
Abstract
Thermo-mechanically treated (TMT) reinforcement bars (rebars) are key materials in the construction industry by virtue of their high strength, high ductility and a host of other properties such as bendability and weldability. Characterisation of the TMT rebar is one fundamental requirement used to evaluate typical features, which include and not limited to the hardness and the uniformity of the martensite rim. Extensive and excellent work by other co-workers have so far been conducted on the characterisation of rebars. This study, however, aims at taking the efforts made by other co-workers further. Therefore, macrostructural analysis was conducted on the low carbon steel rebars in transverse and longitudinal sections respectively. The results indicate that, the uniformity of the hardened case of martensite for these rebars was within the 20–30% threshold with the average area of martensite \((A_{M} )\) being 29%. Interestingly, Pearlite colonies, comprising ferrite lamellae and cementite were revealed in the microstructure. It was observed that, the two phases were aligned alternately and parallel to each other. This alignment is due to their common growth direction during the transformation of pearlite. In addition, quantitative analysis by scanning electron microscope (SEM) revealed annealing and mechanical twins, the latter of which is symbolic of the material deforming at extremely high strain rates especially during hot rolling. The properties obtained in mechanical twining are remarkable and worthy reporting about.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Characterization
- Martensite
- Uniformity
- Hardness
- Pearlite-ferrite
- Macrostructure
- Microstructure
- SEM
- Bendability
- Weldability
- Mechanical twins
1 Introduction
Thermo-mechanically treated (TMT) reinforcement bars have been in use mainly owing to their superior tensile and ductility properties. This has also been due to the demand for low cost re-enforcement steel bars, which can guarantee a maximum yield point [1]. The reinforcement of concrete structure requires that, the steel and concrete, while acting together, will withstand the forces induced. The bonding between the two materials is guaranteed because the properties for thermal expansion for both materials is almost the same. Steel has excellent bendability property, and this makes it suitable for reinforcing concrete structures. There are direct benefits of using TMT bars to the customer and these include reduced total weight of re-enforcement bars per unit weight of concrete. This leads to reduced cost, reduced work force for re-enforcement bar fabrication and lower transportation costs.
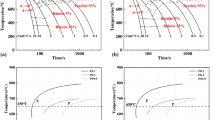
Hot rolled TMT reinforcement bars pass through the water-cooling chamber after exiting from the finishing mill stand at a temperature of 850 °C. The bars are then superficially quenched for a very short dwell time \(( < 1\,{\text{second}})\). During this step, the bars are surface hardened, resulting into a hard martensite rim. The core of the bar, however, remains hot after the cooling process is over. The hardening effect on the surface is due to the remaining heat from the core. Subsequently, the surface is self-tempered into martensite and bainite. The bars are then transferred to the cooling bed where the surface temperature drastically drops to below 200 °C within ten seconds [2, 3]. This results into an equalisation temperature of ≈600 °C after air-cooling before settling to room temperature. At this stage, the residual austenite is transformed to a tough ferrite and pearlite core but in a refined and ductile form. It is this type of structure, which determines the ductility of the bars.
The martensitic transformation during the fast cooling is instantaneous as it happens very quickly [4]. The change in temperature is the driving force in the transformation during cooling. This transformation is spontaneous and occurs once the difference in the chemically free energies is equal to the difference in the critically free energy \(\Delta G_{{M_{s} }}\) [5, 6]. This moment, however, should relate to the \(M_{s}\)-temperature. Empirically, \(M_{s}\) temperature is also related to the chemical composition and Eq. (1) as articulated by Eichelman and Hull’s study [7], has been widely used in this relationship.
