
Abstract
Background, aim, and scope
The interest in polyethylene terephthalate (PET) recycling is quite recent, but it has been growing steadily over the past few years. In this context, the aim of this paper is to assess the eco-profile, the energy savings and the environmental benefits of the use of recycled raw materials to manufacture products for thermal insulation of buildings in Italy (i.e., PET bottles post-consumer).
Materials and methods
The life cycle analysis is developed according to ISO 14040/44. In this paper, based on the LCA, the main types of environmental impact of a thermal insulation product have been outlined. This study is specifically focused on polyester nonwovens, produced by a company located in Italy. The cradle-to-gate life cycle inventory is performed for the mass of product needed to give a thermal resistance R of 1 (m2 K/W). The calculation of the impacts is done with SimaPro software. With an environmental product declaration-oriented approach, a set of impact categories is used for the classification and characterisation of the life cycle impact assessment.
Results
The results of the impact assessment for 1m2 K/W of thermal insulation panels made with recycled PET are then compared with similar products made with virgin PET. The lower impact associated with the recycled PET for each category is underlined: the percentage reduction is around 46% in the GWP category. In the production process, the fiber-spinning phase results as the most relevant in terms of energy consumption. In addition, the energy saved when applying the thermal insulation in a building is estimated at 87 MJ/m2 per unit area per year in Rome. All the energy used during the production of a thermal insulation panel is recovered in about 2 years.
Conclusions
The product shows significantly low environmental impacts thanks to the use of non-virgin PET, thus maintaining high mechanical and physical properties. If the recovery of PET from separate waste collection in Italy increases, this would reduce the share of waste PET purchased from foreign countries and would therefore reduce further the impact of transports for the production of the thermal insulation panel under investigation.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
To achieve an energy-efficient world, governments, businesses and individuals should transform the building sector via a multitude of actions, starting from the growing awareness of the global energy issue (WBCSD 2009). Buildings today account for the 40% of the world’s energy use. The resulting carbon emissions are substantially higher than those of the transportation sector. New buildings using more energy than necessary are being built every day, and millions of today's inefficient buildings will remain standing until at least 2050. It’s therefore necessary to start reducing energy use in new and existing buildings in order to reduce the planet's energy-related carbon footprint by 77% or 48 Gigatons (against the 2050 baseline) to stabilize CO2 levels and reach the level called for by the Intergovernmental Panel on Climate Change (Levine et al. 2007).
Growing interest, space, and attention in the architecture sector are directed to environmental issues according to the principles of green building. Mineral, vegetable, or animal materials such as perlite, vermiculite, rock wool, glass wool, cork, plant fibers (cotton, flax, hemp, coconut, etc.), wood fiber, cellulose, and sheep's wool can be used for the production of insulation panels.
Papadopoulos (2005) underlines that insulating materials can be classified according to their chemical or physical structure. The market of insulating materials is characterized by two dominant groups: the first one includes inorganic fibrous materials, such as glass wool and stone wool; the second one includes organic foamy materials, such as expanded and extruded polystyrene and to a lesser extent polyurethane. Additionally, there are other composite products, such as wood–wool, gypsum foam, and new technology materials which are in continuous development (Ardente et al. 2008). The ecological aspect of products for insulation has been recently taken into consideration and the use of the so-called secondary raw materials is now in the spotlight.
In particular, this study analyses a panel for the thermal and acoustic insulation of buildings. The panel is manufactured with polyester fiber obtained from the recycling of post-consumer polyethylene terephthalate (PET) bottles.
The recycling of PET solid waste contributes to reduce both energy consumption and its presence in municipal wastes, and expands the life cycle of PET itself (Barboza et al. 2009).
Over the last decades, PET consumption has increased due to its ever-increasing use in fiber manufacturing and packaging (Lorenzetti et al. 2006). If we consider the numerous reactions and processes needed to prepare monomers from hydrocarbon feedstock, it is clear that their recovery or recycling may be interesting for economic reasons, in addition to the environmental benefits. Therefore, one of the practical methods to dispose PET waste, which otherwise would cause environmental pollution, is the use in other industrial areas.
