
Abstract
This case study is to identify and evaluate the root cause for failure of a roller press mill. Cement plant has a heavy crushing operation the roller’s top surface is eroded, which is replaced by hard metal deposition by welding. In manufacturing, most of the steel metals are failing by either fatigue or by hard deposition through welding. In this case, repair welding has been used for several years. But there is no specific welding procedure adapted to repair the large size of the rolling parts as it is very difficult to operate in that situation and constraints of the welding operation. In this connection, the plant was inspected, their log book was verified, and the complete procedure of welding was checked. Further study was done by cutting the small piece of the press roller mill’s material by using diamond abrasive cutter and it was used to prepare the test specimen using wire cut EDM. Further composition of the welding rod and base material were found by SEM study. Subsequently, their hardness values were also measured. From this study, it is concluded that the welding procedure was not followed properly and oxidation took place during the time of weld, because of the large variations of the weldability of the material over the surface of the base metal and also the presence of blue patches in the weld metal during SEM analysis.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The failure analysis is one of the important fields of mechanical engineering and it is becoming unavoidable in almost all the applications of engineering. In the work carried out by N. Venkatesh on “Design and Analysis of a Hydraulic Roller Press frame assembly”, the frame assembly was optimized and redesigned in terms of overall weight reduction [1]. Jean-Luc Desir studied the fatigue failure of steel sections and proposed a specific welding procedure for large size of the parts in his paper “Examples of repair welding of heavy machinery subject to breakage due to low frequency alternated stresses” [2]. J. D. Buch studied and analyzed about the foundation of a cement mill and proposed the structural arrangement in his paper, “Foundation for roller press in a cement plant: A case study” [3]. Ernst Worrell and Christina Galitskyin their paper “Energy efficiency improvements and cost saving opportunities for cement making”, discussed the substantial potential for energy efficiency improvement in the cement industry [4]. The repair of chill cast roll bodies are discussed in the Polycom machine manual.
From the above literature survey, it is evident that the study of failure analysis of a cement roller mill’s base material and the repair weld is limited to a little. This study by the author has been done on the failure analysis of the base material and the repair weld material.
2 Background
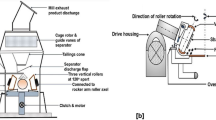
The scope of the case study is to identify and evaluate the reasons for analysis of root cause for failure of Roller Press mill and submit a technical evaluation report providing the causes of the failure and suggestions to avoid the chances of such failures in near future. This roller press machine is used to grind the clinkers. The bulk material is fed to the gap between two rollers which are driven in counter rotation as shown in Fig. 1. The necessary press force is created by a hydraulic—pneumatic system which works like a spring. The movable roller is actuated towards the static roller with the help of a hydraulic cylinder to grind the clinkers fed from the vertical chute/hopper over the rollers. The roller comprises of a steel shaft and a mounted tire made of “bainite”. In a roller press, clinker material is subjected to entrance pressure between opposing roller for a short time. The moveable roller can be positioned by about 45±10 mm laterally to adjust the space between rollers depending on the size of materials to be rolled between the rollers. As such rollers are subjected to low frequency alternated repeated stresses. Failure by fatigue has been considered during the design. A repair welding technique has been developed and used on several such rollers. A specific welding procedure, to be adapted to such large size rolling parts, is very difficult to apply in in situ condition due to the constraints of the welding operation/procedure.