Conversely, when the transformation of martensite is through the applied stress, then it is also possible to reach the critical value of \(\Delta G_{{M_{s} }}\) for temperatures exceeding the \(M_{s}\)-temperature, [6]. The temperature, nevertheless, can increase and reduce the variance in the chemical free energies. This can also can lead to the nucleation of martensite by plastic deformation. If the variance becomes too small then the transformation will cease. The temperature, at which such changes occur, is referred to as the \(M_{d}\)-temperature. This is the temperature below which martensite will form during deformation [6, 7]. Several empirical equations relating to the \(M_{d}\) -temperature are available, and one of the most used is that of Angel [7]
In Eq. (2), \(M_{d} \left( {30/50} \right)(^{ \circ } {\text{C}})\) is the temperature at which \(\alpha^{\prime},\) 50 vol.% is formed. This happens when 30% true strain is achieved during deformation. The elements in the composition are expressed in wt%. The amount of \(\alpha^{\prime}\) also depends on the stress state during deformation [7]. Although Eqs. (1) and (2) may apply to austenitic stainless steels, they are still valid for other series of steels empirically. While the transformation of martensite is taking place, mechanical twins can also form within the austenite grains by deformation due to the hot rolling of steel [6, 8].This usually happens in deformed steels with high manganese content. These twins play an important role in mechanical properties such as high strength and elongation when deformed [6, 8]. The deformation mechanism is associated with stacking fault energy (SFE) and mechanical twinning occurs at SFE roughly in the range 18–24 mJ/m2. To transform austenite to martensite, a range of 12–18 mJ/m2 SFE is required. Formation of annealing twins depends on inherent plastic deformation. During the thermal and nucleation process, the shape of annealing twins is not affected [9,10,11,12]. In addition, the formation of twins depends on the reduction of the energy associated with twining at the grain boundary [11]. The difference between annealing and mechanical twins is that, mechanical twins have sharp ends and have shaped lens. Annealing twins, however, are flat without sharp ends [10].
The sensitivity to temperature and strain rate in twinning is lower when compared to the effect of dislocation slip [6, 13]. However, subdivision of grains in mechanical twinning is likely and this can increase the barriers to slip (see Fig. 2 zone B). This promotes the storage of dislocations as the latter accumulates. Twins also help in decreasing the work-hardening rate during plastic deformation. To achieve the critical twinning stress \(\left( {\sigma_{T} } \right)\) required for occurrence of twins, the critical stress must be reached. The critical twinning stress required is as shown in Eq. (3) [6, 14].
In Eq. (3), \(\sigma_{T}\) is the critical twinning stress, \(\gamma_{SFE} \,{\text{is}}\) the SFE, b is the Burgers vector and the Schmidt Factor is represented as SF. According to the survey conducted [6, 13] about the measurements on most metals, the \(\sigma_{T}\) is not sensitive to temperature. This observation, however, has attracted a lot of debates about the findings on sensitivity. Other findings have recorded positive sensitivity and vice versa. However, co-workers [15] as reported in [6], proposed the critical twining stress equation as shown in Eq. (4):
In Eq. (4), m is a constant, K is a parameter, Q is the activation energy, T is the temperature and R is the gas constant.
2 Experimental Procedure
2.1 Materials Preparation
TMT high strength 650 MPa rebars were used in this experiment. The as received Y32 mm and Y16 mm were cut and prepared for polishing and etching. The Y32 mm samples were prepared for macrostructure analysis while the Y16 mm rebar samples were prepared for microstructural analysis.
2.2 Chemical Composition
The elemental compositions of the steel bars used in this work for Y32 mm and Y16 mm low carbon steels comprised (wt%: Y32): 0.18C, 0.6Mn, 0.33Si, 0.023S, 0.015P, 0.135Cr, 0.10Ni, 0.02Mo, 0.33Cu, 0.001 V, 0.003Al and 0.006 Ti on average. For Y16 mm (wt%):0.23C, 0.8Mn, 0.25Si, 0.022S, 0.002P, 0.13Cr, 0.08Ni, 0.01Mo, 0.28Cu, 0.002 V, 0.002Al, and 0.005Ti. The carbon equivalent \((C_{eqv} )\) for these compositions was 0.38% on average. An Optical Emission Spectrometer (OES) was used to obtain these elements.
2.3 Metallography
Metallographic specimen preparation for microstructural analysis was conducted according to the standard guide ASTM E3-11 [16]. Upon completion of grinding and polishing, transverse and longitudinal sections of the samples were etched in 2% Nital solution for microstructure examination. A 5-min pickling using 5% Nital solution was used on samples for macrostructure characterisation [17].
