificial hip implants. Sci Technol Adv Mater 17(1):715–735
Grabon W, Pawlus P, Wos S, Koszela W, Wieczorowski M (2017) Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol Int 113:137–148
Greco A, Raphaelson S, Ehmann K, Wang QJ, Lin C (2009) Surface texturing of tribological interfaces using the vibromechanical texturing method. J Manuf Sci Eng 131(6):061005
Gropper D, Wang L, Harvey TJ (2016) Hydrodynamic lubrication of textured surfaces: a review of modeling techniques and key findings. Tribol Int 94:509–529
Guo Z, Yuan C, Liu P, Peng Z, Yan X (2013) Study on influence of cylinder liner surface texture on lubrication performance for cylinder liner–piston ring components. Tribol Lett 51(1):9–23
Hamilton DB, Walowit JA, Allen CM (1966) A theory of lubrication by microirregularities. J Basic Eng Trans ASME 88(1):177–185
Han J, Fang L, Sun J (2011) Hydrodynamic lubrication of surfaces with asymmetric microdimple. Tribol Trans 54:607–615
Holmberg K, Erdemir A (2017) Influence of tribology on global energy consumption, costs and emissions. Friction 5:263–284
Ibatan T, Uddin MS, Chowdhury MA (2015) Recent development on surface texturing in enhancing tribological performance of bearing sliders. Surf Coat Technol 272:102–120
Ismail S, Sarangi M (2013) Influence of texture orientation on the hydrodynamic lubrication. In: 1st International and 16th national conference on machines and mechanisms IIT Roorkee, India, Dec, pp 18–20
Jesudass Thomas S, Kalaichelvan K (2018) Comparative study of the effect of surface texturing on cutting tool in dry cutting. Mater Manuf Process 33(6):683–694
Kango S, Singh D, Sharma RK (2012) Numerical investigation on the influence of surface texture on the performance of hydrodynamic journal bearing. Meccanica 47(2):469–482
Kango S, Sharma RK, Pandey RK (2014) Comparative analysis of textured and grooved hydrodynamic journal bearing. Proc Inst Mech Eng Part J J Eng Tribol 228(1):82–95
Kim ES, Kim SM, Lee YZ (2018) The effect of plateau honing on the friction and wear of cylinder liners. Wear 400:207–212
Kitahara S, Matsumoto T (1994) The present and future trends of wet friction materials. Jpn J Tribol 39:1020–1025
Kligerman Y, Etsion I (2008) Analysis of the hydrodynamic effects in a surface textured circumferential gas seal. Tribol Trans 3:472–478
Kligerman Y, Etsion I, Shinkarenko A (2005) A improving tribological performance of piston rings by partial surface texturing. J Tribol 127:632–638
Kugimiya T (2000) Effect of additives of ATF and components of friction material for AT on µ-v characteristics. Jpn J Tribol 45:387–395
Lee YH, Schuh JK, Ewoldt RH, Allison JT (2017) Enhancing full-film lubrication performance via arbitrary surface texture design. J Mech Des 139:053401–1
Ligier JL, Noel B (2015) Friction reduction and reliability for engines bearings. Lubricants 3:569–596
Lin C, Lee YH, Schuh JK, Ewoldt RH, Allison JT (2017) Efficient optimal surface texture design using linearization. World congress of structural and multidisciplinary optimization, Braunschweig, Germany, pp 633–647
Lu X, Khonsari MM (2007) An experimental investigation of dimple effect on the stribeck curve of journal bearings. Tribol Lett 27(2):169
Lu Y, Liu Y, Wang J, Liu H (2014) Experimental investigation into friction performance of dimples journal bearing with phyllotactic pattern. Tribol Lett 55(2):271–278
Matsumoto T (1996) Influence of paper based friction material porosity on the practical performance of a wet clutch. Jpn J Tribol 41:816–821
Meng FM, Zhang W (2018) Effects of compound groove texture on noise of journal bearing. J Tribol 140(3):031703