The use of PET waste as a raw material for building products allows the following benefits:
-
Reduction of resources consumption, particularly of non-renewable resources;
-
Energy savings;
-
Recycling of PET bottles post consumer.
2 Methods
2.1 Goal and method
The life cycle assessment (LCA) model developed seeks to identify the main types of environmental impact throughout the life cycle of a thermal insulation panel. The study is focused on polyester nonwovens produced by an Italian company. The products are manufactured using recycled raw materials, recovered and upgraded in-house, thanks to vertically integrated processes. The production of polyester starts with the recycling of post-consumer PET bottles which are sorted, washed, and reduced to flakes. The flakes are then processed for the production of fiber or directly in the spun bond process. The main goal of the LCA is to define the energy and environmental profile of the finished products, which is a nonwoven made of 100% polyester, thereof about 75% of recycled PET and 25% of thermobonding virgin PET, excluding packaging.
The analysis is carried out according to the LCA standard, series UNI EN ISO 14040 (2006); 14044 (2006), and 21930 (2007).
The reasons to use LCA arose from the need to have a precise process accounting and to highlight potential improvements that could be used in order to increase the environmental, energy and economic efficiency and overall effectiveness of the processes. In addition, the purpose was to quantify the environmental advantages deriving from the use of recycled raw material.
The scenario analysis for the end of life is described in the Electronic Supplementary Material 1.
2.2 The raw materials: waste PET
PET is considered one of the most innovative technical plastics of the last two decades (Navarro et al. 2008). PET is mainly used as packaging material. Its most important application is the production of food containers using the injection-blowing process. In view of its widespread use, the market is now presenting significant amounts of PET waste products.
In this case study, waste PET is collected by organizations dedicated to waste management, which sort Italian and European plastic wastes. In Italy there are 40 selected sites, 80 recycling plants, and 25 energy recovery plants. After careful selection of plastic waste by type and polymer, the bottles are pressed into bales weighing between 300 and 600 kg and shipped to industrial plants for recovery.
2.3 The functional unit, the system boundary and data quality
According to the standard ISO 14044 the functional unit is defined as the reference unit through which a system performance is quantified in an LCA. The functional unit in this case is the mass of insulation material needed to grant a thermal resistance of 1 m2K/W with a panel with an area of 1 m2. Given the insulation properties of the polyester panels with density of 30 kg/m3 analyzed in the study, the functional unit corresponds to an insulation panel of 1.065 kg (Table 1).
The data are considered on an annual basis for the year 2009. The case study geographical boundaries are located in Italy and consist of two production plants. As for the technological boundaries, four aspects are analyzed:
-
1
The plants for the differented waste collection and selection;
-
2
The bottles recycling plant;
-
3
The fiber production lines;
-
4
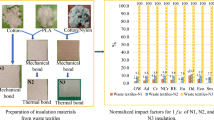
The finished product nonwovens lines (Fig. 1).

System boundaries and production processes
The environmental impacts have been assessed starting from the production of raw materials all the way to the end-product manufacturing, according to a cradle-to-gate approach. The analysis includes: extraction and production of raw materials, manufacturing of semi-finished goods, manufacturing of components (caustic soda, floating, surface-active, etc.), manufacturing of resources for packaging (PE bags, labels, PE film), process of post-consumer PET bottles collection and selection, transport from the suppliers of semi-finished goods and of consumables to the conveyance of waste to recovery, transport of post-consumer PET bottles from the selection centers to the factory, packaging, and manufacturing processes for the production (from bottles storage and warehousing to the formation of rolls or panels and their storage).
The use phase is not included in the results, because the impacts are similar for all insulation materials (Schmidt et al. 2004). In addition, the correct insulation of buildings allows considerable energy savings, which in short time compensate the environmental impact of the manufacturing process, independently of the material used.
The use phase and the end-of-life management have been considered in the sensitivity analysis because it is impossible to outline a realistic reference scenario with appropriate data.