3 Results and Discussion
3.1 Macrostructure Characterisation
Typical cross-sectional macrostructure for thermally hardened rebars were analysed for uniformity of the martensite case. This is characterised by a uniform concentric cross-section of hardened case and a soft core at the centre. Figure 1a–h show the polished and etched macrographs of Y32 mm TMT rebars. The macrographs show a distinct surface layer of martensite (dark grey) followed by the core of the rebar (inner light grey circle) comprising pearlite and ferrite. Figure 1e–h further show the variation in martensite case areas with an average martensite area \(A_{M} = 29\,\%\). Another interesting feature is the macrostructure revealed in Fig. 1c, which shows the microstructure of pearlite and ferrite visible with unaided eye after a 5 min pickling using 5% Nital solution. The lighter phases in the microstructure are the three-dimensional crystals of pearlite colonies, while the dark grey phase is the ferrite phase. Figure 1b is an etched transverse half section of the sample with uniform martensite rim.

Macrographs of Y32 mm rebar polished and etched samples
The proportion of the hardened periphery to the bar cross-section will vary according to the grade and size. A good quality quenched and self-tempered (Q & ST) steel shall have martensite area \(\left( {A_{M} } \right)\) of about 20–30% of total cross sectional area \((A_{T} )\) [17, 18]. First, the total cross sectional area \((A_{T} )\) was determined without considering the area of ribs. Then, the area of pearlite-ferrite layer \((A_{PF} )\) was determined. The area of martensite layer for each specimen was then estimated as \(A_{M} = (A_{T} - A_{PF} )\). The \(A_{M}\) of tested specimens were found to vary between 28 and 30%. Such rebars are ideal for civil construction [19]. The proportion of the hardened case of rebar, which is over-quenched, is almost 60% of the \(A_{T}\) area of the rebar. This type of rebar, however, falls out of the required 20–30% threshold [19]. From the results of the macrostructure obtained for all the rebar samples, the martensite rim is within the 20–30% threshold with an average \(A_{M}\) of 29%. This is mainly due to the quality control measures taken during manufacturing.
3.2 Microstructure Characterisation
Quantitative analysis of the microstructure was performed using VEGA 3 TESCAN Oxford Instruments X-Max 50 mm2 SEM with energy dispersive x-ray spectroscopy (EDS). Figure 2 shows the pearlite colony of cementite and ferrite lamellae in zone A, aligned parallel to each other due to a common growth during the transformation in a Y16 mm rebar. Mechanical twins with sharp ends were also revealed as indicated in zone B. At the grain boundaries, \({\text{Fe}}_{3} {\text{C}}\) showing a white phase were also revealed in the microstructure. Figure 3a shows SEM-EDS image for Y16 mm rebar. The image reveals the pearlite colony of ferrite lamellae and cementite at spectrum 1 (Zone A) and the corresponding elemental composition for spectrum 1. Similarly, Fig. 4 shows SEM-EDS image for Y16 mm rebar. The image also reveals ferrite phase at spectrum 2 (Zone B) and the corresponding elemental composition for spectrum 2.

SEM micrographs for Y16 mm rebar showing ferrite and cementite in pearlite colony in zone A and mechanical twins in zone B

SEM-EDS images for Y16 mm rebar a SEM image of pearlite colony of ferrite lamellae and cementite at spectrum 1 (Zone A), b corresponding elemental composition for spectrum 1

SEM-EDS images for Y16 mm rebar a SEM image of ferrite phase at spectrum 2 (Zone B), b corresponding elemental composition for spectrum 2
4 Conclusion
In this study, characterisation of rebars has revealed that, mechanical properties can be affected by the non-uniformity of martensite area \(\left( {A_{M} } \right)\). From the construction perspective; bendability and weldability of rebars are inevitable characteristics, which rebars should possess. Mechanical twins also contribute to the transformation of austenite to martensite when appropriate SFE is applied. Twins are part of the grains in the microstructure and they should not be regarded as grains themselves. Microstructure characterisation has also revealed that, the manganese content (wt% 0.6–0.8) was high enough to facilitate formations of twins in the Y16 mm rebar as demonstrated in the SEM-EDS spectrums. Over and above, the quality control measures taken during the manufacturing process of the TMT bars have a significant impact on characterization of rebars.
