
Abstract
The precipitation hardenable nickel-based superalloys are widely used in aerospace, power plants, oil, and gas industries due to their excellent high-temperature strength and remarkable hot corrosion resistance. Though it is weldable, the required properties such as hardness, resistance to fracture, corrosion, etc., depends upon the weld microstructure which is to be obtained by various heat treatment methods. In the present investigation, the influence of aging heat treatment on gas tungsten arc-welded microstructure of alloy 718 was studied. The aging heat treatment was carried out at 780 °C for 1 h, 4.5 h and 8 h and air cooled to enhance the properties of the weld metal. After heat treatment, the welded samples were characterized using an optical microscope (OM), field emission scanning electron microscope (FESEM), transmission electron microscopy (TEM), and microhardness tester. The effect of heat treatment time on the microstructure was evaluated. Gamma prime (γʹ), gamma double prime (γʺ) and the primary carbides of MC, M23C6 were observed in the HAZ and grain boundaries. It was observed that with the increase in aging time microhardness was significantly increased. The mechanical bend test was carried out to evaluate the ductility of the weld metal in the heat-treated conditions. On aging at 780 °C for 8 h, the ductility of the weld metal was found to be good and the microstructure depicted the reduction of laves phases and NbC in weld fusion zone and higher amount of γʺ resulting is higher strength and hardness.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Inconel 718
- Gas tungsten arc welding (GTAW)
- Aging heat treatment
- Microstructure and vickers microhardness (HV)
1 Introduction
Nickel-based superalloy alloy 718 is mostly used in power and valve industries owing to the excellent corrosion and wear resistance at high temperatures. It also exhibits good resistance to stress corrosion cracking and strain age cracking. It is mainly strengthened by gamma prime γʹ Ni (Al, Ti), and gamma double prime γʺ (Ni3Nb) precipitates which are formed at aging temperature range of 650–850 °C on the aging heat treatment process [1,2,3,4,5,6]. Therefore the aging temperature should not exceed 810 °C to obtain optimum strength in Ni–Fe based alloy [5]. The amount of γʺ precipitate formed at a temperature range of 700–850 °C is 4 times higher than that of γʹ phase resulting in enhanced strength [7, 8]. On increasing the aging time at above 850 °C aging temperature, γʺ will be changed into δ phase, which will reduce mechanical strength and microhardness [6]; above this temperature, the precipitates are dissolved in the material.
Numerous types of welding processes are applied to join nickel-based superalloy namely, gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), laser beam welding, electron beam welding, etc. Laser and electron beam welding processes are used to join Inconel 718 alloys especially in the aerospace and automotive industries to have reduced heat input, distortion, and heat-affected zone (HAZ) area [9]. Most of the works reported were on studies on microstructures, weld defects, and mechanical properties of Inconel 718 alloy [10,11,12]. It was reported that use of pulsed current (PC) in gas tungsten arc welding (GTAW) of solution treated and aged Inconel 718 alloy resulted in reduction of % of volume fraction of laves phases and Nb segregation in the weld metal causing improved mechanical properties compared to that joined by the constant current (CC) GTAW [13]. The amounts of Nb segregation and laves phases in the weld metal were less in electron beam welded 718 alloys compared to that of GTA welded after the cyclic post-weld heat treatment (PWHT) process [14].
It can be summarized that most of the research work carried out on the aging heat treatment process was focused on analyzing the mechanical properties or microstructures at the temperature range of 500–750 °C, aiming to increase strength in the high-temperature alloy. To the best of the knowledge of the authors, no broad investigation on the effect of aging heat treatment at a temperature of 780 °C at different aging timings have not yet reported in GTA-welded Ni-based superalloy Inconel 718 in aged condition. In the present research work, 6 mm thick Inconel 718 plates were welded by gas tungsten arc welding and aged at different aging timings. The effect of aging heat treatment on the metallurgical characterization and mechanical properties of GTA welded Inconel 718 has been studied.
2 Experimental Procedure
2.1 Material
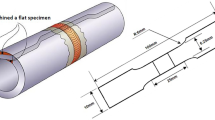
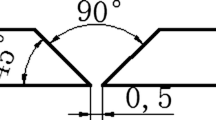
Inconel superalloy 718 received in the aged condition in the form of a circular disc of diameter 250 mm and 6 mm thickness was used as the base material. Three plates having a width of 70 mm were prepared from the base disc and in each plate, a V-groove with 70° groove angle and depth of 5 mm was machined by wire cut EDM process. Alloy 718 was deposited in the V-grooves by gas tungsten arc welding (GTAW) process using a filler rod ERNiFeCr-2 of size 2.4 mm diameter and length of 1 m. The chemical composition of the base metal and filler rod and the GTAW process parameters are presented in Tables 1 and 2, respectively. The same GTAW process parameter was used to deposit weld metal on the V-Grooves of three plates using pure argon shielding and the welded plates are shown in Fig. 1. The quality of the welded plates was tested with 100% X-ray radiography test and no defects were found.