To have univocal environmental information, in order to support decisions about the use of eco-sustainable materials, impact categories have been analyzed coherently with the production process illustrated in Fig. 1. For the production of polyester thermal insulation panels, the material flow (from PET bottles post-consumer) follows three processing phases:
-
1
Bottles recycling department;
-
2
Fiber spinning department;
-
3
Thermobonded nonwoven department.
The wastewater treatment plant inside the production site is included within the system boundaries. In the energy balance, the energy feedstock contained in plastic bottles was included and considered as energy from waste, therefore as renewable resource.
The data collection has been performed on site, analyzed, and completed with the direct involvement of mangers responsible of the different plant departments. The analysis uses the database SimaPro ver. 7.2 (Pre 2010): Ecoinvent 2010. The contribution of the generic data to the final results is below 8% for each impact category.
A big portion of heat and electricity is produced by a cogeneration plant fuelled with natural gas. The characteristics of the specific energy system are described in the next paragraph.
In the case of raw materials supplied from abroad, reference is made to the European mix or the energy mix of the country of origin.
As for the transport, we considered all transports from suppliers, internal transports for material handling, and transports to the waste treatment plants.
2.4 Allocation and cut-off
The inputs are allocated on the various production steps according to defined procedures. Where possible, the allocation is avoided or at least follows a procedure based on the mass and economic criteria, except where the energy sources break down, according to the loads of each plant. Allocation should reflect the physical relationship between the environmental burdens imposed, and the functions delivered by the system (UNI EN ISO 14044 2006).
A cut-off criterion has been established with the maximum level of detail. The processes contributing for less than 1% of the total environmental impact for each impact category have been omitted from the inventory (ex: labels, big bags for waste, etc.).
2.5 The data collection
2.5.1 The energy system
The cogeneration plant is installed inside the production site. The plant is designed for simultaneous production of electricity and thermal energy in the form of superheated steam, hot water, and overheated water. The cogeneration system consists of an otto-cycle combustion engine fed with methane gas and produces 5,054 kWe of electric power (see Electronic Supplementary Material 2).
2.5.2 The bottles recycling plant
The bottles feeding the recycling plant for the production of PET flakes are supplied by the plastic sorting centers.
To quantify the contribution of the selection plants, it is necessary to consider the energy input of the plastic sorting equipment. For the mechanical/manual sorting and packaging of 1 ton of input plastic, the plant consumes 43 kWh of electricity and 3.5 l of diesel (Blengini et al. 2007). After the sorting, 59% of the input plastic is sent to the recycling plants and the 66% is PET. The input of the sorting plants is composed of 25% of rejects per 1 ton of output product. Then 22.27 kWh are needed to produce 0.39 tons of output PET bottles. For 1 ton of output PET bottles, there is an electricity consumption of 57.1 kWh. By using the same procedure, we calculated that the selection plant consumes 4.65 l of diesel per ton of post-consumer PET bottles.
PET bottles of European and Italian selection plants are sent daily to the company warehouse with trucks of 18 tons. The energy consumption of the selection plants refers to the European energy mix. The additives used in the recycling department are detergents, caustic soda, chips separation floating, and surfactant. The water is used both in liquid and vapor state, the latter is considered as an output of the system. The primary outputs of this phase are polyester flakes while the secondary outputs are PET dust and PE chips which are sold to other recycling companies.
The recycling plant sends the effluents to the internal wastewater treatment plant. The chemical treatment is accomplished through the addition of reagents and flocculants and the sludge is treated with filter press. The water is filtered through activated carbon and then sent to a waste treatment company outside. Per 1 m3 of wastewater, the internal water treatment plant cuts down the percentage of COD by 92%.
The inventory for the production of 1 kg of recycled PET flakes is illustrated in Table 2.
It is important to note how much waste PET is purchased from foreign countries. In fact, only the 14% of the total PET bottles comes from the Italian selection plants, because of low quantities available and of high pressure on costs. This has consequences on transport impacts of the recycled materials.