References
Prabir C, Shylamoni P, Roshan A (2004) Characterization of steel reinforcement for RC structures: an overview and related issues. Indian Concr J
Musonda V, Akinlabi ET, Jen TC (2017) Optimum temperature of hot rolled reinforced bars at the cooling bed. IOP Conf. Series Mater Sci Eng 225:012297. https://doi.org/10.1088/1757-899x/225/1/012297
Kabir IR, Islam MA (2014) Hardened case properties and tensile behaviours of TMT steel bars. Am J Mech Eng 2(1), 8–14
Haasen P (1996) Physical metallurgy, third edn. Cambridge University Press
Marshall P (1984) Austenitic stainless steels—microstructure and mechanical properties. Elsevier applied science publisher Ltd.
Wedberg D (2013) Modelling of high strain rate plasticity and metal cutting. Doctoral Thesis, Printed by Universitetstryckeriet, Luleå. http://ltu.diva-portal.org/smash/get/diva2:999147/FULLTEXT02.pdf. Accessed on 28 Aug 2018. ISBN 978-91-7439-670-6 (print), ISBN 978-91-7439-671-3 (pdf)
Eichelmann GJ, Hull FC (1953) The effect of composition of spontaneous transformation of austenite to martensite in 18–8-type stainless steel. Trans ASM 45, 77–104
Hedström P (2005) Deformation induced martensitic transformation of metastable stainless AISI 310. Licentiate thesis, Department of Applied Physics and Mechanical Engineering, Luleå University of Technology, Luleå
Muhammad M (2013) The influence of grain size on the mechanical properties of Inconel 718. Thesis, Department of Management and Engineering (IEI) Division of Engineering materials Linköping University, SE-58183 Linköping, Sweden. http://www.diva-ortal.org/smash/get/diva2:779274/FULLTEXT01.pdf. Last accessed 28 Aug 2017
Sourmail T, Opdenacker P, Hopkin G, Bhadeshia HKDH (n.d) Annealing twins, metals and alloys. University of Cambridge
Dash S, Brown N (1963) An investigation of the origin and growth of annealing twins. Acta Metall 11(9):1067–1075
Jin Y, Bernacki M, Roher GS, Rollett AD, Lin B, Bozzolo N (2013) Formation of annealing twins during recrystallization and grain growth in 304L austenitic stainless steel, In: 5th international conference on recrystallization and grain growth, May 5, in Sydney, Australia
Meyers MA, Vöhringer O, Lubarda VA (2001) The onset of twinning in metals: a constitutive description. Acta Mater 49:4025–4039
Byun TS (2003) On the stress dependence of partial dislocation separation and deformation microstructure in austenitic stainless steels. Acta Mater 51:3063–3071
Talonen J, Hänninen H (2007) Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater 55:6108–6118
ASTM E3-11 (2011) Standard guide for preparation of metallographic specimens
Sooraj Nair AO, Gokul PR, Sethuraj R, Nandipati S, Radhakrishna GP (2015) Variations in microstructure and mechanical properties of thermo-mechanically-treated (TMT) steel reinforcement bars. Research Gate. Accessed on 30 Aug 2018
Markan RK (2005) Steel reinforcement for India—relevance of quenching and tempering technology. Steel World, 4–9
Visvanathan CS, Prasad LN, Radhakrishna, Nataraja HS (2004) Sub-standard rebars in the Indian market: an insight. Indian Concr J 78(1):52–55
Acknowledgements
We sincerely thank Kafue Steel Plant at Universal Mining and Chemical Industries Limited in Zambia for the support rendered during our research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Musonda, V., Akinlabi, E.T. (2020). Characterisation of Hardened Thermo-Mechanical Treated Reinforcement Bars. In: Awang, M., Emamian, S., Yusof, F. (eds) Advances in Material Sciences and Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-8297-0_49
Download citation
DOI: https://doi.org/10.1007/978-981-13-8297-0_49
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8296-3
Online ISBN: 978-981-13-8297-0
eBook Packages: EngineeringEngineering (R0)