GTA-welded Inconel 718 plates
2.2 Heat Treatment
The heat treatment setup consisted of an electrical muffle furnace for heating to a maximum temperature of 1500 °C. The time and temperature were controlled by a Eurotherm controller and R-type thermocouples. The three GTA welded plates were heated up to a temperature of 780 °C as recommended by Special Metal Corporation [15] and the first plate (S1) was held for 1 h, the second plate (S2) for 4.5 h, and third plate (S3) for 8 h, and all the plates were separately cooled to room temperature in air. The heat treatment cycle adopted for the three plates is shown in Fig. 2.

Heat treatment cycles applied for welded plates
2.3 Metallographic Examination
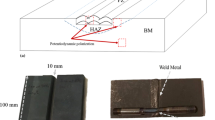
After heat treatment, the welded plates were cut transverse to the welding direction and samples of size 15 mm × 10 mm × 6 mm were prepared from each plate for macro and microstructural analysis. The cut samples were prepared as per the standard metallographic procedure using different abrasive grade papers (from 400 to 1500 SiC) and diamond paste up to 1 μ to obtain mirror finish surface. The samples were etched with a Super Kalling’s (5 ml H2O2 + 60 ml HCL + 6 g CuCl2) etchant to reveal the microstructure under optical microscope (OM), field emission and scanning electron microscope (FESEM) and to identify various elements present in the phases using EDS. The etched sample of the welded specimen was presented in Fig. 3. Samples were prepared as per standard procedure from each welded plates for transmission electron microscopy (TEM) analyses.

Typical weld cross section of Inconel 718
3 Result and Discussion
3.1 Microstructure of Aged GTA Welded Inconel 718 Alloy
After aging heat treatment, the microstructures of heat-affected zone (HAZ) and weld metals were obtained for the three samples using optical microscope and presented in Fig. 4. From the figure, it is found that the grains are coarser when the holding time increases. The measured average grain sizes of HAZ of the heat-treated samples were ASTM #5.5, #4.5, and #4, respectively for S1, S2, and S3. There were no microfissures on HAZ and fusion line in GTA welded plates. The average volume fractions of laves phases present in dendritic and interdendritic regions were calculated with the help of Image processing software Metal Plus and presented in Table 3. It is also observed from Fig. 4 that laves particles are finer with the increase in aging time at the aging temperature of 780 °C.

Optical microstructures of fusion zone (FZ) and HAZ of heat-treated alloy 718: a, b—S1 (1 h), c, d—S2 (4.5 h) and e, f—S3 (8 h)
The microstructures of the heat-treated samples were observed under field emission scanning electron microscope (FESEM) to identify the phases like laves phases, Niobium, and gamma matrix in the weld fusion zone. Figure 5 shows the presence of laves particles in the weld fusion zone aged at different aging time. It was reported that the direct aging (DA) heat treatment had not produced any change in laves phase and Nb segregation in weld zone, but only on post-weld solution treatment (PWST) at above 980 °C laves phase and Nb segregation can dissolve not completely. In some case of PWST at a range of (860–955 °C), the δ precipitates were formed, after 955 °C solution treated and aging (STA) treatment is required to decrease the amount of δ phase precipitates by a cyclic treatment [12, 13]. The Nb segregation and laves particles are relatively less in sample S3 compared to S2 and S1 samples. However, the Nb is a highly refractory element, which will segregate in the interdendritic region during the solidification process and undesirable phases like laves can form only in welding. Laves is a hexagonally close-packed phase (HCP) formed in the weld metals due to microsegregation of alloying elements like Nb, Ti, Mo, etc. The MC carbides are irregular with blocky morphology and located in the interdendritic region as shown in Fig. 5a, b. It was reported that the morphologies of M23C6 carbides were distributed evenly at grain boundaries, on increasing aging temperature and the amounts of M23C6 carbides were decreased and appeared nonuniformly at a temperature of 810–840 °C. γʹ phases are coarser with spherical morphology with increasing temperature and holding time and the γʹ particles were evenly distributed resulting in increasing the microhardness at a temperature of 810 °C [5]. The γʺ phase being the strengthening precipitate of alloy 718 has disc-like shaped coherent with γʹ precipitates. It was reported that the respective volume fraction of the γʹ and γʺ precipitates and the clustering of Al/Ti and Nb suggested that γʺ nucleated prior to γʹ during aging at 706 °C for this alloy [3].