2.5.3 The spinning department
The PET flakes are pneumatically transferred to the fiber spinning lines, where they are firstly dried and then sent to an extruder. The melted polymer is filtered in the spinnerets and then the fiber is cooled. A solution of finish oil is then used to make the fiber workable.
The inventory for the production of 1 kg of recycled PET fiber is illustrated in Table 3.
2.5.4 The thermobonded nonwoven department
The finished panels for thermal and acoustic insulations of building contain both recycled and virgin PET. The virgin PET, is thermobonding and low-melting. The fiber is then processed in a carding machine and the resulting panels are thermally fixed thanks to the presence of low melting polymers. The thermobonding fiber is bought from Korea and transported by cargo boat. To assess the impacts of the fiber from Korea, we analyzed the Korean energy mix (EIA 2004).
The manufacturing process of the thermobonding low-melting virgin PET is supposed to be similar to the fiber spinning lines of the company, the only difference is the use of virgin rather than recycled PET. A portion of recycled PET fiber comes from other Italian suppliers and calculations are based on the Italian energy mix.
The inventory for the production of 1 kg of thermal insulation panel is illustrated in Table 4.
2.5.5 Use phase and end of life
The use phase for the thermal insulation of walls and rooftops is connected to the lifetime of the building where the polyester panels are installed. The functional unit concept also encompasses attributes such as durability, stability, maintenance and replacement. Murphy and Norton (2008) define the time horizon at 60 years in the UK, Schmidt et al. (2004) and Krähling et al. at 50 years, AKPU (2002) at 25 years. In this study, the time horizon for the assessment is assumed at an average duration of buildings for 60 years. Afterwards, it is assumed that the building is demolished or substantially renovated, so that the insulation material is sent to waste treatment after this period of service. The time horizon of 25 and 50 years is assessed in the second part of this study.
3 Results
3.1 Life cycle impact assessment
Figure 2 summarizes the energy consumption (electricity, methane gas, diesel, and thermal energy) in each step of the manufacturing process. As shown, the fiber-spinning phase requires more electric energy.

Energy consumption in MJeq per functional unit
The use of energy resources in the whole life cycle is shown in Table 5. The feedstock energy in post-consumer PET bottles was considered as renewable energy (energy by waste). In this case, the feedstock energy is about 33 MJ/kg of PET.
In this section, we assess the whole environmental impact of this activity and we transfer the results of life inventory in terms of contributions to the studied impact categories. This study uses the CML2 baseline 2000 as impact assessment method. Vidal et al. (2007) states that starting from 2003 several LCA studies of polymers have been published. In spite of the great methodological differences found among them, greenhouse effect (IPCC 2001) in kgCO2eq/uf. Ozone Depletion Potentials (Solomon and Albritton 1992) in gCFC−11eq. acidification (Huijbregts 1999) in gSO2eq. eutrophication (Heijungs et al. 1992) in gPO4---eq are nevertheless always selected as relevant impact categories.
The first analysis assesses the environmental impact of 1 kg of recycled PET flakes, 1 kg of recycled PET fiber and 1 kg of thermal insulation panel. Table 6 shows the very low impact of recycled PET flakes that replace virgin PET in the production of recycled products. The recycled PET bottle transports represents only the 6% of the GWP per 1 kg of PET flakes, whereas the additives influence over the 20% in the same impact category.
The second analysis explores the impact value of the thermal insulation panel; the data for functional unit are summarized in Table 7. The PET virgin fiber is the highest contribute because this process uses amorphous PET. In the GWP impact category, the transport by cargo of the Korean fiber influences for more than 65% all impacts of the transport process.
For the type of product thermal insulation used in this LCA study, the virgin fiber is not replaceable with recycled fiber because it has a low melting point (it melts at a temperature lower than the recycled PET fibers) and it is used for the thermal bonding of the panels. But if the recycled PET fiber would be produced at the same site and not purchased from external suppliers, the impact could improve, as illustrated in Fig. 3. The saving in the GWP100 would be equal to 65%, reduction mainly due to the elimination of transports (the impact of the different energy mix is negligible).