Meng FM, Zhang L, Liu Y (2015) Effect of compound dimple on tribological performances of journal bearing. Tribol Int 91:99–110
Nanbu T, Ren N, Yasuda Y, Zhu D, Wang QJ (2008) Micro-textures in concentrated conformal-contact lubrication: effects of texture bottom shape and surface relative motion. Tribol Lett 29(3):241–252
Pal VK, Choudhury SK (2016) Fabrication of texturing tool to produce array of square holes for EDM by abrasive water jet machining. Int J Adv Manuf Technol 85(9–12):2061–2071
Patel D, Jain VK, Ramkumar J (2018) Micro texturing on metallic surfaces: state of the art. Proc Inst Mech Eng Part B J Eng Manuf 232(6):941–964
Pettersson U, Jacobson S (2006) Tribological texturing of steel surfaces with a novel diamond embossing tool technique. Tribol Int 39(7):695–700
Qiu M, Delic A, Raeymaekers B (2012) The effect of texture shape on the load-carrying capacity of gas-lubricated parallel slider bearings. Tribol Lett 48(3):315–327
Qiu M, Minson B, Raeymaekers B (2013) The effect of texture shape on the friction coefficient and stiffness of gas-lubricated parallel slider bearings. Tribol Int 67:278–288
Rahmani R, Rahnejat H (2018) Enhanced performance of optimized partially textured load bearing surfaces. Tribol Int 117:272–282
Rahmani R, Mirzaee I, Shirvani A, Shirvani, H (2010a) An analytical approach for analysis and optimization of slider bearings with infinite width parallel textures. Tribol Int 43(8):1551–1565
Rahmani R, Shirvani A, Shirvani H (2010b) Optimised textured surfaces with application in piston-ring/cylinder liner contact. Woodhead Publishing, pp 470–517
Ren N, Nanbu T, Yasuda Y, Zhu D, Wang Q (2007) Micro textures in concentrated-conformal-contact lubrication: effect of distribution patterns. Tribol Lett 28(3):275–285
Ronen A, Etsion I, Kligerman Y (2001) Friction reducing surface texturing in reciprocating automotive components. Tribol Trans 44(3):359–366
Ryk G, Kligerman Y, Etsion I (2002) Experimental investigation of laser surface texturing for reciprocating automotive components. Tribol Trans 45(4):444–449
Ryk G, Kligerman Y, Etsion I, Shinkarenko A (2005) Experimental investigation of partial laser surface texturing for piston rings friction reduction. Tribol Trans 48:583–588
Schneider J, Braun D, Greiner C (2017) Laser textured surfaces for mixed lubrication: influence of aspect ratio, textured area and dimple arrangement. Lubricants 5(3):32
Schuh JK, Ewoldt RH (2016) Asymmetric surface textures decrease friction with Newtonian fluids in full film lubricated sliding contact. Tribol Int 97:490–498
Shamsul Baharin AF, Ghazali MJ, A Wahab J (2016) Laser surface texturing and its contribution to friction and wear reduction: a brief review. Ind Lubr Tribol 68(1):57–66
Shen C, Khonsari MM (2013) Effect of dimple’s internal structure on hydrodynamic lubrication. Tribol Lett 52(3):415–430
Shen C, Khonsari MM (2015) Numerical optimization of texture shape for parallel surfaces under unidirectional and bidirectional sliding. Tribol Int 82:1–11
Shin M, Kwon S, Chung S, Kwon S, Park J, Kim J, Choi W (2015) Characteristic of friction on texturing bearing steel with ultrasonic hole machine 31(1):21–27
Shinde AB, Pawar PM (2017a) Effect of partial grooving on the performance of hydrodynamic journal bearing. Ind Lubr Tribol 69(4):574–584
Shinde AB, Pawar PM (2017b) Multi-objective optimization of surface textured journal bearing by Taguchi based Grey relational analysis. Tribol Int 114:349–357
Siripuram RB, Stephens LS (2004) Effect of deterministic asperity geometry on hydrodynamic lubrication. J Tribol 126:527–534