FESEM microstructures of fusion zone of heat-treated alloy 718: a—S1 (1 h), b— S2 (4.5 h) and c—S3 (8 h)
EDS spectrums analyses were performed at different points in the weld fusion zone in all three aged samples to identify laves phases, Niobium carbide (NbC) and gamma matrix and typical EDS spectrum and the corresponding elemental analysis are presented respectively in Fig. 6 and Table 4. The niobium segregation and laves phases present in the weld metal strongly influenced to reduce the strength of the GTA welded alloy compared to that of the EB and laser welded alloy 718 [12]. They are present in S2 and S3 samples less than S1 leading to more γʺ in the weld fusion zone of the heat-treated alloy 718.

Typical EDS spectrum of EDS analysis of GTA weld a Laves phases, b NbC
Figure 7 illustrates higher magnification TEM micrographs showing the γʺ precipitates present in both the heat-treated samples S2 and S3. However, it is found that on aging heat treatment at a temperature of 750 °C for 4 h the γʺ precipitates were formed on the γ’ precipitates and increased in hardness [11]. It is reported that on longer duration of aging time for longer thermal exposure temperature from (700 to 900 °C) range, the γʺ phase seems to transform to the elongated structure of delta phases (δ) [2, 6].

TEM microstructures of fusion zone of heat-treated alloy 718: arrowhead showing the γʺ precipitates in samples: a—S2 (4.5 h) and b—S3 (8 h)
Where the gamma double prime (γʺ) precipitate increases significantly the hardness also increases and improves the strength of the weld metals as shown in Fig. 8b, c. The hardness is increased in sample S2 and S3 due to the presence of gamma double prime (γʺ) precipitates in alloy 718 after the aging heat treatment. On sample S2 the presence of γʺ precipitates are lower than that of sample S3, where the aging time increases the amount of γʺ precipitates will increase and increase in the hardness values. From the result, the main strengthening phase of γʺ precipitates will occur at a temperature of 780 °C in short duration time of 4–8 h, respectively.

Microhardness profile of PWH treated samples (S1–S3)
4 Mechanical Testing
4.1 Vickers Microhardness
Microhardness measurements were taken in the transverses direction i.e. perpendicular to the welding direction in heat-treated samples S1, S2, and S3 and the hardness profile is shown in Fig. 8. Table 5 presents the average microhardness values of three aged samples and the base metal microhardness was approximately 378 HV received in aged condition. From the table, it is observed that microhardness of all the zones tends to increase with the aging time. The maximum hardness values attained in the S3 sample is 421 ± 3, where the aging time increases simultaneously the amount of γʺ precipitates also increases. Also, it is found that the γʺ precipitates are not formed in the weld fusion zone. It was reported that with the increase in aging temperature the hardness decreases with the increasing aging time [5]. It is clear that the weld metal exhibits higher hardness in the weld fusion zone at a temperature of 780 °C for an aging time of 8 h.
4.2 Face Bend Test
Face bend test results are shown in Fig. 9. Cracks were observed in S1 sample, which is due to the presence of large no. of Nb segregation and laves phases in the weld fusion zone that reduce the ductility of the metal as shown in Fig. 9a. After aging heat treatment of alloy 718, the more amount of γʺ precipitates present in S2 and S3 increased the hardness and ductility of the weld fusion zone and passed the bend test as shown in Fig. 8b, c. The ductility may be due to less amount of laves phase and NbC and less segregation of Nb on aging at the higher aging time.