GWP 100 (kgCO2eq) of thermal insulation panel produced with fiber partially and totally recycled internally at the same production site
If these results are compared with the environmental impacts generated by producing the same panels from virgin fiber, a remarkable lower impact of recycled PET for each category can be noticed. The inventory data are included in SimaPro, as provided by PlasticsEurope. The comparative study takes into account the fact that the quality of the secondary material may be worse than that of the primary material (Rigamonti 2009). The bibliography study uses a substitution ratio of 1:0.81, which reflects the difference between the market value of the primary polymer and that of the secondary polymer. But in this study, we use a substitution ratio of 1:0.96, whereas the quality of the final product (virgin PET or recycled PET) is the same except for the presence of hard plastic waste (rejection of the spinning stage) in quantities equal to 0.0376 kg. Furthermore, it was assumed that all the virgin fiber production is Korean. The percentage reduction of environmental impacts of recycled PET versus virgin granules of PET can be seen in Table 8. The reduction derives from the change of raw material (the production process is the same) and from transports.
3.2 Recycling PET: quality and quantity
Mechanical impurities represent the main issue affecting quality in the recycling stream (PET-Recycling Forum 2006). Recycled materials are increasingly introduced into manufacturing processes, which were originally designed for virgin raw materials only. Therefore efficient sorting, separation, and cleaning processes become very important to grant high quality recycled polyester. The success of any recycling concept is hidden in the efficiency of purification and decontamination during processing and to the necessary or desired extent. Generally, the following applies: the sooner foreign substances are removed in the process, and the more thoroughly this is done, the more efficient is the process (see other information in the Electronic Supplementary Material 3).
3.3 Sensitivity analysis for the use phase
Since the insulation panel is installed by hand and does not require maintenance when it is incorporated in the wall, installation and maintenance are neglected.
Regarding the use phase it is possible to highlight the following considerations:
-
The technical performance of the material is essentially its thermal resistance;
-
The lifetime of the thermal insulation coincides with that of the structure which is used.
Then for the use phase it is important to estimate the primary energy saving and the avoided CO2eq emissions during the operation time (see Electronic Supplementary Material 4).
Figure 4 shows the avoided CO2eq for the different thicknesses of the thermal insulation material. The graph shows the situation for 25 years: the situation in a single year would not be reasonable because it does not take into account of the life of insulation, because the impact of the production of insulation is generated in the first year, but the benefit is obtained especially in the following years.

Saved primary energy in MJeq (right) and avoided CO2eq emissions in kgCO2eq (left) for different thickness in centimeters
3.4 Comparative assessment
The life-cycle impacts of recycled PET panels have been compared to the performances of products having the same insulation function. The comparison has included various typologies, as follows:
-
Polystyrene EPS panel: combination of material and processing module. The thermal conductivity of polystyrene EPS is 0,028 W/mK, the density is around 32 kg/m3 (Stiferite 2006);
-
Kenaf–fiber insulation panel: insulation product based on a nature fiber composite material. The assessed product is a fiber reinforced composite made by kenaf vegetable fibers which are incorporated in a polyester matrix. The thermo-physical proprieties are λ equal to 0.038 W/mK, density equal to 40 kg/m3 (Ardente et al 2008);
-
Stone wool insulation: based on natural minerals and on recycled post-production waste materials. Binder and impregnation oil are added to achieve requested and desired technical properties. The thermo-physical proprieties are λ equal to 0.032 W/mK, density equal to 37 kg/m3 (Schmidt et al. 2004);
-
Polyurethane insulation panels: they have the particularity to be supplied with various types of facings depending on the type of application and the required insulation performance. The thermal conductivity in 0.030 W/mK, the density is 32 kg/m3 (PU EUROPE 2010).
The result is summarized in Table 9, according to the functional unit.