Stepien P (2008) Mechanism of grinding wheel surface reproduction in regular surface texture generation. Surf Eng 24(3):219–225
Tala-Ighil N, Fillon M (2015) A numerical investigation of both thermal and texturing surface effects on the journal bearings static characteristics. Tribol Int 90:228–239
Tala-Ighil N, Fillon M, Maspeyrot P (2011) Effect of textured area on the performances of a hydrodynamic journal bearing. Tribol Int 44(3):211–219
Uddin MS, Liu YW (2016) Design and optimization of a new geometric texture shape for the enhancement of hydrodynamic lubrication performance of parallel slider surfaces. Biosurf Biotribol 2(2):59–69
Wakuda M, Yamauchi Y, Kanzaki S, Yasuda Y (2003) Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 254(3–4):356–363
Wang L (2014) Use of structured surfaces for friction and wear control on bearing surfaces. Surf Topogr Metrol Prop 2(4):043001
Wang W, He Y, Zhao J, Li Y, Luo J (2017) Numerical optimization of the groove texture bottom profile for thrust bearings. Tribol Int 109:69–77
Wang W, He Y, Zhao J, Mao J, Hu Y, Luo J (2018a) Optimization of groove texture profile to improve hydrodynamic lubrication performance: theory and experiments. Friction 1–12
Wang X, Shi L, Huang W, Wang X (2018b) A multi-objective optimization approach on spiral grooves for gas mechanical seals. J Tribol 140(4):041701
Wang W, He Y, Li Y, Wei B, Hu Y, Luo J (2018c) Investigation on inner flow field characteristics of groove textures in fully lubricated thrust bearings. Ind Lubr Tribol 70(4):754–763
Yagi S, Katayama N, Hasegawa H, Matsushita H, Okhihara S, Kusumoto T, Tsuboi A (2015) Effect of microscale texture on the tribological behavior of paper-based friction materials for a wet clutch. Tribol Online 10:390–396
Yamaguchi K, Takada Y, Tsukuda Y, Ota M, Egashira K, Morita T (2016) Friction characteristics of textured surface created by electrical discharge machining under lubrication. Procedia CIRP 42:662–667
Yu H, Wang X, Zhou F (2010) Geometric shape effects of surface texture on the generation of hydrodynamic pressure between conformal contacting surfaces. Tribol Lett 37(2):123–130
Yu H, Deng H, Huang W, Wang X (2011) The effect of dimple shapes on friction of parallel surfaces. Proc Inst Mech Eng Part J J Eng Tribol 225(8):693–703
Yu R, Li P, Chen W (2016) Study of grease lubricated journal bearing with partial surface texture. Ind Lubr Tribol 68(2):149–157
Zhan J, Yang M (2014) Investigation on the application of YAG laser texturing technology to the cylinder wall of auto engine. Ind Lubr Tribol 66(3):387–392
Zhang H, Dong GN, Hua M, Chin KS (2017) Improvement of tribological behaviors by optimizing concave texture shape under reciprocating sliding motion. J Tribol 139(1):011701
Zhang H, Hafezi M, Dong G, Liu Y (2018a) A design of coverage area for textured surface of sliding journal bearing based on Genetic Algorithm. J Tribol 140(6):061702
Zhang H, Liu Y, Hua M, Zhang DY, Qin LG, Dong GN (2018b) An optimization research on the coverage of micro-textures arranged on bearing sliders. Tribol Int 128:231–239
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Hingawe, N.D., Bhore, S.P. (2019). Tribological Performance of Surface Textured Automotive Components: A Review. In: Katiyar, J., Bhattacharya, S., Patel, V., Kumar, V. (eds) Automotive Tribology. Energy, Environment, and Sustainability. Springer, Singapore. https://doi.org/10.1007/978-981-15-0434-1_15
Download citation
DOI: https://doi.org/10.1007/978-981-15-0434-1_15
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-0433-4
Online ISBN: 978-981-15-0434-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)