Roller press used in a cement plant
3 Maintenance Work
From the information collected, it was observed that the plant is stopped during the second week of each and every month, for scheduled maintenance to be carried out for rebuilding the rolls. The grinding surface/profile of the bainite tires are filled with metal by welding in a zigzag pattern, using special welding equipment and wires supplied/recommended by the OEM, to manage the wear/loss of surface metal of the bainite tire as well as to maintain the grinding efficiency. From the information available, the roller press was stopped for monthly maintenance. After leaving the machine for cooling, the doors were opened for maintenance (allowing 08:00 h. cooling period). The profile welding was started at about 05.00 p.m. after sandblasting the surface. The welding process was stopped at about 21:00 h. The welding technicians heard abnormal sound from the roller and noticed longitudinal crack throughout the fixed roller tire body from profile surface to seating ends of the shaft. The crack was fresh over the welded surface of the cylinder body/bainite tire and the shaft was not affected. Both the rollers were replaced with the spare rollers in the mill. The old rollers were kept in open near the roller press plant. The Faculty members of PSGCT inspected failed roller and found the same type of longitudinal crack in the movable roller (removed from the machine and kept in open), while they were in the process of removing the water jacket from the failed movable roller, to fix with the new roller replaced in the machine. The crack in the floating/movable roller was also fresh and over the newly welded area (welding is done as per the maintenance practice).
4 General Observations
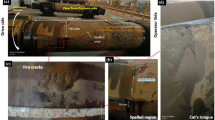
From the visual inspections of the failed roller, the following points were observed that weld deposit consists of full of porous welds containing gas pockets. This may be due to inadequate shielding during the hard deposition which may be carried out under an open environment or under the industrial fan. This might have led to oxidation of the deposit as shown in Fig. 2.

Press roller surface with oxidation
It was found that the combination of welding filler material and base material was not a suggested pair as referred in welding manual which might have resulted in the formation of surface crack as shown in Fig. 2. A lot of pores are visible on the hard deposited as shown in the same figure. It is also observed from that the clearance of about 7 cm between roller edge and weld deposits as per the Repair Manual is not maintained.
From the above observation, it is very clear that the crack was initiated due to thermal stress, which occurred because of improper welding [4, 5]. A certain cement plant had undergone a problem in the roller in which the treads were subjected to frequent wear. The plant was inspected, their log book was verified, and the complete procedure of welding was checked. Crack was formed on the roller mill’s base material because of being subjected to high subsurface thermal stress. A sample of the base material was taken for analysis. In order to retread the base material, a welding procedure was followed which is described in the following section.
5 Experimental Analysis
To analyze the material composition and properties of the weld, a sample (which has a flat surface) is necessary.
Composition Analysis: After the preparation of the sample, to determine the composition, two methods are there namely scanning electron microscope and optical emissive spectroscopy. We went for the latter because of certain advantages. Scanning electron microscope needs a larger sample piece. The sample should also have flatness with reference to the base. But our sample was small. So optical emissive microscopy was selected.
Optical Emissive Spectroscopy: The optical emissive spectroscopy is the method used to find the composition of the material by applying electric energy in the form of spark generated between the electrode and our sample which vaporizes the atoms. The atoms which are brought to higher energy state are called discharge plasma. And this excited atoms and ions generate emission spectrum lines. These spectral lines are unique to a particular element. By viewing these spectral lines, we can find the composition of the sample. The results obtained from the optical emissive spectroscopy are discussed in the results and discussion section.
Hardness Determination: Once the composition of the material was found out, the next objective was to determine the hardness. The hardness scale for stainless steel was C. But for conducting the hardness test, the sample was required to be flat on both the sides in order to mount. In addition to this, a well-finished surface was also needed other than the one used for material analysis. So, the opposite face of the analyzed surface was decided to be the surface to be used for hardness testing.
6 Results and Discussions
Weld Defects: The defects found in the weld are blowholes, oxidation, etc. Initially, the blowhole that is formed in the tread is due to the entrapped gases during the welding process as shown in Fig. 3. These gases are entrapped because of the differential solidification of the welded tread. So these blowholes are the main reason for the formation of the crack in the welded tread. But these blow holes are not the reason for the wear of the tread. Wear is a material property which can be caused due to the inclusions present in the welded sample. So in order to avoid the problem of wear, we must choose better electrode and better welding procedures such as proper shielding, proper filler material with better strength, etc. The weld defects were found to be due to the thermal residual stress which is created due to shrinkage of hard deposition. Proper preheat and post heat treatment should be made.