It can be noted that:
-
The ozone layer depletion is neglected for the impact analysis because it has a low value;
-
In the GWP100 category, stone wool has the best performance and the high impact of the kenaf is due to large energy consumption;
-
The high impact of global energy requirement (GER) for the EPS insulation is relative to the production of EPS granule;
-
The insulation products with plastic matrix have higher GER value because they include the energy feedstock, which can be recovered by incineration at the end of the useful life of the insulation;
-
The stone wool system consumes a relatively large amount of fossil fuels in the production phase, but none of the raw materials entering the system are demanding in terms of non-renewable resources;
-
The polyester thermal insulation is the best in almost all impact categories. This demonstrates the positive influence of the use of recycled PET in the production process.
In Table 10, the five product systems have been ranked according to their environmental performance.
By the results of the Table 10 the best are the PET thermal insulation and Stone wool, followed by kenaf –fiber, EPS and Polyurethane foam.
4 Conclusions
In this paper, an eco-profile of a thermal insulation panel made of polyester fiber recycled from post-consumer PET bottles has been defined. The energy and environmental benefits associated with its use into residential buildings have been assessed with a life cycle approach.
The results show that the use of waste PET involves a significant reduction of the environmental impacts derived from the employment of virgin PET while maintaining high thermo-physic properties.
A reduction can be obtained with 100% recycled PET into the manufacturing process or with the use of low impact additives. The percentage increase of recovered PET by separate collection in Italy would reduce the amount of purchased waste PET from foreign countries and consequently the amount of impacts derived from transports. The virtuosity of the product is the use of thermobonding virgin PET in place of acrylic resin.
Finally, the energy savings during the building operating time are generally higher than the overall energy consumption related to the production cycle. This validates the fact that energy and environmental advantages are related to the employment of thermal insulation materials in buildings.
The adopted method, LCA, is useful to define the environmental profile of the product, but it is important to know that the environmental quality of the products does not necessarily mean eco-efficiency of the product in the building (Campioli et al. 2007). The performances of the building and its components depend on climate, place, and type of use. The performance of the components changes depends on the role of the components in the building. Therefore, to give value to the LCA methodology the building sector we should start to insert the life cycle analysis in the energy efficiency certification schemes (ITACA 2009).
References
AKPU (2002) Environmental profile of 1 K polyurethane foam packed in pressurised cans. http://www.docstoc.com/docs/46270386/Environmental-profile-of-polyurethane-foamLCA-for-the-PDR-and. Accessed 16 June 2010
Ardente F, Beccali M, Cellura M, Mistrella M (2008) Building energy performance: a LCA case study of kenaf-fibers insulation panel. Energ Buildings 40:1–10
Barboza ES, Lopez DR, Amico SC, Ferreira CA (2009) Determination of a recyclability index for the PET glycolysis. Resour Conserv Recy 53:122–128
Blengini GA, Fantoni M (2007) LCA del sistema integrato di gestione dei rifiuti ASTI-GAIA. Research Report, Politecnico di Torino
Campioli A, Lavagna M (2007) Life cycle design in building and construction sector. 3 rd International Conference on Life Cycle Management. From analysis to implementation, Zurich, Switzerland. 27–29 August, CD-Rom
Ecoinvent (2010) The Swiss Centre for Life Cycle Inventories. Ecoinvent V2.1
EIA (2004) International Energy Annual 2004. Washington, DC: US Energy Information Administration, 2006
Heijungs R, Guinée JB, Huppes G, Lankreijer RM, HAUd H, Sleeswijk AW, Ansems AMM, Eggels PG, Rv D, HPd G (1992) Environmental life cycle assessment of products: guide. CML, Leiden, The Netherlands