Mechanical face bent samples: a—S1 (1 h) b—S2 (4.5 h) and c—S3 (8 h)
5 Conclusion
In the present research work, 6 mm thick nickel alloy Inconel 718 was welded by GTAW and post-weld aging heat treatment was carried out at 780 °C for different aging time and the effect of aging time on microstructures on weld metal and HAZ was investigated. The following conclusions are drawn:
-
1.
Higher the aging time up to 8 h at 780 °C, higher the microhardness and finer the weld metal microstructure resulting in adequate ductility. Higher the aging time up to 8 h less is Nb segregation and amount of laves particles in the weld metal resulting enhanced amount of γʺ precipitates leading to higher strength.
-
2.
At 780 °C aging temperature, more γʺ precipitates occured in weld metal at 4.5 h and 8 h aging time and the microhardness was found to be (390 HV) and (421 HV) respectively compared to the base metal.
References
A. Lingenfelter, Welding of Inconel 718: a historical overview, ed. by E.A. Loria, Conference Proceedings on Superalloy 718—Metallurgy and Applications, TMS-AIME, Warrendale (1989), pp. 673–683
C. Slama, M. Abdellaoui, Structural characterization of the aged Inconel 718. J. Alloy. Compd. 306, 277–284 (2000)
T. Alam, M. Chaturvedi, S.P. Ringer, J.M. Cairney, Precipitation and clustering in the early stages of aging in Inconel 718. Mater. Sci. Eng. A 527, 7770–7774 (2010)
C.T. Sims, S.N. Stoloff, W.C. Hagel, Superalloys II, High-Temperature Materials for Aerospace and Industrial Power (Wiley, New York, 1987)
Zhao, X., Dang, Y., Yin, H., Jintao, L., Yuan, Y., Yang, Z., Yan, J.: Effect of heat treatment on the microstructure of a Ni–Fe based superalloy for advanced ultra-supercritical power plant applications. Progress in Natural Science: Materials International 26, 204–209 (2016)
P. Maj, B. AdamczykCieslak, M. Slesik, J. Mizera, T. Pieja, J. Sieniawski, T. Gancarczyk, S. Dudek, The precipitation processes and mechanical properties of aged Inconel 718 alloy after annealing. Arch. Metall. Mater. 62(3), 1695–1702 (2017)
R. Cozar, A. Pineau, Morphology of γ’ and γ” precipitates and thermal stability of Inconel 718 type alloys. Metall. Trans 4, 47–59 (1973)
A.E. Marsh, Aerospace forgings—materials, processes, products. Metallurgical January, 10–20 (1982)
J.K. Hong, N.K. Park, J.H. Park, I.S. Eom, Microstructure and mechanical properties of Inconel 718 welds by CO2 laser welding. J. Mater. Process. Technol. 20I, 515–520 (2008)
A.K. Abdul Jawwad, M. Strangwood, C.L. Davis, Microstructural modification in full penetration and partial penetration electron beam welds in Inconel 718 (IN-718) and its effect on fatigue crack initiation. Metall. Trans. A 36A, 1237–1247 (2005)
K.R. Vishwakarma, N.L. Richards, M.C. Chaturvedi, HAZ micro fissuring in EB welded ALLVAC 718 plus alloy, in Proceedings of Superalloy 718, 625 and Derivatives, pp. 637–647 (2005)
G.D. Janaki Ram, A. Venugopal Reddy, K. Prasad Rao, G. Madhusudhan Reddy, Microstructure and mechanical properties of Inconel 718 electron beam welds. J. Mater. Sci. Technol. 21, 1132–1138 (2005)
G.D. Janaki Ram, A. Venugopal Reddy, K. Prasad Rao, G. Madhusudhan Reddy, Improvement in stress rupture properties of Inconel 718 gas tungsten arc welds using current pulsing. J. Mater. Sci. 40, 1497–1500 (2005)
X. Cao, B. Rivaux, M. Jahazi, J. Cuddy, A. Birur, Effect of pre and post-weld heat treatment on metallurgical and tensile properties of Inconel 718 alloy butt joints welded using 4 kW Nd: YAG laser. J. Mater. Sci. 44, 4557–4571 (2009)
Technical Data Sheet: Inconel Alloy 718. Special Metals Corporation (2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Ravi, G., Murugan, N., Arulmani, R., Magadi, G. (2020). Effect of Aging Heat Treatment on the Microstructure of Gas Tungsten Arc-Welded Inconel Superalloy 718. In: Prakash, R., Suresh Kumar, R., Nagesha, A., Sasikala, G., Bhaduri, A. (eds) Structural Integrity Assessment. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-8767-8_11
Download citation
DOI: https://doi.org/10.1007/978-981-13-8767-8_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8766-1
Online ISBN: 978-981-13-8767-8
eBook Packages: EngineeringEngineering (R0)