Welded spot below hole
SEM with EDS Results: The results obtained from the optical emissive spectroscopy are given below. (1) ZAF Method Standard less Quantitative Analysis (Fitting Coefficient: 0.35), (2) ZAF Method Standardless Quantitative Analysis (Fitting Coefficient: 0.25), (3) ZAF Method Standardless Quantitative Analysis (Fitting Coefficient: 0.26). Sample results are shown in Fig. 4.

Optical emissive spectroscopy image
It is clearly evident from the microstructure that the failure is due to some kind of ductile cum brittle failure. Ductile failure can be seen as dimple-like structure in the microstructure. Ductile kind of failure is initially happening and then the brittle failure happens. The white patches in the specimen indicate some kind of inclusions and rust is formed in the given sample to us. This can lead to brittleness which ultimately leads to wear and failure of the tread. In order to increase the wear resistance, proper welding procedure must be followed. Wear can be reduced by doing a proper surface treatment.
Rockwell Hardness Test Results: The prepared mold was then supposed to be undergoing hardness tests. The main types of indentation hardness test available are Vicker’s, Brinell, and Rockwell hardness test. Among them, the Brinell hardness test makes use of a larger ball indenter (10 mm diameter) as shown in Fig. 5. So this method was not suitable for our small sample. In the Vicker’s hardness test, the indenter was designed in such a way that it gives an impact force to the sample. Since our sample was very light, it would slip from the setup if we go for Vicker’s hardness. So the only available test was Rockwell hardness test, which is also widely used in industries.

Hardness test specimen image
The results from the Rockwell hardness test of the weld sample are tabulated below.
Trial | Scale | Load applied (in kg f) | Hardness Value |
|---|---|---|---|
1. | C | 30 | 58 |
2. | C | 30 | 59 |
3. | C | 30 | 58 |
7 Conclusions
Thus, a failure analysis was carried out on a roller press base. Material and the weld material used for the repairing and the reasons for failure are identified. Based on the results of SEM with EDS and the hardness test, it is found that the given filler material is a low-alloy steel. The hardness of the steel is nearly found to be 58HRC, which clearly indicates that the tread is in the Martensite state which can lead to crack. So they must do welding by following the Welding Procedure Qualification. A suitable electrode must be chosen and proper shielding has to be provided. So based on this electrode, a suitable strength filler material, welding current, and temperature has to be chosen. For stainless steel, there is no need for preheating. From our sample, it is clear that the sample is a low-alloy steel for which the preheating is mandatory. But here the preheating is not done so there is a fast cooling which results in the formation of martensite state which leads to the crack formation. So we have to do preheating and then we have to slow cooling so that we have no martensitic structure in our tread.
References
Welding manual of “Repair of chill cast roll bodies of the POLYCOM”
J.- L. Desir, Examples of repair welding of heavy machinery subject to breakage due to low frequency alternated stresses. in Case History on Integrity and Failures in Industry, pp. 109–120
A. A. Omar, Effect welding parameters on hard zone formation at dissimilar metal. weld. J. 77(2) (1998)
Manual of Fundamentals of Hard facing arc welding, welding alloy group; www.welding-alloys.com
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Babu, S., Murugan, N., Amudhan, M., Lagnesh, T.S. (2020). Fault Diagnosis and Root Cause Failure Analysis of Press Roller Mill for Heavy Industry. In: Prakash, R., Suresh Kumar, R., Nagesha, A., Sasikala, G., Bhaduri, A. (eds) Structural Integrity Assessment. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-8767-8_53
Download citation
DOI: https://doi.org/10.1007/978-981-13-8767-8_53
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8766-1
Online ISBN: 978-981-13-8767-8
eBook Packages: EngineeringEngineering (R0)