Huijbregts M (1999) Life cycle impact assessment of acidifying and eutrophying air pollutants. Calculation of equivalency factors with RAINS-LCA. Interfaculty Department of Environmental Science. University of Amsterdam, Amsterdam, The Netherlands
IPCC (2001) Intergovernamental Panel on Climate Change (2001) Climate change: the scientific basis. Cambridge University Press, Cambridge UK
ITACA (2009) Istituto per l’Innovazione e Trasparenza degli Appalti e la Compatibilità Ambientale. Linee guida Protocollo Itaca 2009—Valutazione energetico—ambientale edifici residenziali: nuova costruzione e recupero
Levine M, Ürge-Vorsatz D, Blok K, Geng L, Harvey D, Lang S, Levermore G, Mongameli Mehlwana A, Mirasgedis S, Novikova A, Rilling J, Yoshino H (2007) Residential and commercial buildings. In: Metz B, Davidson OR, Bosch PR, Dave R, Meyer LA (eds) Climate Change 2007: Mitigation. Contribution of working group III to the fourth assessment report of the intergovernmental panel on climate change. Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA
Lorenzetti C, Manaresi P, Berti C, Barbiroli G (2006) Chemical recovery of useful chemicals from polyester (PET) waste for resource conservation: a survey of state of the art. J Polym Environ 14:89–101
Murphy JR, Norton A (2008) Life cycle assessments of natural fiber insulation materials. NNFCC Publications, London, UK. http://www.nnfcc.co.uk/tools/lcas-of-natural-fibre-insulation-materials-nnfcc-07-007/at_download/file. Accessed 16 June 2010
Navarro R, Ferrandiz S, Lopez J, Seguì VJ (2008) The influence of polyethylene in the mechanical recycling of polyethylene terephthalate. J Mater Process Tech 195:110–116
Papadopoulos AM (2005) State of art in thermal insulation materials and aims for future developments. Energ Buildings 37(1):77–86
PU EUROPE (2010) Environmental product declaration for polyurethane insulation panels and energy saving potential. http://www.pu-europe.eu/site/fileadmin/Factsheets_public/PU_Europe_Factsheet_13_Environmental_Product_Declaration_tool__versionDec10_.pdf. Accessed 24 June 2010
PET-Recycling Forum (2006) Current technological trends in polyester recycling. 9th International Polyester Recycling Forum Washington, Sao Paulo
Pre (2010) SIMAPRO 7.2 Pre consultans B.V. Printerweg 18. 3821 AD Amersfoort, The Netherlands
Rigamonti L, Grosso M, Sunseri MC (2009) Influence of assumptions about selection and recycling efficiencies on the LCA of integrated waste management systems. Int J Life Cycle Assess 14(5):411–419
Schmidt A, Jensen A, Clausen U, Kamstrup O, Postlethwaite D (2004) A comparative life cycle assessment of building insulation products made of stone wool, paper wool and flax. Int J Life Cycle Assess 9(1):53–66
Solomon S, Albritton DL (1992) Time-dependent ozone depletion potentials for short- and long-t erm forecasts. Nature 357:33–37
Stiferite (2006) Life cycle assessment—environmental product declaration. http://www.stiferite.com/schede/LCA_EPD.pdf. Accessed 16 June 2010
UNI EN ISO 14040 (2006) Environmental management—life cycle assessment—principles and framework. International Standard of Organisation, Geneva
UNI EN ISO 14044 (2006) Environmental management—life cycle assessment—requirements and guidelines. International Standard of Organisation, Geneva
UNI EN ISO 21930 (2007) Sustainability in building construction—environmental declaration of building products. International Standard of Organisation, Geneva
Vidal R, Martínez P, Mulet E, González R, López-Mesa B, Fowler P, Fang JM (2007) Environmental assessment of biodegradable multilayer film derived from carbohydrate polymers. J Polym Environ 15(3):159–168
WBCSD (2009) World Business Council for Sustainable Development. Energy efficiency in building—transforming the market. April 2009. http://www.wbcsd.org. Accessed 4 September 2009
Acknowledgments
The authors would like to thank the Freudenberg Politex Group for technical data kindly offered.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Intini, F., Kühtz, S. Recycling in buildings: an LCA case study of a thermal insulation panel made of polyester fiber, recycled from post-consumer PET bottles. Int J Life Cycle Assess 16, 306–315 (2011). https://doi.org/10.1007/s11367-011-0267-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-011-0267-9